基于機器人的多層多道馬鞍形焊縫自動焊接應用研究
2017-12-29 05:46:01
電焊機 2017年11期
關鍵詞:焊縫
(中國東方電氣集團有限公司中央研究院機械系統與智能制造技術研究室,四川成都611731)
基于機器人的多層多道馬鞍形焊縫自動焊接應用研究
付 俊,盛仲曦,楊 霄,陳 弈,董 娜
(中國東方電氣集團有限公司中央研究院機械系統與智能制造技術研究室,四川成都611731)
針對含盆形坡口的馬鞍形焊縫的多層多道焊,研究了一種基于工業機器人的自動化焊接方法,包括機器人運動軌跡規劃、焊道排布、焊槍姿態設定、焊接參數設定、起弧收弧優化、自動排道軟件設計等具體內容,并且針對3種不同規格的工件進行了焊接試驗。試驗結果表明,該方法能充分保證焊接質量和成形效果,同時還具有廣泛的適用性。
機器人;馬鞍形;焊縫;多層多道
0 前言
在壓力容器的焊接結構中有大量的馬鞍形焊縫,多為多層多道焊,人工焊接勞動強度大、質量難保證、效率較低,目前越來越多地采用專機進行焊接。但專機對工件尺寸和坡口適應性差,焊槍可調自由度少,而工業機器人擁有6個自由度,可滿足含坡口多層多道馬鞍形焊縫的各種姿態及位置精確變化的要求。對于該類工件的焊接涉及到軌跡規劃、焊槍姿態、焊接工藝參數、道間搭接等多種因素,只有充分量化控制這些因素,才能兼顧效率與質量,盡顯機器人自動化焊接的優勢[1-2]。
其中一種典型的馬鞍形焊縫坡口結構如圖1所示,小管和筒身上均進行了加工,組合后共同形成坡口,坡口內為管板角接焊縫,坡口外為馬鞍形焊縫。通過大量的理論和試驗研究,成功實現了該結構多層多道馬鞍形焊縫的機器人自動化MIG焊接,并且工藝對不同尺寸的坡口具有良好的自適應性。
1 軌跡規劃
1.1 TCP 軌跡
所用機器人為KUKA的KR16型多關節機器人,擁有6個自由度,即x、y、z(三個方向的平移自由度)、A(繞 z軸旋轉)、B(繞 y軸旋轉)、C(繞 x軸旋轉)。機器人TCP軌跡即焊絲端部的運動軌跡。最內層的平面坡口填充軌跡為圓形,簡單編程即可實現。中外部的馬鞍形填充層軌跡則需要建立相應的相貫線數學模型進行計算。相貫線數學公式如下
