工業CT檢測中主要工藝參數定量取值方法
2017-12-25 07:10:43,,,,
無損檢測 2017年12期
,,,,
(中國兵器科學研究院寧波分院,寧波 315103)
工業CT檢測中主要工藝參數定量取值方法
張維國,倪培君,王曉艷,齊子誠,唐盛明
(中國兵器科學研究院寧波分院,寧波 315103)
工業CT作為一種先進的無損檢測技術,應用范圍已越來越廣泛。目前在用的工業CT系統已有數百套,這些工業CT因為硬件配備的不同,工藝參數也有很大差別。現行的工業CT標準中對主要工藝參數的取值給出了指導性原則,但沒有給出定量取值方法而導致操作不便。從檢測需求出發,依據采樣理論分別給出了主要參數的取值公式,方便了CT檢測工藝的編寫,并用實例給出了操作過程,并對方法的正確性進行了驗證。
工業CT; 工藝參數;定量
工業CT作為一種先進的無損檢測技術,已被廣泛應用于航天、航空、兵器、汽車、考古、地質等多個行業領域[1-2]。據不完全統計,國內已安裝的工業CT系統已超過200多套,而且在以每年5~10套的速度增加。目前安裝的系統中,從探測器和掃描裝置的不同可以分為:線陣三代、線陣二代以及三維錐束面陣。從射線焦點及能量的不同可以分為:納米CT、微焦CT、常規X射線源CT以及加速器工業CT系統。上述系統的生產廠家、型號、使用的探測器種類、掃描裝置及射線源種類各不相同,其系統的工藝參數差別也就很大。現行的通用CT標準中,對于工業CT參數的取值都給出了一些指導性原則,但很少給出定量取值方法。筆者從檢測需求出發,依據采樣理論分別給出CT檢測中常用工藝參數的定量取值方法,為工藝卡的制定提供幫助[3-8]。
1 工業CT掃描工藝參數取值分析
1.1 基本原則
工業CT檢測中,CT圖像質量與檢測時間及系統開銷是相關的。因此檢測過程必須要以檢測需求為基礎,制定其他相關的工藝參數。
在檢測前,需要了解以下的信息。
檢測設備信息:射線源焦點尺寸a,探測器通道尺寸d,以及系統的最佳空間分辨率L。
試樣信息:試樣的材料,試樣的最大直徑D,試樣的重量。
另外需要確定檢測目的,常見的檢測目的有缺陷檢測、尺寸測量、密度表征、結構分析等。對于缺陷檢測,要確定需要檢出的最小缺陷尺寸Defmin。
1.2 轉臺位置
對于轉臺位置可以沿射線平行方向移動的系統,源到探測器距離SDD不變,源到轉臺中心距離SOD是可變的。轉臺位置確定了有效射束寬度,轉臺的位置應該在最佳放大倍數Mopt位置,見式(1)。
從式(1)可以看出,d?a時,Mopt≈1,此時轉臺的最佳位置越靠近探測器越好,其主要受轉臺尺寸限制。d?a時,Mopt很大,此時轉臺的位置越靠近射線源,分辨率越高,其主要受轉臺尺寸、試樣尺寸和面板尺寸限制,目前微焦面陣探測器CT多工作在此模式下。需要注意的是微焦射線源的焦點尺寸通常隨射線源能量的增加而增大,隨著射線源能量的增加,最佳放大倍數會減小。
1.3 重建矩陣和重建范圍
重建范圍(Re)受到試樣外形尺寸的影響,通常重建范圍可以用式(2)確定。
其即為試樣外形最大尺寸的1.5倍。檢測時應防止試樣未擺放到轉臺中心,造成CT圖像沒有完全包含產品。

圖1 三代模式下掃描示意
重建矩陣(H×H)用于以一定的精度來量化重建范圍,如圖1所示(圖中圓形區域是重建范圍,圓形區域中的小方格表示重建矩陣),重建范圍固定后,重建矩陣越大,分割試樣空間越精細,能描述的空間分辨率越高。
像元尺寸p用公式(3)計算,重建矩陣的取值滿足式(4)的最接近值。
根據采樣定理,通常要求像元尺寸p小于要求檢出最小缺陷Defmin的1/2,以保證最小缺陷可以正常地顯示。缺陷是否能顯示出來,還取決于系統的空間分辨率是否能夠優于最小缺陷。
