2219鋁合金與不銹鋼慣性摩擦焊接接頭組織與力學性能
2017-12-29 05:46:20張麗娜趙衍華張田倉何勝春袁德海
電焊機 2017年11期
張麗娜,趙衍華,張田倉 ,何勝春 ,袁德海
(1.首都航天機械公司,北京100076;2.中航工業北京航空制造工程研究所,北京100024)
2219鋁合金與不銹鋼慣性摩擦焊接接頭組織與力學性能
張麗娜1,趙衍華1,張田倉 2,何勝春 2,袁德海1
(1.首都航天機械公司,北京100076;2.中航工業北京航空制造工程研究所,北京100024)
異種金屬的連接可實現節能、經濟及減重的目標,成為航空航天、造船、鐵路運輸等領域的研究熱點之一;而鋁合金與不銹鋼物理化學性能差異明顯,成為異種金屬中最難實現的連接接頭之一。采用慣性摩擦焊接技術進行2219鋁合金與不銹鋼回轉體的連接,分析不同焊接工藝參數下鋁鋼慣性摩擦焊接接頭的顯微組織與力學性能。結果表明,慣性摩擦焊接使鋁鋼接頭鋁合金一側形成了細晶區和拉長晶區;EDS結果顯示焊接界面處發生了Fe、Al等元素擴散。硬度測試結果表明,在連接界面處-0.6~+0.15 mm范圍內硬度值發生了明顯的階躍變化,該區域為受焊接熱及變形作用的主要區域,硬度值高于母材。合理焊接工藝下獲得的2219鋁合金與不銹鋼接頭拉伸強度為235~300 MPa。鋁鋼慣性摩擦焊接斷口以脆性斷裂為主。
2219鋁合金;不銹鋼;慣性摩擦焊;微觀組織;力學性能
0 前言
異種金屬的連接件,尤其是力學性能優良的金屬與輕質、耐腐蝕金屬的連接構件可充分發揮兩種材料的性能優勢,成為工程化應用的有效解決途徑之一。目前在航空航天、造船、鐵路運輸等領域,異種金屬連接構件可在滿足使用性能的前提下,實現節能、經濟及減重的目標,由此引發重點關注,鋁合金與不銹鋼的構件連接則是其中研究熱點之一[1-5]。
鋁合金與不銹鋼的連接已通過螺栓連接和粘接的方式實現了工程化應用,但這些連接方式帶來了接頭比強度低、結構增重等不足,鋁合金與不銹鋼的焊接技術研究受到重視。由于鋁鋼物理化學性能差異較大,熱膨脹系數、熱傳導系數及熔點等差異會導致焊接接頭產生較大的殘余應力;此外,鋁鐵平衡相圖顯示(見圖1),高溫、長時間的焊接將會產生大量脆性金屬間化合物(如FeAl2,FeAl3,Fe2Al5等),造成接頭失效,因此采用常規的熔焊技術較難實現兩者的連接。國內外學者采用各種先進技術進行鋁鋼連接的嘗試,如電阻點焊[6-7],熔釬焊[8],激光復合焊[9-10],擴散焊[11],攪拌摩擦焊[12-13],爆炸焊[14]及摩擦焊[1-5]等。無論采用何種技術,界面處金屬間化合物的控制都是關鍵技術之一。固相焊接技術的低溫特點有利于金屬間化合物的控制,尤其是摩擦焊接技術不僅焊接溫度低,而且焊接時間短,更有利于鋁鋼接頭界面處金屬間化合物的控制,因此引發業界關注。S.Fukumoto[3],Emel Taban[4],Mumin Sahin[5],Eder Paduan Alves[15]等人均采用摩擦焊接技術進行了鋁合金與不銹鋼的摩擦焊接研究,但大多采用連續驅動摩擦焊,且焊接試棒直徑多小于30 mm,主要基于實驗室研究,大尺寸、薄壁鋁鋼構件的連接目前鮮有報道。