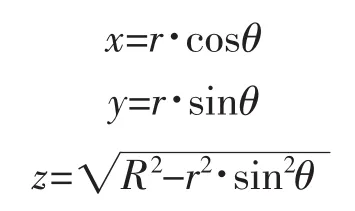
式中 r為管座外徑(前一層焊道沿管座軸向投影外徑);R為筒身外徑(前一層焊道沿筒身軸向投影外徑);θ為沿管座周向的旋轉角度。
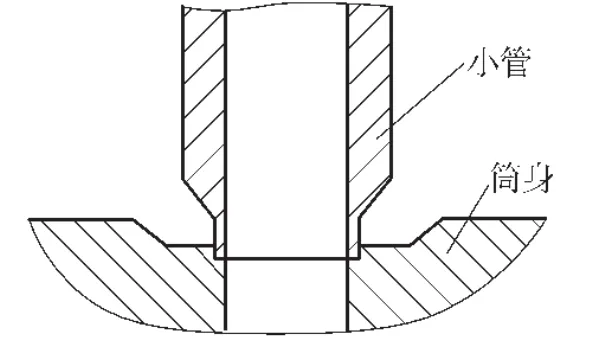
圖1 馬鞍形焊縫坡口結構Fig.1 Sample of saddle-shape weld
相貫線示意如圖2所示。
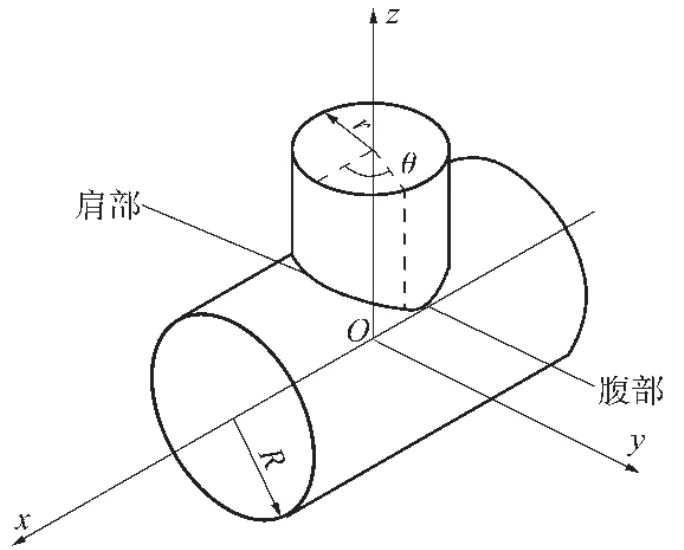
圖2 相貫線示意Fig.2 Sample of intersecting line
1.2 軌跡離散化
機器人程序控制機器人運動是由多個點連接計算而成,因此需要對TCP軌跡進行分段離散化處理。沿管座軸向方向投影下來,將整圈軌跡按每15°一段均分為24段,每一段均由圓弧命令生成,各項焊接參數均可單獨設置。
1.3 焊道排布
確定好焊絲端部的行走軌跡后,根據既定焊接參數(焊接送絲速度vf、焊接行走速度v以及試驗所得的焊道高度h)計算確定各焊道的形狀[3-4]。為了便于計算,將焊道形狀根據坡口形狀簡化為三角形、梯形和平行四邊形[5],同時為保證相鄰焊道搭接平滑,焊絲端部距上一層焊道對應焊趾的距離a應為2~3 mm。一種典型的焊道排布如圖4所示。
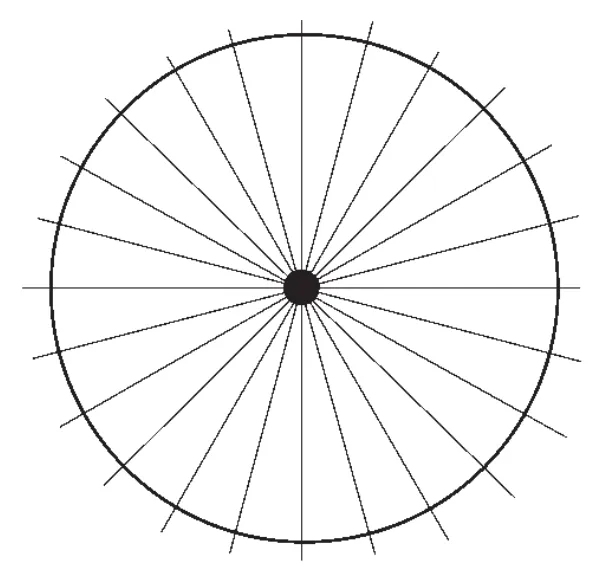
圖3 整圈分段Fig.3 Sections of bead
圖4 焊道排布搭接Fig.4 Bead arrangement
1.4 打底焊接定位
為保證通流質量,打底焊接要求坡口背面不能熔穿。管座根部趾口厚度僅約2 mm,為避免電弧熱量將趾口焊穿,焊絲端部偏向筒身一側,并距坡口根部2 mm,同時焊絲與筒身的夾角盡可能大,以確保大部分電弧作用于筒身。
