HC340/590DP鋼板激光焊可行性分析
2017-12-29 05:46:25鄭宏良潘海濤
電焊機 2017年11期
鄭宏良,潘海濤,張 輝
(1.上汽通用五菱汽車股份有限公司,廣西柳州545007;2.海眾科技有限公司,重慶400032)
HC340/590DP鋼板激光焊可行性分析
鄭宏良1,潘海濤1,張 輝2
(1.上汽通用五菱汽車股份有限公司,廣西柳州545007;2.海眾科技有限公司,重慶400032)
HC340/590DP雙相鋼在氧化性介質中具有優良的耐蝕性能和高溫力學性能,其塑性和韌性較高,且不可淬硬,焊接性能較好。通過分析其化學成分、力學性能和焊接性,利用激光焊技術的1kW激光發生器、激光頭、光學系統、機器人、控制系統、夾具系統和外圍周邊集成等組成的系統進行大量試驗、檢測及焊接過程控制,確定焊接參數為:焊接速度40 mm/s、功率1 kW、光斑直徑0.6~0.8 mm,獲得的焊接接頭既能焊透又不塌陷,表面成形較好,熔寬合適,確保試件的焊接接頭性能滿足實際需要,達到生產化的目的。
HC340/590DP鋼;焊接性;焊接工藝分析
0 前言
材質為HC340/590DP的冷軋雙相鋼的顯微組織為鐵素體和馬氏體,馬氏體組織以島狀彌散分布在鐵素體基體上。由于HC340/590DP鋼在焊接時易出現熱裂紋、焊接接頭的脆變和各種形式的腐蝕等問題,因此針對此種材料選擇焊接方法并測試工藝和性能,以便制定出合理的焊接工藝。
1 冷軋雙相鋼HC340/590DP特性
HC340/590DP雙相鋼無時效,具有較低的屈強比和較高的加工硬化性能,在同等屈服強度水平下,較低合金高強度鋼強度更高,是結構件、加強件、防撞件等零件的首選材料之一。HC340/590DP在氧化性介質中耐蝕性能和高溫力學性能良好,塑性和韌性較高,且不可淬硬,具有較好的焊接性能[1]。
1.1 HC340/590DP鋼的化學成分及力學性能
HC340/590DP鋼的化學成分及標準力學性能(Q/BQB418-2009)分別如表1、表2所示。

表1 HC340/590DP的化學成分%

表2 HC340/590DP鋼的標準力學性能
1.2 HC340/590DP鋼的焊接性
HC340/590DP是鐵素體和馬氏體的冷軋雙相鋼,它熱導率小、線膨脹系數大,在局部加熱和冷卻條件時,焊縫和近焊縫區將產生較大的焊接撓曲變形并存在裂紋風險。在持續加熱過程中,HC340/590DP鋼的焊接接頭也會發生脆變,800~850℃溫度下脆硬相析出的敏感性最大。故應選擇小的熱輸入、不預熱,控制層溫不過高,以減少高溫停留時間的焊接方式[2-3]。
2 HC340/590DP鋼的焊接實驗
2.1 試驗條件
試件材質為HC340/590DP鋼,規格為200 mm×100 mm×1 mm;焊接接頭形式為搭接,搭接長度和連接位置尺寸如圖1所示。
2.2 焊接方法選擇
HC340/590DP鋼導熱系數小、熱膨脹系數較大,在自由狀態下焊接時易產生較大的焊接變形,因此應選用能量集中的焊接方法。同時由于其對過熱較為敏感,只能采用低熱輸入快速進行焊接。激光焊應是首選的焊接方法,其焊接速度大于電阻點焊且接頭是連續的,不存在漏水的問題,因此可以省去涂密封膠的工藝。激光焊接頭的變形小,有利于減小金屬覆蓋件之間的段差,提高車身精度,同時也有利于不同強度鋼板的拼接。激光焊接的飛濺很少,改善了工人的作業環境。激光焊能量密度高、適合于高速焊接;焊接時間短、材料本身的熱變形及熱影響區小,有利于提高接頭力學性能;能搭載到機器人裝置上實現自動化。故本研究采用了1 kW的激光發生器系統,它包含1kW激光發生器、激光頭、光學系統、機器人、控制系統、夾具系統和外圍周邊集成[4-5]。
2.3 實驗測試設備
拉伸試驗設備為WDW-100微機控制電子萬能試驗機;顯微試驗設備為Vert.A1研究級倒置數字材料顯微鏡。
3 焊接接頭實驗結果及分析
通過大量的焊接工藝參數測試,確定基本工藝參數為焊接速度40 mm/s、功率1 kW、光斑直徑0.6~0.8 mm。
3.1 焊縫外觀檢查
焊縫與母材過渡圓滑,焊縫成形良好;焊縫及熱影響區無裂紋、未熔合、夾渣、弧坑和氣孔等缺陷。
3.2 離焦量對熔寬的影響
激光焊接通常需要一定的離焦量,因為激光焦點處光斑中心的功率密度過高,容易蒸發成孔。離開激光焦點的各平面上,功率密度分布相對均勻。離焦方式有正離焦與負離焦兩種。焦平面位于工件上方為正離焦,反之為負離焦。按幾何光學理論,當正負離焦平面與焊接平面距離相等時,所對應的平面上功率密度近似相同,但實際上獲得的熔池形狀不同。負離焦時可獲得更大的熔深,這與熔池的形成過程有關。實驗表明,激光加熱50~200 μs材料開始熔化,形成液相金屬并出現部分汽化形成蒸汽,并以極高的速度噴射,發出耀眼的白光。與此同時,高濃度蒸汽使液相金屬運動至熔池邊緣,在熔池中心形成凹陷。當負離焦時,材料內部功率密度比表面還高,易形成更強的熔化、汽化,使光能向材料更深處傳遞。所以在實際應用中,當要求熔深較大時采用負離焦,焊接薄材料時宜用正離焦。在此采用不同的正離焦量來觀察搭接處的熔寬,結果見圖2~圖4。

