海洋石油工程焊接工藝評定夏比沖擊試驗對比分析
2017-12-29 06:31:38代緒成侯大震朱秀文劉立勝仝明磊
電焊機 2017年11期
代緒成,侯大震,朱秀文,劉立勝,仝明磊
(1.海洋石油工程股份有限公司,山東 青島 266520;2.海洋石油工程(青島)有限公司,山東 青島 266520)
海洋石油工程焊接工藝評定夏比沖擊試驗對比分析
代緒成1,侯大震1,朱秀文1,劉立勝1,仝明磊2
(1.海洋石油工程股份有限公司,山東 青島 266520;2.海洋石油工程(青島)有限公司,山東 青島 266520)
夏比沖擊試驗是一種常用的評定金屬材料韌性的試驗方法,是焊接工藝評定過程中一項重要的破壞性試驗。海洋石油工程常用的焊接工藝評定標準包括AWS D1.1、ASME B31.3、API1104、CCS《材料與焊接規范》等,主要從標準適用范圍、取樣要求、試樣、試驗溫度降低值、結果評判、復驗六個方面進行分析比較。歸納總結以上標準的異同點,并重點討論試驗溫度降低值關鍵技術。
夏比沖擊試驗;海洋石油工程;焊接工藝評定
0 前言
夏比沖擊試驗主要用于評價金屬材料在沖擊載荷作用下吸收塑性變形的能力,在焊接工藝評定過程中,夏比沖擊試驗是一項重要的評定項目。通常依據標準規范要求,在焊接接頭不同部位取樣并機械加工夏比沖擊試樣,測試夏比沖擊試樣在沖擊載荷下的沖擊吸收能量、側膨脹值等參數。
海洋石油工程行業常用的焊接工藝評定規范有 AWS D1.1《鋼結構焊接規范》、ASME B31.3《工藝管道》、API 1104《管道及附件焊接規范》、CCS《材料與焊接規范》。本研究主要從標準適用范圍、取樣要求、試樣、試驗溫度、結果評判、復驗六個方面分析比較海洋石油工程焊接工藝評定夏比沖擊試驗之間的差異。
1 適用范圍
AWS D1.1適用于焊接鋼結構的一般制作和安裝要求[1],主要用于海上平臺、導管架等結構的焊接工藝評定。ASME B31.3適用于鍋爐、壓力容器及壓力管道進行焊接或釬焊時的工藝評定[2],主要用于海上平臺工藝管線的焊接工藝評定。API 1104適用于碳鋼管、低合金鋼管及管件等長輸管道的焊接工藝評定[3],主要用于立管、海底管線等管線的焊接工藝評定,但該規范不要求測試夏比沖擊試驗。CCS《材料與焊接規范》的適用范圍比其他規范更廣,船體結構、海上設施結構、鍋爐、壓力容器和管系等焊接工藝評定均適用[4]。
2 取樣要求
2.1 取樣位置
焊接接頭主要包含焊縫、熱影響區和母材。為了驗證焊接接頭各個部位性能是否滿足要求,需要對不同部位取樣進行夏比沖擊試驗。
AWS D1.1取樣位置分別為焊縫中心、熔合線+1 mm,熔合線+5 mm,共計取三組夏比沖擊試樣:母材公稱厚度小于等于12 mm的焊接接頭,3組沖擊試樣均在厚度的1/2處取樣;母材公稱厚度大于12 mm的焊接接頭,焊縫取樣位置位于根部,熔合線+1 mm和熔合線+5 mm均在厚度的1/4處取樣。
依據設計最低溫度、材料類型等因素確認ASME B31.3沖擊取樣位置,常用的取樣位置為母材、焊縫熔敷層和熱影響區。
CCS《材料與焊接規范》則按照熱輸入范圍、單雙面焊接、母材公稱厚度等因素確定取樣位置,常用取樣位置共四組,分別為焊縫中心、熔合線、熔合線+2 mm,熔合線+5 mm。母材公稱厚度小于等于20mm的單面焊焊接接頭,上述四組夏比沖擊試樣取樣位置距離焊縫表面1~2 mm。母材公稱厚度大于20 mm的單面焊焊接接頭,增加距焊縫根部1~2 mm的焊縫、熔合線兩組夏比沖擊試樣。母材公稱厚度小于等于50 mm的雙面焊焊接接頭,上述四組夏比沖擊試樣取樣位置距離后焊側的焊縫表面1~2 mm。母材公稱厚度大于50 mm的雙面焊焊接接頭,增加焊縫根部的焊縫、熔合線兩組夏比沖擊試樣。