2 焊槍姿態調整
焊槍姿態對焊縫成形有非常重要的影響,包括焊槍角度、前后傾角和兩面角補償3個主要參數。
(1)肩部焊槍角度。
在垂直于焊接方向的平面上焊槍與集箱筒身之間的夾角為α,如圖5所示,在管座的焊接過程中,夾角越大熔池鋪展得越開,焊道越寬。該參數由機器人坐標中的B值(焊槍繞工件坐標系y軸旋轉角度)決定。
圖5 焊槍角度Fig.5 Angle of the torch
(2)前后傾角。
焊槍與焊接方向法線形成的夾角β(見圖6),焊槍傾向焊接方向為后傾,反之為前傾。后傾時焊道變窄、變高,前傾時焊道變寬、變矮。馬鞍形焊縫下坡焊接時由于重力作用,焊道比上坡焊時寬,在下坡時引入后傾角、上坡時引入前傾角可彌補焊道的寬度差,確保焊道寬度的一致性。該參數由機器人坐標中的A(工具繞工件坐標系z軸旋轉角度)和B共同決定。
圖6 前后傾角示意Fig.6 Angle of torch inclination
(3)兩面角補償。
相貫線上任意一點的兩面角指分別過該點管座與筒身的切平面的夾角[6]。由于集箱筒身的形狀變化,從馬鞍形焊縫的肩部向腹部過渡時,兩面角逐漸增大。需要引入補償參數以使焊槍與筒身的夾角從肩部至腹部始終一致。兩面角ψ的計算公式如下
式中 r為當前焊道在水平面上的投影圓的半徑;R為筒身半徑;θ為從肩部開始的旋轉角度。
兩面角示意如圖7所示。
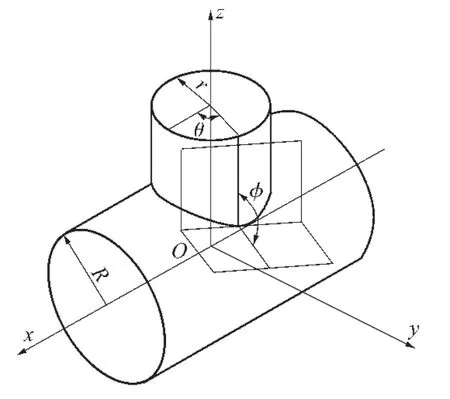
圖7 兩面角示意Fig.7 Sample of dihedral angle
焊槍在不同焊接位置時與水平面的夾角α′=α-(ψ-90)。
3 焊接參數設置
所用焊機為Fronius的TPS5000,最大額定電流500 A,支持電流、電壓一元自動匹配,帶有脈沖模式。
3.1 電流模式
為了提高焊接效率,同時兼顧較小的熱輸入,決定采用脈沖焊接。
3.2 電流、電壓
