管道全位置自動焊的研究現狀及展望
2017-12-29 05:46:15郭春富孫偉強劉帛炎常云龍
電焊機 2017年11期
郭春富 ,孫偉強 ,,劉帛炎 ,,常云龍
(1.廣東省焊接技術研究所(廣東省中烏研究院)廣東省現代焊接技術重點實驗室,廣東廣州510650;2.沈陽工業大學材料科學與工程學院,遼寧沈陽110870)
管道全位置自動焊的研究現狀及展望
郭春富 1,孫偉強 1,2,劉帛炎 1,2,常云龍 2
(1.廣東省焊接技術研究所(廣東省中烏研究院)廣東省現代焊接技術重點實驗室,廣東廣州510650;2.沈陽工業大學材料科學與工程學院,遼寧沈陽110870)
管道全位置自動焊是一種近幾年發展比較快的管道現場焊接技術。本研究從全位置自動焊的分類出發,分別介紹了全位置氬弧焊、全位置熔化極氣體保護焊、全位置高能束焊和激光復合焊的成形原理、適用范圍及優缺點,并對以上焊接方法進行了總結對比。在此基礎上展望了管道全位置自動焊接未來的發展方向:高精度的傳感器的研究、焊縫成形機理研究以及高能束焊接方法的在管道全位置焊接的應用是今后研究的熱點;等離子弧焊接是管道全位置焊接未來的發展方向之一;鈦及鈦合金等有色金屬的全位置自動焊技術也是未來的發展方向之一。
管道;全位置焊接;研究現狀;展望
0 前言
隨著經濟發展和對能源需求的日益增長,長輸油氣管道需求越來越旺盛,而焊接成本高、自動化程度低是制約管道技術推廣應用的技術瓶頸。目前應用于管道全位置焊接的主要方法有焊條電弧焊、半自動焊以及自動焊等。自動焊具有工作效率高、焊縫質量良好、焊接穩定性可靠性高、可以釋放勞動力等優點,但由于現場施工安裝不宜使管子旋轉,所以國內外都開始大力發展全位置焊接技術。如今比較成熟的管道全位置自動焊焊接方法有鎢極氬弧焊和熔化極氣體保護焊。隨著人力成本的快速提升和各種材料大厚度管材應用范圍的擴大,對全位置自動焊的需求越發迫切。因此,對大口徑厚壁管道焊接效率的提升和新型高效現場全位置管道焊接技術的開發成為21世紀最有發展前景的焊接技術之一。
1 管道全位置自動焊的特點
管道全位置焊接旋轉一周的過程可分為平焊、立向下焊、仰焊、立向上焊,由于管道全位置焊接過程是熔池的位置是一個漸變過程,其所處不同位置的受力情況也是時刻在變化的,其中4個典型位置熔池受力情如圖1所示(以TIG無填絲情況為例)。由圖1可知,焊接過程中熔池受到電弧的軸向電弧力F、液態金屬的表面張力f在彎曲液面上形成的合力和重力G三種力的共同作用;在電弧軸線與管道中心重合時,只有重力不隨焊槍位置的改變而變化。