2.2 取樣方向
各標準規范取樣方向要求完全相同,夏比沖擊試樣的縱向中心線必須垂直于焊縫軸線,并且缺口必須垂直于表面,除非在合同文件中另有規定。
3 試樣
各標準規范均要求根據母材公稱厚度選擇合適的夏比沖擊試樣尺寸,且盡可能取最大尺寸的夏比沖擊試樣,標準試樣尺寸10 mm×10 mm×55 mm。每組夏比沖擊試樣數量、輔助試樣尺寸、輔助試樣適用范圍等差別較大。
由表1可知,AWS D1.1增加方案B主要是考慮到焊縫和熱影響區的組織和性能存在一定的不均勻性或缺陷。試驗結果評判時應去除最高值和最低值,降低焊縫和熱影響區夏比沖擊試驗的離散度,該方案值得其他標準規范借鑒。

表1 夏比沖擊試樣的差異Table 1 Difference of charpy impact test specimens
AWS D1.1和ASME B31.3輔助試樣的尺寸基本相同,CCS《材料與焊接規范》輔助試樣的尺寸僅有10 mm×7.5 mm和10 mm×5 mm兩種,且母材公稱厚度小于6 mm的材料,一般不要求做沖擊試驗。
輔助試樣適用范圍存在一定差異,其中AWS D1.1規定母材厚度大于等于11 mm時采用標準試樣尺寸,而CCS《材料與焊接規范》中規定為10 mm。由于組對錯邊、焊接變形、機械加工余量等因素影響,當母材公稱厚度等于10 mm時,機械加工試樣可能無法加工出標準尺寸,因此AWS D1.1規定的11 mm更為科學合理。
4 試驗溫度降低值
夏比沖擊試驗溫度一般在合同文件或項目技術規格書中規定,本研究主要解讀夏比沖擊試驗輔助試樣溫度值降低要求。其中,AWS D1.1和ASME B31.3均對輔助試樣沖擊溫度降低值有具體要求,降低值存在一定差異,如表2所示。CCS《材料與焊接規范》中輔助試樣的夏比沖擊試驗不需要降低試驗溫度。

表2 AWS D1.1和ASME B31.3夏比沖擊試驗溫度降低值Table 2 Charpy impact test temperature reduction of AWS D1.1 and ASME B31.3
AWS D1.1和ASME B31.3輔助試樣在溫度降低方法上也存在一定差異。其中,AWS D1.1規定當輔助試樣沿缺口的試樣寬度小于母材公稱厚度的80%時,試驗溫度必須按表2所示降低。如母材公稱厚度為7 mm對接焊,合同規定沖擊試驗溫度為-40℃。若加工完成的沖擊試樣尺寸為10 mm×6 mm(大于母材公稱厚度的80%),沖擊試驗溫度為-40℃;若加工完成的沖擊試樣尺寸為10 mm×5 mm(小于母材公稱厚度的80%),則沖擊試驗溫度為-40℃-11.1℃=-51.1℃。
ASME B31.3對溫度降低值要求則更加復雜。公稱厚度大于等于10 mm的母材,若最大可取試樣沿缺口寬度大于等于8 mm,則無需降低試驗溫度;反之,試驗溫度按照表2所示降低。公稱厚度小于10 mm的母材,如果可獲得最大夏比V型缺口試樣的寬度不小于80%母材公稱厚度時,則無需降低試驗溫度;反之,需降低試驗溫度,溫度降低值等于實際母材公稱厚度對應溫度降低數與實際試驗的夏比沖擊試樣寬度對應的溫度降低值之差。例如φ88.9×7.62鋼管對接焊,合同規定沖擊試驗溫度為-40℃。若加工完成的沖擊試樣尺寸為10mm×7mm(大于母材公稱厚度的80%),則沖擊試驗溫度為-40℃;若加工完成的沖擊試樣尺寸為10 mm×6 mm(小于母材公稱厚度的80%),則沖擊試驗溫度為-40℃-(T1-T2)℃,其中T1為母材公稱厚度7.62 mm對應的溫度降低值。通過表2中(8 mm,0℃)和(7.5 mm,2.8℃)兩數值,采用線性內插法計算得出T1=2.128℃。T2為沖擊試樣寬度6 mm對應的降低值,通過查詢表2為8.3℃,即沖擊試驗溫度為-40℃+(2.128℃-8.3℃)=-46.172℃。