為盡量固化參數,減少需要調節的參數數量,擬定了幾種焊接電流。較小規范——打底層150 A,填充時170 A,蓋面時150 A;較大規范——打底層170 A,填充時200 A,蓋面時170 A。焊機設置為一元化模式,電壓由焊機根據電流大小自動設定。
3.3 起、收弧參數
為確保起弧成形良好,將起弧位置設定為馬鞍形焊縫的肩部。單條焊縫為一個完整的圓,為確保填充量一致,焊縫的收弧位置搭接在起弧位置上,需要準確控制焊接的起弧和收弧電流參數,以確保接頭處不會出現肥大或弧坑。由于脈沖模式的電弧力較強,收弧時容易將熔池排開而形成較大的凹坑,對成形及弧坑裂紋有不良影響。因此,收弧位置相對于起弧位置向前搭接5 mm,在收弧時將電流模式轉換為直流短路并持續一段時間,將收弧處填充飽滿。
根據試驗可知,直流短路模式的送絲速度為正常脈沖焊接的40%時能將收弧處填充較好而不會擴展凹坑。為避免收弧-起弧處搭接焊縫過高,將起弧的送絲速度設定為正常焊接的80%。
焊接速度為v(單位:mm/s),正常焊接的送絲速度為vf(單位:mm/min),收弧搭接距離為5 mm,為使收弧處的填充量與正常焊接時一致,搭接的填充量為 0.2×(5/v)×vf,直流收弧搭接的時間為 t,則 0.2×(5/v)×vf=0.4×vf×t,得出 t=2.5/v。優化后的焊縫收弧效果如圖8所示。
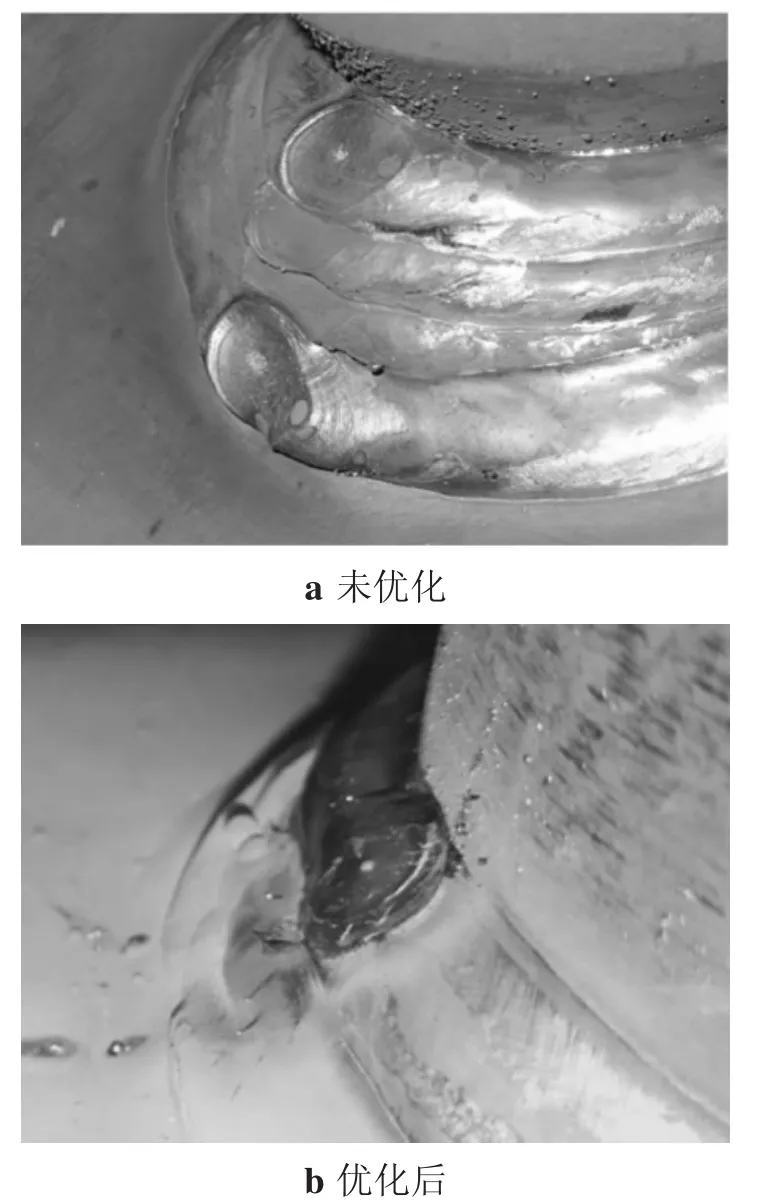
圖8 收弧優化效果對比Fig.8 Comparison of retreating the arc
3.4 擺動
脈沖時的電流、電壓均較大,熔池較大,其流動受重力影響明顯,而焊接位置多數情況下為橫焊位,擺動極易形成上邊緣咬邊,因此全過程中禁用擺動。
4 排道軟件
將焊道軌跡規劃、焊道排布、焊槍姿態調整、焊接工藝參數整合到軟件中,根據工件和坡口尺寸進行參數化三維建模。首先輸入焊接工藝參數,然后計算一次性生成所有焊道的軌跡和截面形狀,焊槍的姿態隨著沿焊接方向移動而不斷變化。軟件可一次性將所有焊道的機器人焊接程序輸出到機器人,焊機的焊接參數由機器人程序直接控制設置,從而實現含坡口的馬鞍形焊縫焊接過程的全自動化。自動排道軟件界面如圖9所示。