圖1 鋁-鐵雙相平衡相圖[16]
本研究將采用慣性摩擦焊接技術實現直徑150 mm、壁厚6 mm的2219鋁合金與304不銹鋼薄壁回轉體的連接。2219鋁合金為Al-Cu系合金,比強度高、斷裂韌性、抗應力腐蝕性及低溫性能優良,廣泛應用于航天制造領域,能有效減輕載體質量;304不銹鋼則具有高強度和超韌性的特點。慣性摩擦焊(Inertia Friction Welding)技術具有工藝控制簡單(僅3個主要控制參數:旋轉速度、焊接壓力、轉動慣量)、高效、綠色無污染的特點,在航空航天領域的應用逐步擴展。在此將重點分析研究2219鋁合金與不銹鋼慣性摩擦焊接接頭的微觀組織及力學性能,為工程化應用提供理論依據。
1 試驗方法
試驗采用2219鋁合金與304不銹鋼,材料化學成分及鋁、鐵熱物理性能參數如表1、表2所示。焊件在焊前根據設備需求預留加工量加工,焊后去除焊接飛邊及焊接余量,加工為直徑150 mm、壁厚6 mm的管件備用。

表1 鋁合金與不銹鋼化學成分%
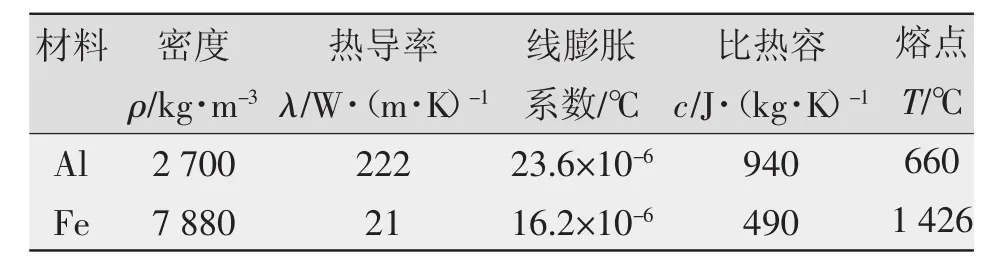
表2 鋁和鐵的熱物理性能
在美國MTI公司的MODEL-300BX慣性摩擦焊機上進行慣性摩擦焊接試驗,分為三個階段,如圖2所示。第一階段為初始接觸階段:當飛輪或自身軸轉動達到預設值時,設備移動端移動加壓使兩個待焊部件接觸,摩擦扭矩快速增加,界面處的凈摩擦促使旋轉速度和貯存能迅速降低;消除界面處的氧化物雜質及界面凸起等,使兩個連接件接觸良好,同時溫度升高,扭矩下降,連接界面發生塑性變形,形成塑性層。第二階段為穩態階段:在摩擦熱力形變作用下,界面發生完全塑變,旋轉速度持續降低,軸向發生縮短,出現飛邊。第三階段為頂鍛階段:旋轉速度繼續下降,實施頂鍛,扭矩的再次增大克服了材料的冷卻硬化,同時細化晶粒;飛邊的持續產生帶走了界面處的氧化夾雜,同時降低了界面處的溫度,達到最大縮短量,焊接停止,頂鍛力持續至試件冷卻。

圖2 慣性摩擦焊接工藝過程[17]
慣性摩擦焊接轉動慣量保持258 lb×in2不變,觀察旋轉速度和焊接壓力參數變化對接頭性能的影響。旋轉速度變化范圍1 000~2 000 r/min,焊接壓力變化范圍1 200~1 800 lb/in2。焊后采用線切割方法切取摩擦焊接頭,制成金相試樣。利用光學顯微鏡和掃描電鏡對焊接接頭進行金相觀察分析。按照HB5143-1996《金屬材料室溫拉伸試驗方法》制取整體拉伸試樣,在Z100電子萬能材料試驗機上進行整體接頭室溫拉伸試驗。同時接頭還進行EDS線掃描分析、200 g硬度加載測試及斷口分析,進一步確定鋁鋼慣性摩擦焊接接頭的使用性能。