5 結果評判
夏比沖擊試驗常用測量參數主要有沖擊吸收功和側膨脹值。AWS D1.1和CCS《材料與焊接規范》主要評判沖擊吸收功,ASME B31.3主要評判沖擊吸收功和側膨脹值,其中沖擊吸收功主要用于評判抗拉強度小于656 MPa的碳鋼和低合金鋼,側膨脹值用于評判抗拉強度大于等于656 MPa的碳鋼和低合金鋼、螺栓連接材料以及P-NO.6、7、8高合金鋼。
合同或項目技術規格書中沖擊吸收功可接受值是基于標準試樣,而輔助試樣沖擊吸收能量可接受值則根據不同尺寸對應的換算系數,與標準試樣可接受值換算后進行結果評判。夏比沖擊試驗驗收準則及輔助試樣換算要求如表3所示。
由表3可知,其基本要求相同,即單個值均不得低于規定最小單個值,平均值不得低于規定最小平均值,允許有1個單個值低于規定最小平均值。但允許1個單個值低于規定平均值的附加要求不一樣,AWS D1.1大于等于規定的最小單個值;ASME B31.3大于等于規定最小平均值的2/3;CCS《材料與焊接規范》大于等于規定最小平均值的70%。

表3 夏比沖擊試驗驗收準則及輔助試樣換算要求Table 3 Acceptance criteria of test result and requirement of subsize specimens energy values
6 復驗
AWS D1.1中規定,夏比沖擊試驗結果不滿足表3要求時可進行一次復驗,復驗條件和評判要求如表4所示。ASME B31.3和CCS《材料與焊接規范》則要求不合格試驗必須具備一定條件方可再取一組3個沖擊試樣進行復驗,否則視為不合格。
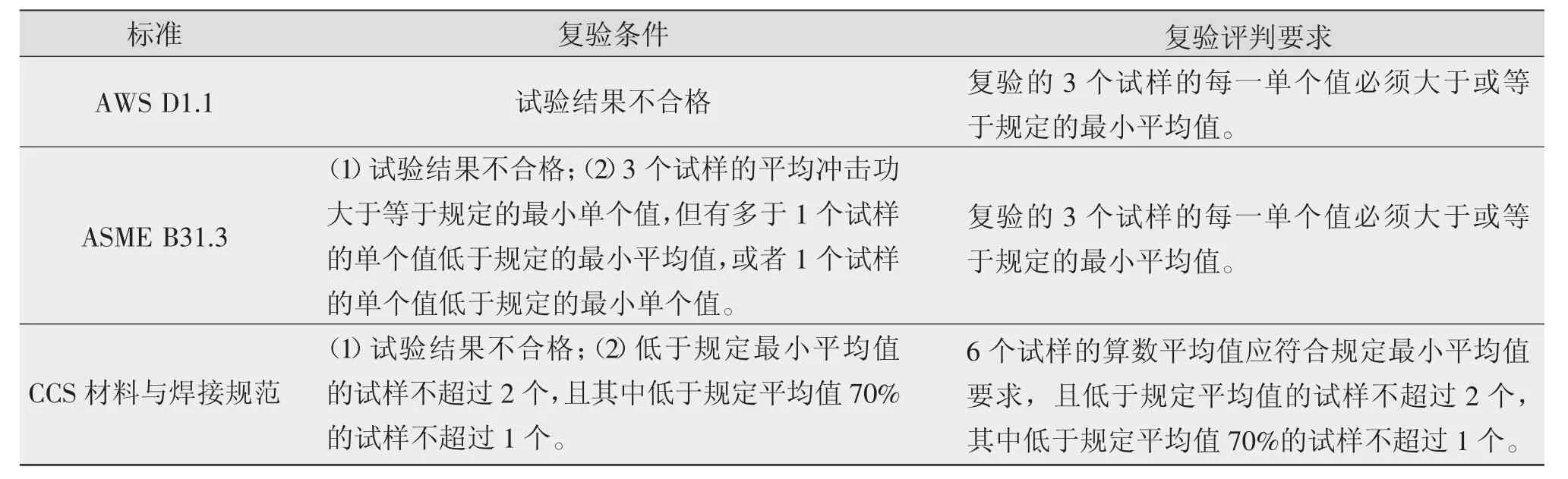
表4 夏比沖擊試驗復驗條件和評判要求Table 4 Requirement and acceptance criteria of retest
由表4可知,AWS D1.1復驗條件較為寬松,初驗不合格即可復驗。ASME B31.3則相對較嚴格,CCS《材料與焊接規范》最為嚴格,兩者的主要區別是ASME B31.3允許3個試樣的單個值低于規定的最小平均值,而CCS《材料與焊接規范》只允許最多2個試樣的單個值低于規定的最小平均值。
將CCS《材料焊接與規范》復驗評判要求與不合格復驗條件結合進行分析,其實質內容即3個試樣的每一個單個值必須大于或等于規定的最小平均值。因此,AWS D1.1、ASME B31.3、CCS《材料與焊接規范》復驗評判要求均相同。
ASME B31.3側膨脹值復驗條件為:3個試樣中的1個試樣的側膨脹值小于0.38 mm,但大于等于0.25 mm,且3個試樣的平均值大于等于0.38 mm時,則可另取3個試樣復驗。復驗的每個試樣的側膨脹值均應大于等于0.38 mm。
7 結論
海洋石油工程行業涉及結構、工藝管線、壓力容器、海底管線等多個專業,不同專業適用的焊接工藝評定標準不同。分析比較發現,海洋石油工程焊接工藝評定常用標準在適用范圍、取樣要求、試樣、試驗溫度降低值、結果評判、復驗等都存在一定差異,僅試樣取樣方向和復驗結果評判保持一致。部分標準規范有些條款設置缺乏一定的可操作性,在今后標準規范更新中應予以修改。
夏比沖擊試驗在焊接工藝評定過程中屬于至關重要的一項評價環節,焊接工藝評定失敗大多數是由于夏比沖擊試驗不合格所導致的。本研究歸納總結海洋石油工程焊接工藝評定不同標準之間夏比沖擊試驗,對夏比沖擊試驗實際操作具有一定的指導意義。