在平焊位置,重力易造成熔池向下流動,與電弧力聯合作用會導致內部余高過高;在仰焊位置,重力使熔池向下脫離焊縫,造成焊縫內凹、成形不均勻,但可以通過電弧力削弱重力的不利影響;立向下焊或立向上焊時熔池有越過電弧沿著坡口而向下流淌的趨勢,使焊縫易形成未熔合、焊瘤、成形不均勻等焊接缺陷[1-2]。需要指出的是,TIG焊的熔池相對較小,熔池受到的電弧力也最簡單,其他方法熔池受力的復雜性遠遠大于TIG焊。各種焊接方法的管道全位置焊接都根據各自焊接熔池的受力特點來制定不同的焊接工藝。
2 全位置TIG焊
TIG焊是最早應用于管道全位置焊的焊接方法,也是目前應用最成熟的一種全位置焊方法。TIG焊焊接熔池小、電弧呈鐘罩形、采用搭橋方式過渡,便于全位置焊接,常用方法有直流脈沖TIG焊、ATIG焊和窄間隙熱絲TIG焊。其中,小口徑薄壁管的焊接無需填絲。
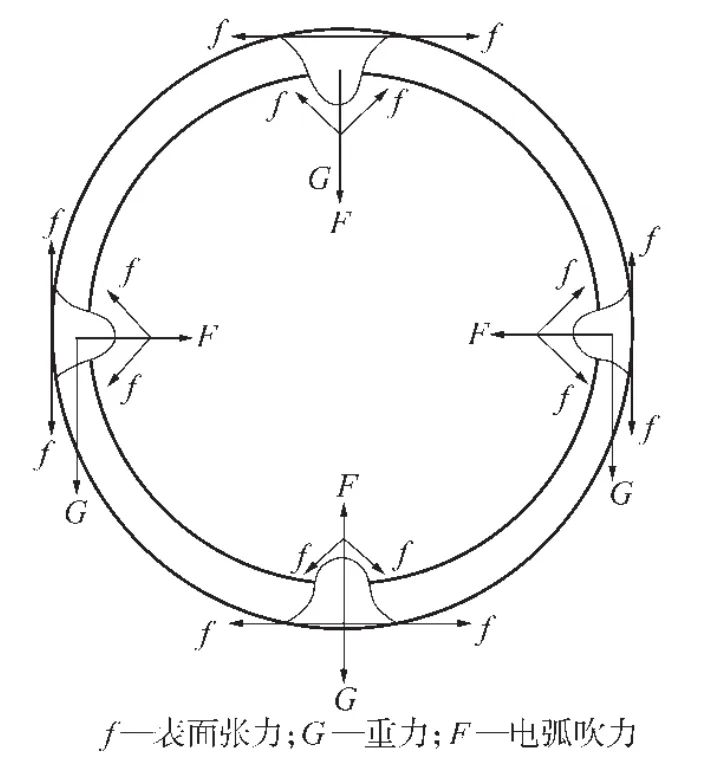
圖1 全位置焊接熔池受力示意[2]
直流脈沖TIG焊電流按一定頻率周期性變化,每次通過脈沖電流時,工件上就形成一個點狀熔池;脈沖電流停止時,點狀熔池即冷凝。此時電弧由基值電流維持穩定燃燒,使下一次脈沖電流導通時脈沖電弧能夠可靠燃燒,又形成一個新的焊點[3]。在全位置焊接過程中減小相鄰區段電流變化差值可以改善焊縫成形,使焊波更美觀[4]。姚壽銘[5]在20鋼管對接試驗中,使用高精度脈沖功能的全位置自動TIG焊逆變直流脈沖焊機,并采用填絲和U型坡口的方式完成對φ88.9 mm×4.5 mm管道的全位置焊接。文獻[6-7]將全位置TIG焊應用于Z2CN18.10和12Cr1MoVG不銹鋼的焊接,并首次實現12Cr1MoVG管子與12Cr2MoWVTiB管子等多種材料的管子異種金屬對接試驗。采用弧壓傳感控制弧長對環焊縫進行12段參數試驗,并討論保護氣流量、焊接速度、焊接電流、送絲速度、電弧電壓等對焊縫成形的影響。奚運濤等人[8-9]對φ12 mm×1 mm的不開坡口、不留間隙、φ32 mm×3 mm的20鋼進行V型坡口不留間隙全位置脈沖TIG焊。并通過回火焊道改善了組織和性能。
活性化TIG焊(A-TIG焊)是在工件表面上涂敷活性劑后再進行焊接,設備如圖2所示。SiO2和TiO2作為活性劑可以改變熔池的流動方向;SiO2將電弧電壓提高大約4.2 V,使等離子體收縮;TiO2使表面張力溫度梯度由負變正[10]。吳軍、方建筠等人[11-12]采用A-TIG將φ57mm×5 mm的20鋼和φ50mm×6 mm的TP304不銹鋼管對接,均實現了不開坡口單面焊雙面成形。