2 試驗結果和分析
2.1 顯微組織分析
不同旋轉速度下的接頭顯微組織如圖3所示,右圖為鋁鋼焊接界面處組織,左圖為界面鋁合金一側組織。可以看出,鋁合金外側晶粒(即與界面距離較遠處的晶粒)發生了明顯的沿金屬流線方向拉長變形,靠近鋁鋼界面處的鋁合金則發生了晶粒細化現象,旋轉速度越高,細晶區寬度越大。這是因為在旋轉摩擦熱及剪切變形的作用下,鋁合金一側晶粒發生了回復再結晶,同時由于鋁合金的高導熱率帶來的高冷卻速度使焊縫細化晶粒來不及長大形成了細晶區;旋轉速度增大,摩擦熱作用區進一步增大,導致細晶區的范圍增大。

圖3 不同轉數的慣性摩擦焊顯微組織
在靠近界面的鋁合金側細晶區,有一層寬約0.15~0.20 mm的次細晶區,旋轉速度超過1500r/min時可以明顯分辨。轉速2 000 r/min的試件進一步放大金相檢測倍數后的結果如圖4所示,該區域的晶粒尺寸比鄰近的鋁合金區的晶粒尺寸大2~3級,且隨著旋轉速度的增大,該區域范圍縮小,分析認為:盡管鋁合金的導熱系數高,但不銹鋼熱導率是鋁合金的1/10,不銹鋼一側的熱拘束作用限制了該區域鋁合金的冷卻速度,使該區域的鋁合金晶粒發生長大現象。該區域也是焊接接頭的薄弱區域,后續力學測試表明,部分斷裂從該區域斷開。
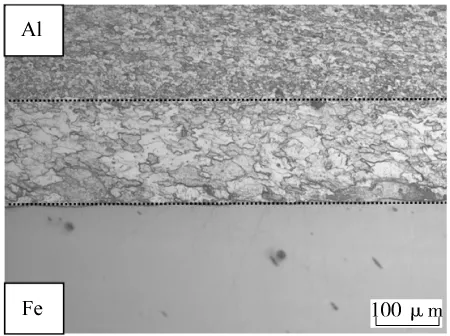
圖4 靠近焊接界面處的鋁合金晶粒
對2219鋁鋼慣性摩擦焊試樣成分線掃描結果如圖5所示。
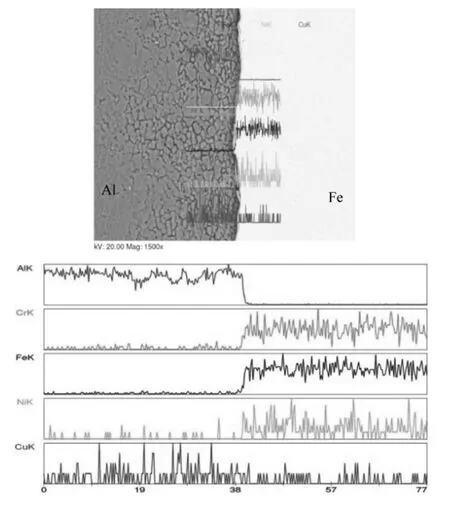
圖5 EDS線掃描結果
由圖5可知,鋁合金與不銹鋼的連接界面處趨向鋁合金一側形成了一層小于1 μm的過渡層,連續但不均勻分布在焊接界面處,EDS線掃描結果進一步顯示焊接界面處發生了Fe、Al等元素擴散。這表明慣性摩擦焊接工藝盡管具有高速、短時作用,但在旋轉摩擦熱的作用下克服了晶格原子的激活能障礙,實現了元素成分的擴散,形成了一薄層金屬間化合物[1,3-5],促使焊接界面發生有效結合,金屬間化合物層厚度主要受旋轉速度和焊接壓力工藝參數的影響。文獻[1]指出鋁鋼摩擦焊界面處的金屬間化合物厚度為0.2~2 μm時,接頭性能達到最優;金屬間化合物層厚度太薄,界面處材料呈類似粘接態,元素擴散不充分,接頭冶金連接較弱;太厚則脆性的金屬間化合物層惡化接頭的性能。
2.2 力學性能分析