重建矩陣的大小決定了CT圖像文件的規模,在達到系統極限空間分辨率圖像可正常顯示的條件后,即使再增加圖像矩陣,也不能再增加細節的分辨率,而且還需要更多的硬盤和內存開銷。
另外顯示器的物理分辨率也在一定程度上限制了圖像細節的顯示,當原始圖像像元尺寸小于顯示器的物理分辨率時,圖像顯示時會被放大,小的噪聲信號也可能被放大到人眼可識別的程度,造成CT圖像背景噪聲增大,而干擾小缺陷的識別[9-11];當顯示器完全顯示所有圖像信息時,像素的大小被顯示器的物理分辨率替代,細節特征可能會被丟失。
1.4 焦點尺寸
對于焦點尺寸可以選擇的X射線源,小焦點具有更高的空間分辨率,但小焦點因為散熱問題,功率較小,射線強度弱,探測器采樣需要更長的積分時間。對于微焦射線源,為了保證試樣的穿透性,需要提高掃描電壓,焦點同時也變大。因此應在保證穿透性和射線強度的前提下,盡量使用小焦點。
1.5 掃描電壓和掃描電流
掃描電壓決定射線的能量,ISO/DIS 15708-1Non-destructiveTesting-RadiationMethods-ComputedTomography-Part1:Principle,EquipmentandSamples中從信噪比的角度給出了穿透試樣的射線強度占入射射線強度的10%~20%時,信噪比最好的結論。當穿透射線強度太低,會造成噪聲增加,信噪比降低;當穿透射線強度太高時,信號對比度降低,信噪比也降低。也就是說大約穿透2~3個半值層時,信噪比最佳。
掃描電流確定射線強度,在探測器的線形階段,射線強度越高,信噪比越大。因此在保證探測器不飽和狀態下,掃描電流應盡可能大一些。
1.6 采樣幅數
對于三代掃描模式,在采樣過程中,探測器通道間隔代表了試樣空間上的徑向采樣頻率,而采樣幅數n表示了圓周方向的采樣頻率。按照采樣定理,n應滿足式(5),以避免最大圓周方向上因采樣不足造成噪聲增大的問題。
式中:M為放大倍數。
從公式(5)可推導出公式(6)。
而探測器通道間隔受到了探測器硬件成本的限制,因此很多CT系統通過機械系統微動,增加掃描次數來增加徑向采樣頻率,提高空間分辨率。 其是用增加檢測時間來換取檢測精度的方法。
1.7 切片厚度
對于線陣探測器,切片厚度h由后準直器水平寬度確定。切片厚度決定了z軸方向的分辨率,也影響密度分辨率,切片厚度越小,信噪比越小,圖像噪聲增大,但對薄型缺陷更容易檢出,z方向分辨率越高。從缺陷定量角度分析,切片厚度h滿足公式(7)。
1.8 積分時間
積分時間的設置主要與射線掃描電流(射線強度)以及掃描時間相關,積分時間的設置要保證探測器采樣信號不飽和。適當增加積分時間可以提高信噪比,但在射線強度嚴重不足時,僅增加積分時間會導致噪聲的增加。因此積分時間的確定要綜合考慮探測器響應參數、射線強度等因素。
2 實例分析
2.1 試樣信息
采用小孔試片進行實例分析。其材料為不銹鋼;試樣的規格為:外徑50 mm,厚度1.2 mm,其上加工有直徑分別為0.1,0.3,0.5,0.7,0.9,1.1 mm的6類人工通孔,每類沿徑向分布3個。
2.2 檢測設備
采用固鴻科技生產的IPT6110 6 MeV高能工業CT系統進行檢測。
設備的加速器能量為6 MeV;焦點尺寸為標稱2 mm;探測器608通道,垂直準直器開口0.3 mm,通道間隔1.3 mm,水平準直器0.25~5 mm可調。源到探測器距離(SDD)為3 421.6 mm;源到轉臺中心距離(SOD)為2 639.4~3 019.4 mm。
2.3 檢測要求
可發現0.5 mm以上人工孔。
2.4 工藝參數確定