其中碳鋼焊縫中心區是晶粒略微變大的珠光體和相對粗大的針狀或塊狀鐵素體的混合物;不銹鋼焊縫熔合區組織為晶粒粗大、偏析度增加的方向性較強的聯生結晶形成的奧氏體柱狀晶與晶界處的σ鐵素體相。相比普通全位置TIG焊,全位置A-TIG的焊縫組織更均勻,晶粒更細小,效率也更高。在φ51 mm×6 mm低碳鋼和φ45 mm×6 mm不銹鋼管道的不開坡口單面焊雙面成形A-TIG焊試驗中,可以分析得出:由于全位置A-TIG焊的焊接熔池流動是一種向中心流動的方式,所以在立向上焊過程中容易出現焊接質量的問題[13-14]。通過對全位置自動A-TIG焊熔池的受力分析,并在試驗中論證了在12點位置時焊縫的外表面有輕微的凹陷,在6點位置焊縫的外表面的凸起、內表面焊透但有凹陷、內凹量小于0.5 mm,在9點位置焊縫的外表面略凸起。劉觀輝、易耀勇等人[15-16]對φ159 mm×6 mm的304N2不銹鋼進行全位置A-TIG焊研究,對直流、脈沖以及步進脈沖三種不同模式A-TIG焊組織成分和力學性能,證明焊縫組織與TIG焊焊縫類似、步進脈沖A-TIG焊縫性能最好直流ATIG焊縫性能最差。脈沖和活性劑聯合作用,可以一次性焊透更厚的母材,從而減少工序節約成本,也可以避免多道焊過程中對前一道焊縫的加熱導致組織粗大。
圖2 全位置A-TIG焊設備
相比傳統TIG焊,窄間隙TIG焊的優點有:生產效率高,焊接質量高且穩定,節省焊材,改善勞動條件,降低勞動強度,可以監控整個焊接過程,多層焊時最多可達200 mm[6]。坡口要求如圖3所示,根據不同位置的熔池受力情況設計相應的焊接參數,有利于保證全位置焊縫質量以及控制焊縫缺陷。徐祥久等人[17]設計了一套針對大口徑厚壁鋼管全位置窄間隙熱絲TIG的焊接機頭和焊接工藝,克服了厚壁大口徑管道全位置焊接的難題。目前窄間隙TIG仍主要應用于小口徑薄壁管道的焊接。
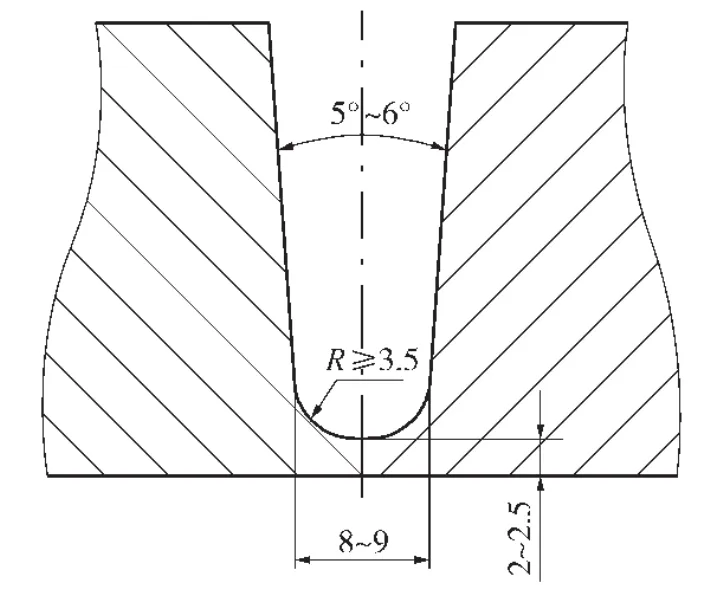
圖3 窄間隙TIG焊適用坡口示意
鎢極氬弧焊應用在管道全位置焊接主要面臨焊接效率的問題,無論是脈沖TIG焊峰值電流形成小孔熔池,還是涂覆活性劑的TIG焊,其目的都是增大熔深或提高熔敷效率。相比之下,熔化極氣體保護焊的電弧能量和熔敷效率都高于TIG焊,其焊接效率也更高。
3 全位置熔化極氣體保護焊
在全位置焊接過程中,尤其是立焊和仰焊階段,熔池在重力作用下容易流淌,這是全位置熔化極氣體保護焊面臨的最主要問題。基于目前研究提出以下兩種解決方案:①加快熔池凝固,即以較小的熱輸入使熔池變小,并搭配較快的焊接速度;②通過各種電弧控制方法來改變熔池所受作用力,盡可能抵消重力的影響。設備如圖4所示。