焊后對鋁鋼慣性摩擦焊接接頭進行硬度測試,在焊縫的上、中、下三個位置沿焊接接頭兩側方向打標,測試結果圖6所示。2219鋁合金和不銹鋼母材區硬度值變化較小,但在連接界面處約-0.6~+0.15 mm范圍內硬度值發生明顯的階躍變化,該區域為受焊接熱和變形作用的主要區域,界面向鋁合金一側受熱影響和變形作用區域略大于不銹鋼一側。界面向鋁合金一側約0.6 mm區域為晶粒細化區域,該區域的硬度值高于鋁合金母材,過渡層脆性金屬間化合物的形成也使其硬度值高于鋁合金母材。此外,盡管焊接溫度遠低于不銹鋼的塑變和熔化溫度,不銹鋼一側仍受到了焊接熱影響作用,形成了非常窄的焊接熱影響區。
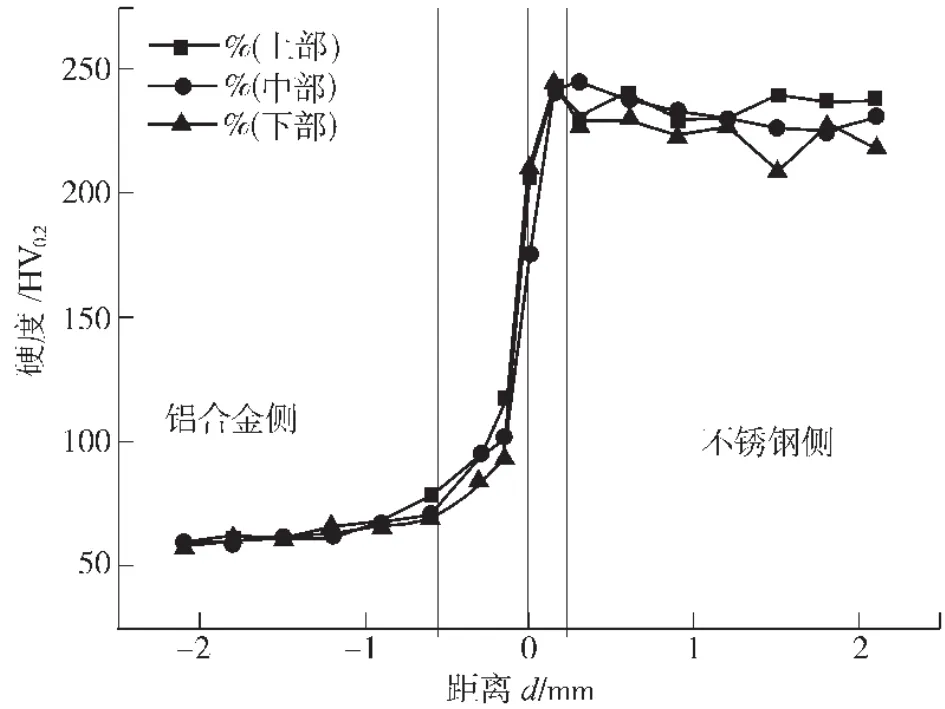
圖6 硬度分布曲線
連接區域是硬度變化最大的區域,也是應力最集中的區域,后續拉伸測試表明,斷裂基本從該位置開裂。
鋁鋼慣性摩擦焊接接頭拉伸強度與旋轉速度工藝參數的關系如圖7所示。由圖7a可知,焊接壓力增大會導致接頭強度增大,但焊接壓力繼續增大后會降低接頭性能;在相同的旋轉速度下,焊接壓力增大,摩擦扭矩增加,會導致鋁合金側晶粒層進一步細化,有利于提高接頭的拉伸強度,但過大的焊接壓力造成金屬軸向縮短量增大的同時焊接飛邊迅速增大,而飛邊的形成帶走了焊接區的部分熱量,間接降低摩擦產熱作用,減少了作用于焊縫區的熱量,影響接頭的連接性能。由圖7b可知,隨著旋轉速度的提高,接頭拉伸強度逐漸增大,表明旋轉速度必須足夠大才能使摩擦產熱充分而形成有效的冶金連接。合理工藝下獲得的2219鋁合金與不銹鋼接頭拉伸強度值為235~300 MPa。
對慣性摩擦焊拉伸試樣進行斷口觀察,結果如圖8所示。斷裂位置位于焊接面或鋁合金側,焊接面的斷口為亮白色,主要由層狀撕裂組成,鋁合金側的斷口呈灰色,即不銹鋼局部連接少量鋁合金,由于斷口呈現不銹鋼表面粘連一層較薄的鋁合金,結合前述分析判斷斷裂發生于鋁合金側靠近界面的次細晶區,進一步觀察發現,該斷口有小而淺的韌窩存在(見圖8c)。鋁鋼慣性摩擦焊接接頭斷裂以脆性斷裂為主。
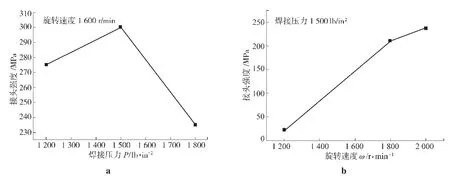
圖7 接頭強度與焊接壓力和旋轉速度的關系

圖8 拉伸試樣斷口形貌
3 結論
(1)顯微組織分析結果表明,慣性摩擦焊接使近鋁鋼界面處的鋁合金晶粒發生細化現象,形成細晶區,外圍的鋁合金晶粒則受旋轉變形力的作用發生沿流線方向的拉長變形;由于不銹鋼一側對界面有熱拘束作用,使靠近界面的鋁合金側形成了寬約0.15 mm的晶粒略大的次細晶區。
(2)掃描電鏡結果表明,鋁合金與不銹鋼的連接界面處趨向鋁合金一側形成了一層小于1 μm的過渡層,過渡層連續但不均勻分布在焊接界面處,EDS分析結果顯示焊接界面處發生了Fe、Al等元素擴散。
(3)2219鋁合金和不銹鋼母材區域硬度值變化較小,但在連接界面處-0.6~+0.15 mm范圍內的硬度值發生了明顯的階躍變化,該區域為受焊接熱及變形作用的主要區域,硬度值高于母材。