[1]AWS D1.1/D1.1M Structural welding code-steel[S].
[2]ASME B31.3 Process piping[S].
[3]API1104 Welding of pipelines and related facilities,中國船級社材料與焊接規范[S].
[4]中國船級社材料與焊接規范[S].
Comparison and analysis of charpy impact test for welding procedure qualification of offshore oil engineering
DAI Xucheng1,HOU Dazhen1,ZHU Xiuwen1,LIU Lisheng1,TONG Minglei2
(1.China Offshore Oil Engineering Co.,Ltd.,Qingdao 266520,China;2.China Offshore Oil Engineering(Qingdao)Co.,Ltd.,Qingdao 266520,China)
Charpy impact test is the most common test method to evaluate metallic materials toughness,and is the important destructive test during welding procedure qualification.The normal welding procedure qualification codes of offshore oil engineering include AWS D1.1,ASME B31.3,API 1104,CCS"material and welding code",etc.The charpy impact test is compared and analyzed from the aspects of scope of standards application,requirements of taking test pieces,test pieces,reduction value of test temperature,acceptance criteria and retest.The similarities and differences of above codes are summarized,and the key technology-test temperature reduction value are discussed according to these codes.
charpy impact test;offshore oil engineering;welding procedure qualification
TG47
B
1001-2303(2017)11-0087-05
10.7512/j.issn.1001-2303.2017.11.18
本文參考文獻引用格式:代緒成,侯大震,朱秀文,等.海洋石油工程焊接工藝評定夏比沖擊試驗對比分析[J].電焊機,2017,47(11):87-91.
2017-05-09;
2017-05-24
代緒成(1985—),男,工程師,學士,主要從事海洋鋼結構焊接工藝評定理化檢驗工作。E-mail:daixc@mail.cooec.com.cn。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