圖9 自動排道軟件Fig.9 Software of bead auto arragement
5 焊接試驗
5.1 焊接樣件
4種規格的馬鞍形焊接試樣如表1所示,焊接工藝參數如表2所示。
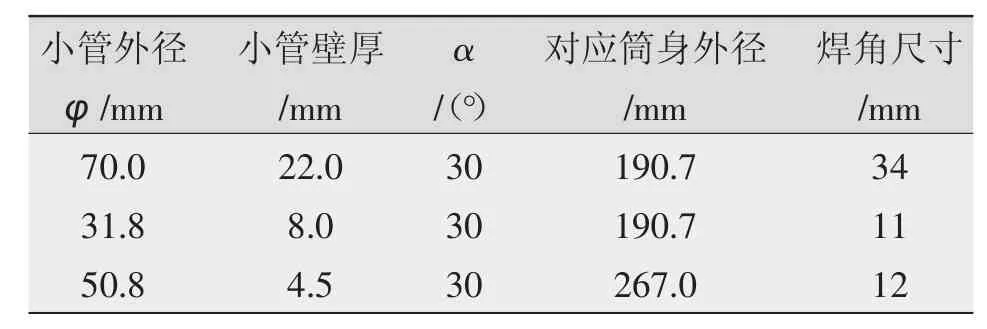
表1 焊接試驗樣件規格Table 1 Specification of welded specimens
5.2 焊接結果
φ70×22小管的外徑、壁厚較大,而所配對的集箱筒身外徑相對較小,因此其坡口較深、焊縫填充量大、馬鞍形相貫線的高低落差大。焊縫成形如圖10所示,焊道搭接量合適,焊縫成形均勻平滑,整體尺寸滿足圖紙要求,無肉眼可見缺陷。焊接過程熔合良好,飛濺很小。
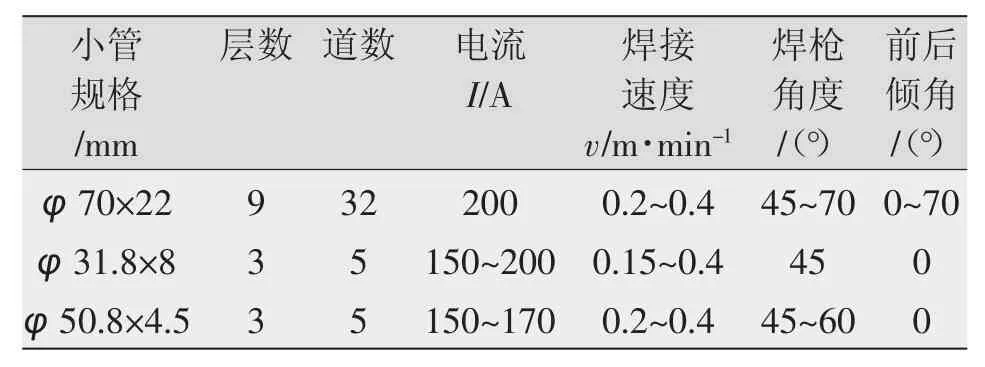
表2 焊接工藝參數Table 2 Welding parameters

圖10 φ76.2×22小管焊縫成形Fig.10 Appearance of the φ76.2×22 tubes after welding
φ31.8×8小管外徑很小,壁厚適中,大部分焊縫為平面坡口,只有蓋面層焊縫為馬鞍形,且落差很小,可按照平面坡口處理,不用考慮兩面角補償和前后傾角。管座間間距很小,僅能選用窄間隙焊槍,焊槍角度受限,幾乎不可調。焊縫成形如圖11所示,焊道搭接量合適,焊縫成形均勻平滑,整體尺寸滿足圖紙要求,無肉眼可見缺陷。焊接過程熔合良好,飛濺很小。

圖11 φ31.8×8小管焊縫成形Fig.11 Appearance of the φ31.8×8 tubes after welding