(4)接頭拉伸強度隨著焊接壓力的增大先增大后下降,隨著旋轉速度的提高逐漸增大,摩擦產熱充分可形成有效且優質的焊接接頭。合理工藝下獲得的2219鋁合金與不銹鋼接頭拉伸強度值為235~300 MPa。鋁鋼慣性摩擦焊接斷口以脆性斷裂為主。
[1]Andrzej Ambroziak,Marcin Korzeniowski,Pawel Kustron,et al.Friction Welding of Aluminium and Aluminium Alloys with Steel[J].Advances in Materials Science and Engineering,2014(1):79-86.
[2]史春園,于啟湛.異種金屬的焊接[M].北京:機械工業出版社,2012.
[3]Fukumoto S,Tsubakino H,Okita K,et al.Amorphization by friction welding between 5052 aluminum alloy and 304 stainless steel[J].Scripta materialia,2000(42):807-812.
[4]Emel Taban,Jerry E Gould,John C Lippold.Dissimilar friction welding of 6061-T6 aluminum and AISI 1018 steel:Properties and microstructural characterization[J].Materials&Design,2010,31(5):2305-2311.
[5]Mumin Sahin.Characterization of properties in plastically deformed austenitic-stainless steels joined by friction welding[J].Materials and Design,2009(30):135-144.
[6]Oikawa H,Ohmiya S,Yoshimura T,et al.Resistance spot welding of steel and aluminum sheet using insert metal sheet[J].Science and Technology of Weld Joining,1999,4(2):80-88.
[7]Qiu R,Iwamoto C,Satonaka S.The influence of reaction layer on the strength of aluminum/steel joint welded by resistance spot welding[J].Materials Characterization,2009,60(2):156-159.
