鋼軌現(xiàn)場焊接參數(shù)遠程采集系統(tǒng)
2017-12-29 05:46:12
電焊機 2017年11期
關鍵詞:系統(tǒng)
(西南交通大學材料科學與工程學院,四川成都610031)
鋼軌現(xiàn)場焊接參數(shù)遠程采集系統(tǒng)
李正浩,戴 虹,周世恒
(西南交通大學材料科學與工程學院,四川成都610031)
目前我國鐵路換鋪維修工程的鋼軌現(xiàn)場焊接主要由焊軌車完成,其施工作業(yè)點自然環(huán)境條件復雜。為了實時獲取焊接數(shù)據,跟蹤鋼軌現(xiàn)場焊接質量,設計了由數(shù)據整合工具軟件、物聯(lián)網網關設備和云平臺組成,能通過移動網絡將鋼軌現(xiàn)場焊接參數(shù)實時上傳至云平臺的鋼軌現(xiàn)場焊接參數(shù)遠程采集系統(tǒng),以供焊接技術管理人員共享,從而實現(xiàn)焊接參數(shù)的遠程采集分析與質量評估。該系統(tǒng)成功應用于YHGQ-1200型氣壓焊軌車的現(xiàn)場施工。
鋼軌;現(xiàn)場焊接;工藝參數(shù);遠程采集
0 前言
鋼軌現(xiàn)場焊接質量是影響線路安全的重要因素,而安全是鐵路運輸?shù)纳€。隨著我國高速重載鐵路事業(yè)的蓬勃發(fā)展,分布在遼闊疆域的鐵路運營里程不斷增加,新線建設和維修施工作業(yè)點多,天氣、地理、彎道等作業(yè)環(huán)境條件復雜,焊接作業(yè)過程容易受到外界條件和作業(yè)人員的影響,實時跟蹤現(xiàn)場質量十分困難[1-2]。
焊接工藝數(shù)據是焊接質量的評估依據,快速獲取焊接數(shù)據對于分析焊接質量具有重要意義。本研究采用物聯(lián)網技術,針對YHGQ-1200型氣壓焊軌車設計了一套焊接參數(shù)遠程采集系統(tǒng),能夠第一時間自動實時推送焊軌車鋼軌現(xiàn)場焊接接頭的真實數(shù)據,并通過移動網絡上傳至網絡云平臺存儲,技術管理人員可通過云平臺遠程查看和管理各路局、不同作業(yè)地點的焊接數(shù)據,從而達到實時查看分析現(xiàn)場焊接情況、跟蹤鋼軌現(xiàn)場焊接質量、保障線路安全的目的。
1 系統(tǒng)原理和組成
焊接參數(shù)遠程采集系統(tǒng)的原理如圖1所示。YHGQ-1200型氣壓焊軌車上安裝有參數(shù)采集與管理系統(tǒng),可以在焊接過程中自動采集焊接數(shù)據并存儲于車載PC中。該系統(tǒng)采用數(shù)據整合工具軟件,將焊接數(shù)據從氣壓焊軌車的車載PC中推送至物聯(lián)網網關設備。而網關設備中內置物聯(lián)網網卡,可以通過移動網絡將焊接數(shù)據上傳到云平臺。技術管理人員從云平臺下載焊接數(shù)據后,利用焊軌車參數(shù)采集與管理系統(tǒng)軟件查看數(shù)據,然后分析焊接接頭質量,從而實現(xiàn)焊軌車焊接質量的遠程分析和評估。同時,焊機發(fā)生操作故障時,錯誤代碼等信息也將通過焊接參數(shù)遠程采集系統(tǒng)上傳至云平臺,便于焊機故障的診斷和維護。

圖1 焊接參數(shù)遠程采集系統(tǒng)原理示意
焊接參數(shù)遠程采集系統(tǒng)組成包括:參數(shù)采集與管理系統(tǒng)(焊軌車自帶)、數(shù)據整合工具軟件(一部分安裝于車載PC,一部分安裝于物聯(lián)網網關設備)、物聯(lián)網網關設備(內置物聯(lián)網網卡)、云平臺、參數(shù)采集與管理系統(tǒng)軟件(焊軌車自帶)。
2 系統(tǒng)功能的實現(xiàn)
2.1 數(shù)據采集與推送
氣壓焊軌車自帶的參數(shù)采集與管理系統(tǒng)可在焊接過程中實時采集焊接參數(shù),焊接結束后生成焊接數(shù)據文件并存儲于氣壓焊軌車的車載PC。安裝在車載PC上的數(shù)據整合工具軟件如圖2所示,可以隨著參數(shù)采集與管理系統(tǒng)的啟動自動啟動,并對焊接數(shù)據文件進行周期性掃描(掃描周期可設)。軟件檢測到新的焊接數(shù)據文件生成時,自動將其推送至物聯(lián)網網關設備。