φ50.8×4.5小管外徑和壁厚均較小,而相對應的筒身外徑較大,因此馬鞍形焊縫高低落差非常小,所有焊道均可按平面坡口處理,無需考慮兩面角補償和前后傾角。焊縫成形如圖12所示,焊道搭接量合適,焊縫成形均勻平滑,整體尺寸滿足圖紙要求,無肉眼可見缺陷。焊接過程熔合良好,飛濺很小。

圖12 φ50.8×4.5小管焊縫成形Fig.12 Appearance of the φ50.8×4.5 tubes after welding
5.3 金相檢驗
分別對各焊接樣件在肩部和腹部進行解剖金相檢驗。金相如圖13~圖15所示,焊縫整體成形和熔合良好,未見缺陷。
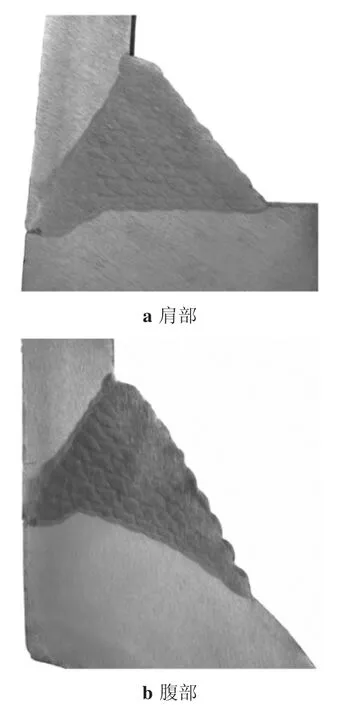
圖13 φ76.2×20小管金相解剖照Fig.13 Metallographic view of φ76.2×20
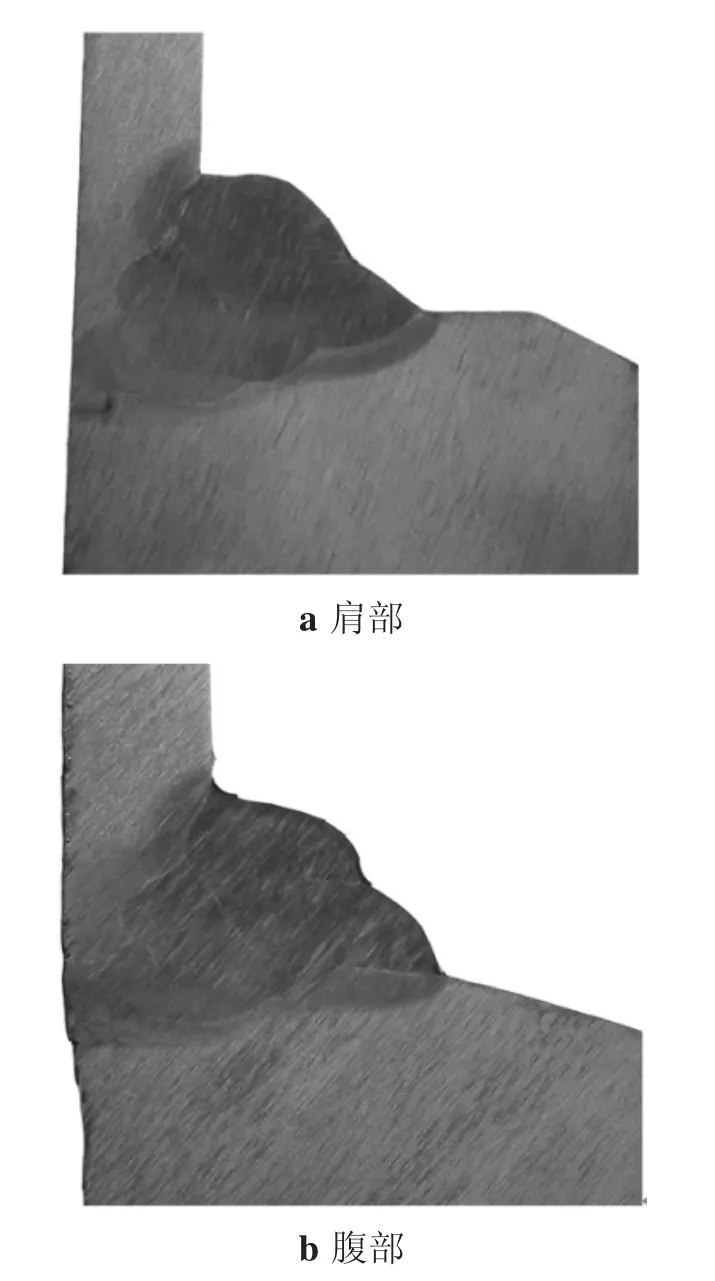
圖14 φ31.8×8小管金相解剖照Fig.14 Metallographic view of φ31.8×8
6 結論
基于理論分析和實踐經驗,采用自動排道和軌跡生成方法使工業機器人成功應用在含坡口的多層多道馬鞍形焊縫的自動化焊接上。焊接試驗結果表明,該方法對于不同規格工件具有工藝自適應性。按照該方法進行的機器人自動化焊接優勢如下:
(1)一次性生成所有焊道軌跡和相應的焊道截面形狀及排布圖。
(2)預設好參數后,焊槍的姿態在焊接過程中可根據成形需要自動調節。
(3)焊接參數的設定盡量簡化,僅需設定焊接電流和焊接速度,其余參數根據已有參數自動計算,最大程度減小參數過多帶來的不確定因素。
(4)收弧時的模式轉換和收弧時間補償對于改善收弧點焊縫成形具有非常好的效果。
(5)設計的三維自動排道軟件可對不同規格工件自動參數化建模,自動計算機器人軌跡和焊槍姿態等,排道結果直觀,并且直接生成機器人可執行的最終焊接程序,極大提升了焊接的自動化程度。
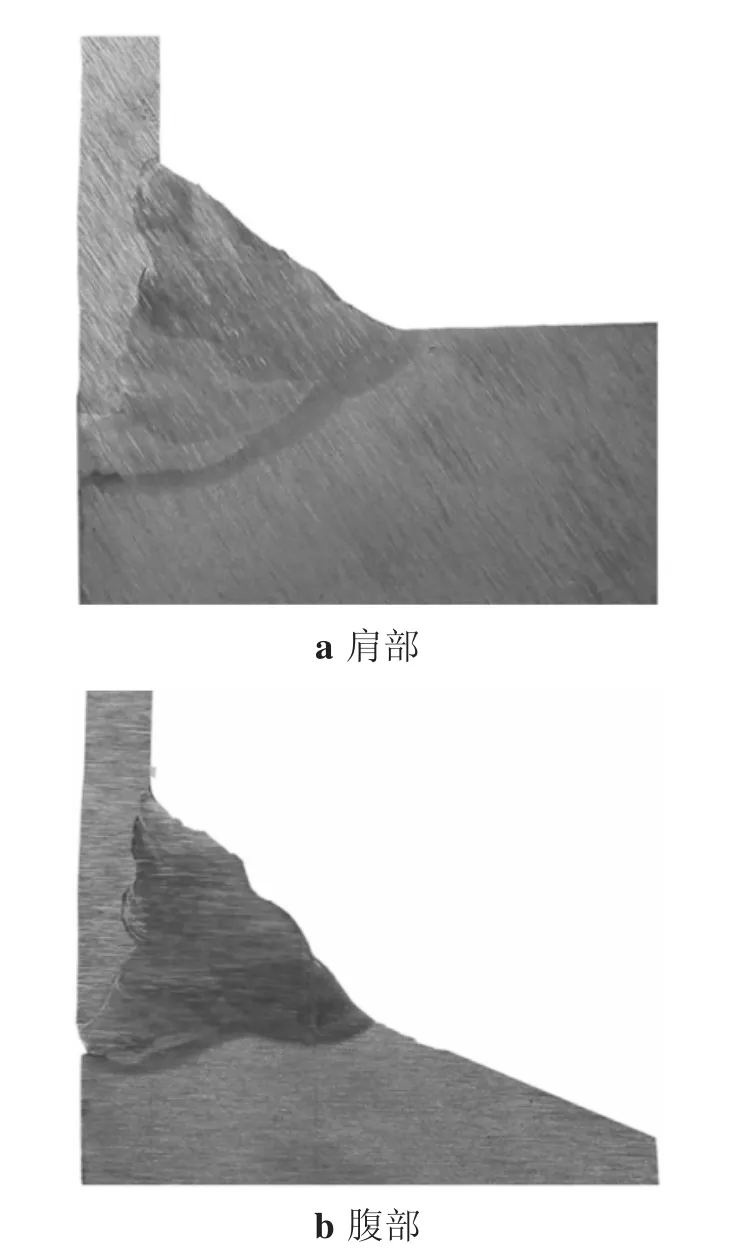