(1) 將參數代入式(1),得到Mopt=1.03;受機械系統限制,選擇SOD=3 019.4 mm,此時M=1.13。
(2) 將參數代入式(2),重建范圍Re=75 mm。
(3) 將參數代入式(4),重建矩陣H>320,因系統中最小選項為1 024,故重建矩陣選擇1 024×1 024。
(4) 該系統為單焦點,焦點尺寸為2.0 mm。
(5) 掃描電壓及掃描電流:該系統射線源為6 MeV加速器系統,因此射線能量只能為6 MeV。
(6) 將參數代入式(6),得到采樣幅數n>1 135.4,因此采樣幅數選擇滿足要求的最小值2 048。
(7) 按式(7),切片厚度h設置為0.5 mm。
(8) 微動次數是IPT6110設備專用工藝參數,其用掃描時間補充了探測器數量。系統設置選項為2,5,10次,5次微動后可以保證采樣頻率小于0.2 mm[由(1.3-0.3)/5計算得出],故選擇5次微動。
(9) 轉臺轉速為IPT6110設備專用工藝參數,其與采樣幅數及加速器觸發頻率有關,在加速器觸發頻率固定時,采樣幅數與轉臺轉速成反比。此次掃描加速器觸發頻率依據設備當前條件,設置為170 Hz,因此轉臺轉速為5 r·min-1。
(10) 掃描部位通過在DR圖像上的實測來確定,掃描層數為1層。
2.5 檢測結果
按以上工藝參數,使用IPT6110設備對試樣進行三代CT掃描,檢測結果如圖2(a)所示,在其上可清晰發現3個0.5 mm孔。
2.6 討論
CT圖像質量通常采用空間分辨率,對比度靈敏度和偽像3個指標來評價。文章使用小孔模擬缺陷的討論主要針對空間分辨率指標。
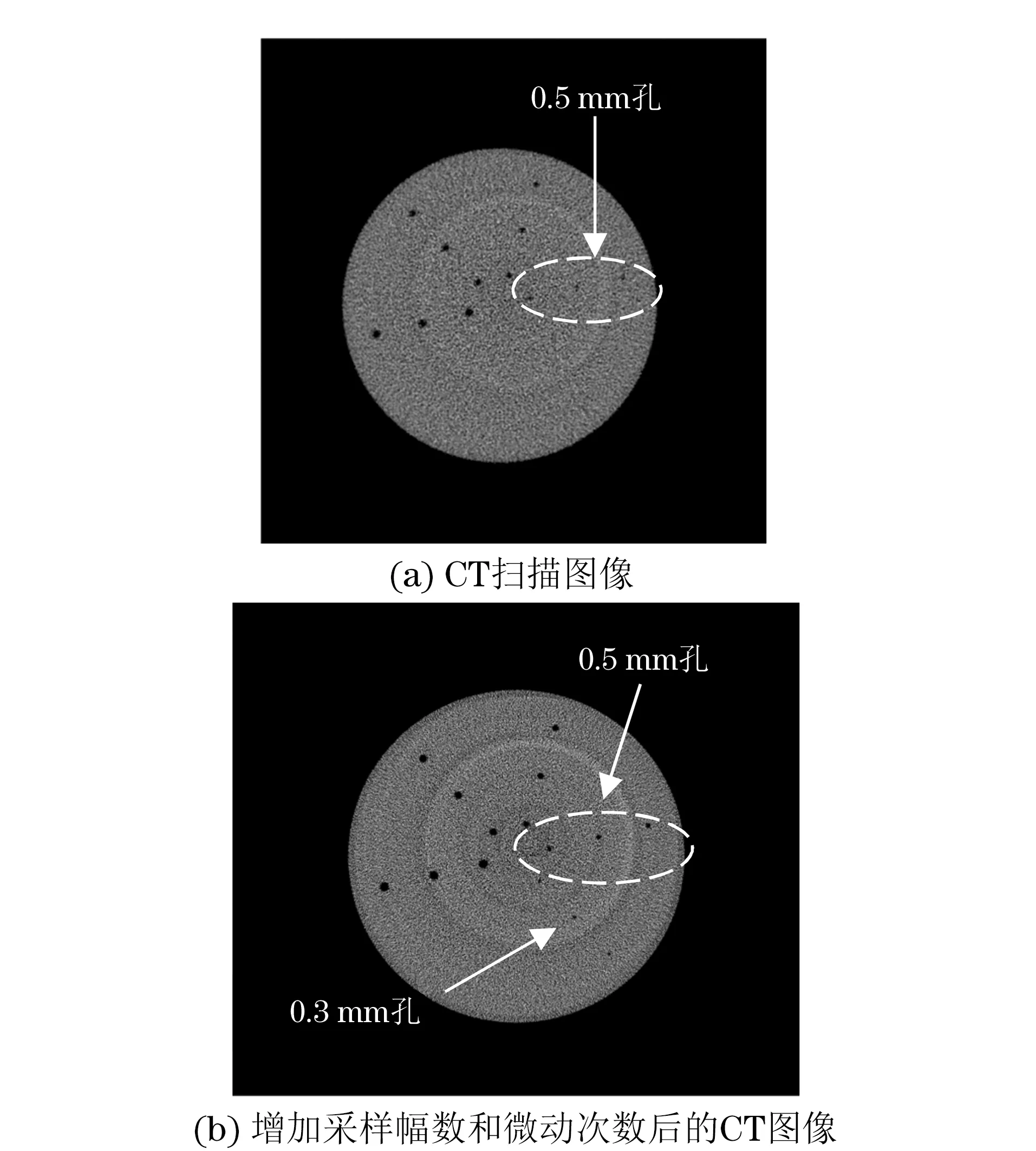
圖2 試樣CT掃描圖像及其增加采樣幅數和微動次數后的CT圖像
實際上,缺陷尤其是小缺陷能否檢測出來,還很大程度地依賴于系統的對比度靈敏度。通過增加采樣幅數、微動次數、切片厚度、掃描電流等降低噪聲、增加對比度靈敏度的手段對小缺陷的檢出是比較有利的。圖2(b)是增加采樣幅數和微動次數后的CT圖像,在其上可清晰發現0.3 mm人工孔,但檢測時間增加了5倍,可見該檢測質量是靠犧牲檢測效率來得到的。
3 結論
從檢測結果圖像可以清晰地發現0.5 mm人工模擬缺陷,驗證了檢測工藝的正確性,證明了基于采樣理論推導出的工藝參數取值公式是可行的。
[1] 張祥春,張鷺,王俊濤.工業CT技術在航空發動機單晶葉片壁厚測量中的應用[J].無損檢測,2015,37(2):20-22.
[2] 蔣紹青,欒傳彬,滿月娥,等. 工業CT在大型復雜機匣檢測中的應用[J].無損檢測2017,39(2):18-21.
[3] ASTM E 1441-2011 Standard guide for computed tomography (CT) imaging[S].
[4] ASTM E 1570-2011 Standard praactice for computed tomography (CT) examination [S].
[5] ISO/DIS 15708-1-2016 Non-destructive testing-radiation methods-computed tomography-part1: principle,equipment and samples[S].
[6] GJB 5312-2004 工業射線層析成像(CT)檢測[S].
[7] GB/T 29070-2012 無損檢測 工業CT 檢測通用要求[S].
[8] GB/T 29071-2012 無損檢測 火工裝置的工業CT 檢測方法[S].