圖2 離焦量18 mm,熔寬574.77 μm
由實驗結果可知,隨著正離焦量的增加,搭接處的熔寬增大。
3.3 機械性能試驗
(1)板厚為1.0 mm的激光搭接焊縫(單道焊縫)拉伸試驗實物及實驗數據如圖5、圖6和表3所示。
拉伸試驗3件,1#件斷口位置在母材,2#、3#件斷口位置在焊縫,平均拉力3.934 kN。
(2)板厚為1.0mm的激光搭接焊縫(雙道焊縫)拉伸試驗實物及實驗數據如圖7、圖8和表4所示。

圖3 離焦量19 mm,熔寬639.37 μm
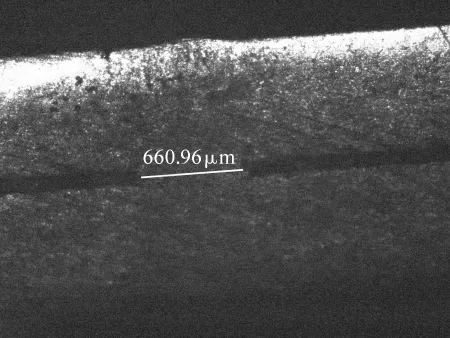
圖4 離焦量20 mm,熔寬660.96 μm

圖5 搭接焊縫實物

圖6 拉伸實驗
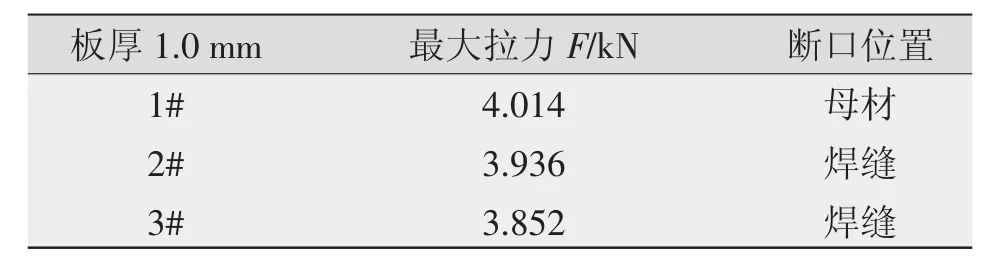
表3 實驗數據

圖7 搭接焊縫實物

圖8 拉伸實驗

表4 實驗數據
拉伸試驗3件,斷口位置均在母材,平均拉力4 kN。比單道焊縫的平均拉力大0.07 kN。結果顯示焊接接頭的抗剪力大于母材,符合實際應用要求。
4 結論
采用激光焊方法控制HC340/590DP冷軋雙相鋼的焊接性試驗、檢測及焊接過程,可知焊接參數為焊接速度40 mm/s、功率1 kW、光斑直徑0.6~0.8 mm時,焊接接頭既能焊透又不塌陷,表面成形較好,熔寬合適,接頭性能滿足生產需要。
[1]張文鉞.焊接冶金學(基本原理)[M].北京:機械工業出版社,1999.
[2]中國機械工程學會.焊接手冊(第2卷)-材料的焊接[M].北京:機械工業出版社,2007.
[3]曾東建.汽車制造工藝學[M].北京:機械工業出版社,2002.
[4]游德勇,高向東.激光焊接技術的研究現狀與展望[J].焊接技術,2008,37(4):5-9.
[5]鄒僖.焊接方法及設備[M].北京:機械工業出版社,1981.
Feasibility analysis of laser welding for HC340/590DP steel sheet
ZHENG Hongliang1,PAN Haitao1,ZHANG Hui2
(1.SGMW,Liuzhou 545007,China;2.Chongqing Haizhong Technology Co.,Ltd.,Chongqing 400032,China)
HC340/590DP dual-phase steel is one of the preferred materials for parts of structure,reinforcement and anti-collision.With high plasticity,toughness and un-hardenable property,it has good welding properties.Based on the analysis of the chemical components,mechanical properties and welding properties of HC340/590DP cold rolled dual-phase steel,a large number of tests,inspections and welding process controls are made by applying laser welding technology with 1 kW laser generator,laser head,optical system,robot,control system,fixture system and peripheral integrated system to confirm the welding parameters:welding speed 40 mm/s,power 1 kW,spot diameter 0.6~0.8 mm.The welded joints obtained under this parameters can be completely penetrated without collapse,and have good surface appearance and appropriate weld width,which ensures the welded joints properties of test specimen to meet the practical requirements and achieve the production purpose.
HC340/590DP steel;welding properties;analysis of welding procedure
TG456.7
B
1001-2303(2017)11-0125-03
10.7512/j.issn.1001-2303.2017.11.26
本文參考文獻引用格式:鄭宏良,潘海濤,張輝.HC340/590DP鋼板激光焊可行性分析[J].電焊機,2017,47(11):125-127.
2017-05-26;
2017-11-09
鄭宏良(1979—),男,高級工程師,學士,主要從事汽車車身的制造工作。E-mail:shiqianglai@sina.com。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
焊接(2015年9期)2015-07-18 11:03:53