圖2 數(shù)據整合工具軟件
數(shù)據整合工具軟件界面顯示了數(shù)據文件的大小、發(fā)送狀態(tài)、最后修改時間等信息。操作人員也可以通過該界面的狀態(tài)欄進行系統(tǒng)的啟動、停止、更改系統(tǒng)配置參數(shù)。
2.2 數(shù)據上傳
焊接數(shù)據文件推送至網關設備后,安裝在網關設備中的數(shù)據整合工具軟件會在網絡條件良好時,自動將文件通過移動網絡上傳到指定的云平臺服務器。
網關設備如圖3所示,網關通過以太網接口和網線與焊軌車的車載PC連接以實現(xiàn)文件的接收。網關中內置有物聯(lián)網網卡,并安裝有3G/GPRS天線以實現(xiàn)文件的上傳。同時,網關集合了GPS定位功能,可以為焊軌車的焊接接頭提供GPS定位信息。

圖3 物聯(lián)網網關
網關通過有線連接接收文件,接收速度快且穩(wěn)定,而通過移動網絡上傳文件,上傳速度較慢且受到網絡環(huán)境的影響。因此,網關采用了雙電源設計,分別為供電電源和激活電源。供電電源長期保持接通狀態(tài),而激活電源與焊軌車工作電源并聯(lián),只在焊軌車工作時接通。焊軌車工作時,激活電源和供電電源同時接通,網關處于工作狀態(tài),可以正常從車載PC中接收并上傳文件。在焊軌車停止工作后(此時文件已接收完成),激活電源斷開,供電電源接通,網關停止從車載PC中接收文件,并繼續(xù)上傳文件,文件全部上傳完成后網關進入休眠狀態(tài)。此設計既可以在文件較大較多或者焊接現(xiàn)場移動網絡環(huán)境較差的情況下,保證文件上傳功能的正常運行,也增加了系統(tǒng)的穩(wěn)定性(網關長期處于工作狀態(tài)可能導致死機),同時可節(jié)約能源。
2.3 數(shù)據管理和查看
數(shù)據文件上傳至云平臺服務器后,技術人員可登入云平臺服務器的文件管理系統(tǒng)(見圖4),對數(shù)據文件進行下載、保存、刪除等操作。

圖4 云平臺服務器的文件管理系統(tǒng)
云平臺服務器的文件管理系統(tǒng)可以自動對文件進行分組,并顯示文件的焊軌車編號、上傳時間、大小、狀態(tài)等信息,還可以在接收文件成功后通過郵件通知技術人員,為技術人員提供參考。
技術人員通過云平臺下載保存數(shù)據文件后,可通過參數(shù)采集與管理系統(tǒng)軟件(見圖5)查看和分析焊接數(shù)據,從而實現(xiàn)焊軌車焊接數(shù)據的遠程監(jiān)控。
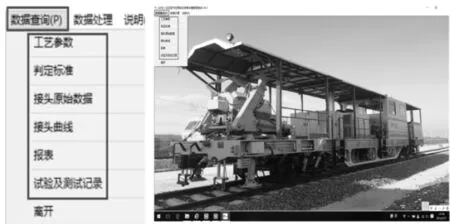
圖5 氣壓焊軌車參數(shù)采集與管理系統(tǒng)數(shù)據查詢
3 系統(tǒng)現(xiàn)場應用測試
系統(tǒng)在某鐵路局現(xiàn)場施工中進行了應用測試。現(xiàn)場施工所用的鋼軌規(guī)格為60 kg/m,材料為U75V。焊接完成后,焊接數(shù)據成功上傳至云平臺,可通過云平臺服務器遠程下載焊接數(shù)據,部分接頭參數(shù)如表1所示。
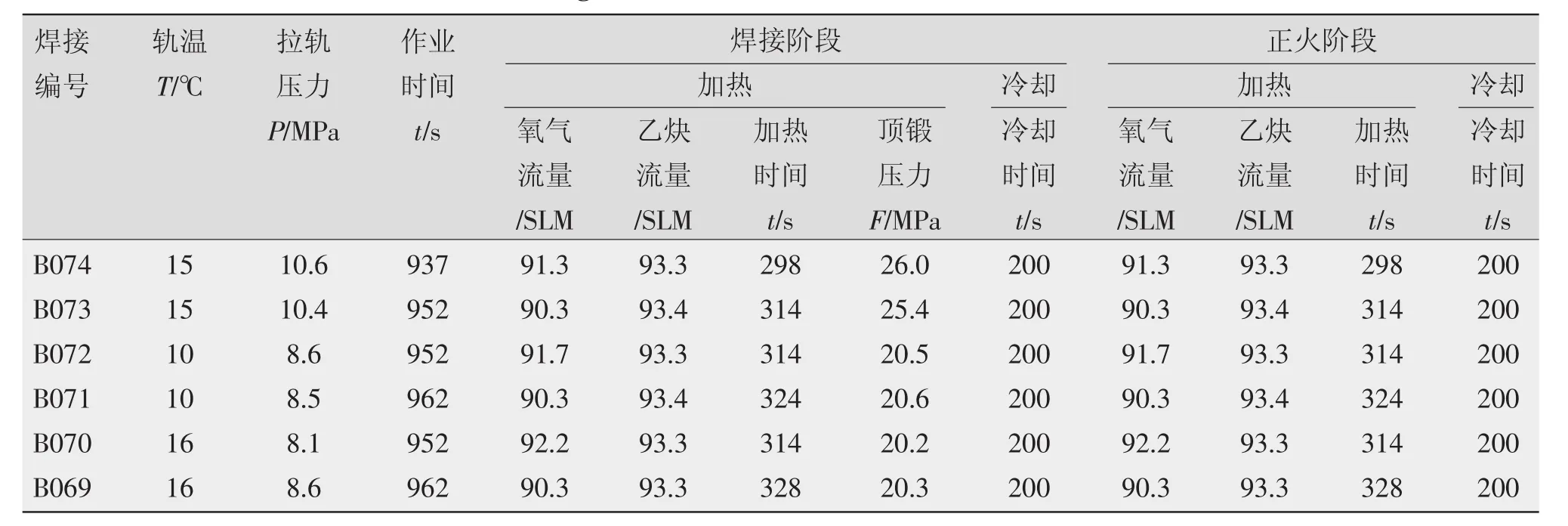
表1 U75V 60 kg/m鋼軌現(xiàn)場焊接接頭遠程下載的工藝參數(shù)統(tǒng)計表
由表1可知,B073、B074接頭現(xiàn)場焊接時的拉軌壓力較大(大于10 MPa),這是由于現(xiàn)場焊接時鋼軌條長,縱向移動阻力大,拉應壓力也大。當發(fā)現(xiàn)拉軌壓力較大時,應適當增加鋼軌頂鍛壓力,以保證接頭質量。
此外,為了考察系統(tǒng)的文件推送速度和上傳速度是否滿足實際工程需要,分別對不同文件的文件大小、推送時間和上傳時間等信息進行測試記錄,結果見表2。
系統(tǒng)在焊接完成至焊軌車停機之間(一般約為30 min)進行文件推送工作,并在文件推送完成后開始上傳文件直至上傳完畢。由表2可知,系統(tǒng)的文件推送速度和上傳速度較快,實時性較強,滿足實際工程需要。
在本次現(xiàn)場應用測試中,焊接參數(shù)遠程采集系統(tǒng)成功實時上傳焊接數(shù)據,技術管理人員通過云平臺查看焊接數(shù)據、分析接頭質量,這有利于鐵路局實時監(jiān)控現(xiàn)場焊接情況,提高現(xiàn)場焊接質量。