[9] 何凱,晏磊, 趙紅穎.基于人眼視覺分辨力的數字影像質量評價方法研究[J].北京郵電大學學報,2005,28(S1):127-131.
[10] 曾明,張建勛,王湘暉,等.基于視覺特性和復雜度加權處理的圖像增強新算法[J].光電子激光,2005,16(3):363-367.
[11] KARUNSEKERA S A, KINGSBURY N K. A distortion measure for blocking artifacts in image based on human visual sensitivity[J].IEEE Transactions on Image Processing,1995,4(6):173-176.
QuantitativeMethodofMainProcessParametersinIndustrialCTDetection
ZHANG Weiguo, NI Peijun, WANG Xiaoyan, QI Zicheng, TANG Shengmin
(The Ningbo Branch of Ordnance Science Institute of China, Ningbo 315103, China)
As an advanced nondestructive testing technology, the application of industrial CT has become increasingly widespread. There are hundreds of industrial CT systems currently in use. If the industrial CT hardware equipment is different, the corresponding process parameters are also very different. Although the current industrial CT standards in the main process parameters provide guide lines for selection principles, they do not give a quantitative selection method and hence the operation is inconvenient. Based on the sampling theory, this paper gives the formula of the main parameters, which greatly facilitates the preparation of the CT detection process. The operation procedure is given by examples and the correctness of the method is verified.
ICT; process parameter; quantitative
TG115.28
A
1000-6656(2017)12-0007-03
2017-06-01
國家自然科學基金資助項目(61471411);浙江省自然科學基金資助項目(LQ15E010003)
張維國(1972-),男,研究員,主要從事工業CT等無損檢測方法和研究工作
張維國,zwg1972@163.com
10.11973/wsjc201712002
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