圖15 φ50.8×4.5小管金相解剖照Fig.15 Metallographic view of φ50.8×4.5
(6)對3種不同規格工件的焊接試驗結果表明,該方法焊接質量高,焊縫成形好,工藝自適應性廣,可充分保證產品質量。
(7)工業機器人為通用型設備,同時該方法對于含坡口的馬鞍形焊縫的多層多道自動焊接具有普遍適用性,易于推廣。
[1]陳善本,林濤,陳文杰,等.智能化焊接制造工程的概念與技術[J].焊接學報,2004,25(6):124-128.
[2]陳善本,林濤.智能化焊接機器人技術[M].北京:機械工業出版社,2006.
[3]WU J,SMITH J S,LUCAS J.Weld bead placement system for multipass welding[J].IEE Proceedings:Science,Measurement and Technology,1996,143(2):85-90.
[4]李慨,戴士杰,孫立新,等.機器人焊接大型接頭多道焊填充策略[J].焊接學報,2001,22(2):46-48.
[5]董春,樊濱溫,富歷新.機器人多層多道焊圓弧軌跡的一種算法[J].哈爾濱工業大學學報,2000,32(3):111-114.
[6]呂燕,田新誠,徐青,等.馬鞍形曲線自動焊接四軸聯動插補算法[J].焊接學報,2009,30(5):81-84.
Research on saddle-shaped seam multi-pass welding technology based on robot
FU Jun,SHENG Zhongxi,YANG Xiao,CHEN Yi,DONG Na
(Intelligent Equipments&Control Technology Institute,Dongfang Electric Corporation R&D Center,Chengdu 611731,China)
For multi-pass welding of saddle-shape with pot-shape groove,an automatic welding method based on industrial robot was studied,which includes robot motion trajectory planning,bead arrangement,torch attitude setting,welding parameters setting,the arc striking and ending optimization,the bead arrangement software design,etc.And welding experiments were carried out for three specifications workpiece.Theresultsshowthat,themethodcanobtaingoodqualityofweldingandweldingmolding,soithastheextensiveapplicability.
robot;saddle-shape;welding seam;multi-pass welding
TG409
A
1001-2303(2017)11-0015-06
10.7512/j.issn.1001-2303.2017.11.03
本文參考文獻引用格式:付俊,盛仲曦,楊霄,等.基于機器人的多層多道馬鞍形焊縫自動焊接應用研究[J].電焊機,2017,47(11):15-20.
2017-07-05
付 俊(1983—),男,工程師,碩士,主要從事焊接自動化、智能制造技術及焊接工藝的研究。E-mail:fujun@dongfang.com。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