表2 文件大小、推送時間和上傳時間記錄表
4 結論
(1)將基于物聯(lián)網技術開發(fā)的焊接參數(shù)遠程采集系統(tǒng)安裝在YHGQ-1200型氣壓焊軌車上,實現(xiàn)了鋼軌現(xiàn)場焊接數(shù)據實時自動上傳,經本地下載實現(xiàn)了遠程焊接參數(shù)采集,可行性良好。
(2)經過試用發(fā)現(xiàn),系統(tǒng)的文件推送速度和上傳速度較快,實時性較強,滿足實際工程需要。
(3)采用該套技術進行遠程分析與管理鋼軌現(xiàn)場作業(yè)工況、焊接狀況等,操作方便,時效性強,是一種科學評估鋼軌現(xiàn)場焊接質量和保障線路焊接施工安全性的新方法。
[1]戴虹.鋼軌現(xiàn)場焊接技術與裝備[J].電焊機,2008,38(1):1.
[2]王振強,戴虹,呂其兵,等.無縫線路鋼軌現(xiàn)場焊接質量研究[J].鐵道建筑,2005(8):76.
[3]程曼,王讓會.物聯(lián)網技術的研究與應用[J].地理信息世界,2010,10(5):22-28.
[4]張玲飛.物聯(lián)網技術在道路運輸領域中的應用研究[J].網絡信息工程,2017(4):51-52.
[5]蘇憲東.焊接數(shù)據的網絡監(jiān)控[J].電焊機,2011,41(3):23.
Remote acquisition system for field rail welding parameters
LI Zhenghao,DAI Hong,ZHOU Shiheng
(School of Material Science and Engineering,Southwest Jiaotong Univercity,Chengdu 610031,China)
The field rail welding for maintenance engineering of CWR (continuous welded rail)is mainly completed by the rail welding vehicle,which has a lot of construction points in the vast territory of the railway with complicated natural environment.In order to get the welding data in real time and track the quality of the field rail welding,a remote acquisition system for field rail welding parameters is designed in this paper.The system is composed of data integration tools,internet gateway device and cloud platform,and uploads the welding parameter to the cloud platform through the mobile network which can be shared by the technical managers,so as to realize the remote acquisition analysis and quality evaluation of welding parameters.The system has been successfully applied in the construction of YHGQ-1200 gas pressure welding vehicle.
rail;field welding;process parameters;remote acquisition
TG409
A
1001-2303(2017)11-0060-04
10.7512/j.issn.1001-2303.2017.11.12
本文參考文獻引用格式:李正浩,戴虹,周世恒.鋼軌現(xiàn)場焊接參數(shù)遠程采集系統(tǒng)[J].電焊機,2017,47(11):60-63.
2017-04-15
李正浩(1991—),男,碩士,主要從事鐵路運營維護工作。E-mail:4666148050@qq.com。
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