[8]宋建嶺,林三寶,馬廣超,等.鋁合金-不銹鋼預涂層鎢極氬弧熔釬焊接頭的特性[J].中國有色金屬學報,2009,19(7):1209-1214.
[9]Sierra G,Beyre P,Beaume F D,et al.Galvanised steel to Al joining by laser and GTAW processes[J].Materials Characterization,2008,59(12):1705-1715.
[10]雷振,秦國梁,林尚揚,等.鋁/鋼異種金屬Nd:YAG激光-MIG 復合熱源熔-釬焊接工藝[J].焊接,2006(6):35-37.
[11]Karfoul M K,Tatlock G J,Murray R T.The behaviour of iron and aluminum during the diffusion welding of carbon steel to aluminum[J].Journal of Material Science,2007,42(7):5692-5699.
[12]邢麗,柯黎明,黃春明,等.鋁合金與鋼的攪拌摩擦焊焊縫成形及接頭性能[J].焊接學報,2007,28(1):29-33.
[13]Uzun H,Donne C D,Argagnotto A,et al.Friction stir welding of dissimilar Al 6013-T4 To X5CrNi18-10 stainless steel[J].Materials&Design,2005(26):41-46.
[14]Acarer M,Demir B.An investigation of mechanical and metallurgical properties of explosive welded aluminum-dual phase steel[J].Materials Letters,2008,62(25):4158-4160.
[15]Eder Paduan Alves,Francisco Piorino Neto,Chen Ying An,et al.Experimental Determination of Temperature During Rotary Friction Welding of AA1050 Aluminum with AISI 304 Stainless Steel[J].Journal of Aerospace,2012(4):61-67.
[16]Massalski T B,Okamoto H,Subramanian P R,et al.Binary Alloy Phase Diagrams[M].USA:ASM International,2nd edition,1990.
[17]Chaturvedi M C.Welding and Joining of Aerospace Materials[M].England:Woodhead Publishing Limited,2012:29.
Microstructure and mechanical properties of inertia friction welded joint between 2219 aluminum alloy and stainless steel
ZHANG Lina1,ZHAO Yanhua1,ZHANG Tiancang2,HE Shengchun2,YUAN Dehai1
(1.CapitalAerospaceMachineryCorporation,Beijing100076,China;2.BeijingAeronauticalManufacturing Technology Research Institute,AICC,Beijing 100024,China)
Dissimilar metal joining can achieve the goal of energy saving,economy and weight saving,and receives considerable attention in the field of aerospace,shipbuilding and railway etc.Since aluminum and steel demonstrate have different physical and chemical properties,it is difficult to gain a good joint.Inertia friction welding is used to join 2219 aluminum alloy and 304 stainless steel,and the microstructure and mechanical properties of inertia friction welded joint are analyzed under different welding parameters.The results show that the microstructure of aluminum alloy side is divided into fine-grain are and elongated-grain area.The EDX results display that diffusion of elements iron and aluminum is observed on the welding interface.The hardness test shows that the hardness makes a step change on the interface within the scope of-0.6~+0.15 mm,which is the main area affected by friction heat and deformation,and the hardness of this area is higher than that of base metal.The tensile strength of joints are from 235 MPa to 300 MPa using the optimized parameters.The fracture of this inertia friction welding mainly appears brittle fracture.
2219 aluminum alloy;stainless steel;inertia friction welding;microstructure;mechanical properties
TG457.1
A
1001-2303(2017)11-0100-06
10.7512/j.issn.1001-2303.2017.11.21
本文參考文獻引用格式:張麗娜,趙衍華,張田倉,等.2219鋁合金與不銹鋼慣性摩擦焊接接頭組織與力學性能[J].電焊機,2017,47(11):100-105.
2017-03-29
張麗娜(1976—),女,高級工程師,碩士,主要從事特種焊接工藝技術的研究。E-mail:zhanglina211@126.com。
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年8期)2017-11-27 02:10:21
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新聞傳播(2015年11期)2015-07-18 11:15:04
電測與儀表(2015年5期)2015-04-09 11:30:52