圖4 全位置熔化極氣體保護焊設備
基于這兩種方法,陳炯[18]提出將STT型CO2半自動焊應用于管道全位置焊。STT型電源采用表面張力過渡的形式代替傳統CO2電源的短路過渡,實現單面焊雙面成形。通過嚴格控制電流7個階段的波形,控制每次熔滴過渡的熱量實現減小飛濺,提高焊接質量以保證根焊層質量良好。新提出的這種表面張力的過渡方式類似于TIG焊的搭橋過渡,該模式可以減少飛濺甚至無飛濺,以防止多道焊飛濺擁堵焊道。唐德渝等人[19-22]借鑒STT型CO2電源的表面張力過渡方式,設計了可以提高電弧能量密度、增加電弧穿透力的管道全位置MAG焊專焊電源,開發了脈沖熔滴過渡控制的專用焊接電源,并研制其單片機控制技術,控制其對稱的共24個區段。此系統設備和配套工藝適用于雙U型復合坡口,焊接效率可達焊條電弧焊的兩倍以上。陳樹君等人[23]提出采用短路過渡的MAG焊形式,調節短路能量和燃弧能量的分配等,設計了一種連續擊穿法的CO2氣體保護單面焊接雙面成形電源。這種焊接電源能夠改善熔池形狀和受力狀態,保證電弧在超過普通短路過渡負載線的更低電壓、更大電流條件下穩定燃燒,以適應管道全位置根焊在小熔池基礎上的高能量輸入。這種平特性焊接電源可以更好地實現對電流的反饋調節,以便更容易實現對電弧的控制。
由于全位置熔化極氣體保護焊和全位置TIG焊的熔池過渡與成形機理不一致,因此全位置熔化極氣體保護焊難點在于對焊縫成形的控制。為了消除焊道擁堵、提高焊接質量,控制熔滴過渡從而實現低飛濺、零飛濺是實現管道全位置熔化極氣體保護焊的又一關鍵技術。
4 全位置高能束焊及復合焊
從提高能量和減少焊接飛濺的角度出發,國內外開始嘗試將高能束焊接和復合焊接應用于管道全位置焊。目前使用較多的焊接方法有電子束焊、激光電弧復合焊和等離子弧焊。
S.Koga等人[24]對19mm厚天然氣管道進行了全位置電子束焊,并研究了具有代表性的8個焊點,研究了錯邊不匹配對焊縫焊縫形成的影響;M.Wykes等人[25]研究了全位置低壓電子束焊,并進行了完整的工藝評定。全位置電子束焊焊接前對接頭加工、裝配要求嚴格;被焊工件尺寸和形狀受到真空室的限制;電子束易受雜散電磁場的干擾。
激光電弧復合焊可以提高焊接速度、增大熔深,大大提高焊接效率并降低耗材[26]。曾惠林等人[27-28]先設計了管道全位置激光電弧混合焊接安全監控裝置,在此基礎上進行試驗并分析全位置激光電弧復合焊的焊接參數及工藝性能,提出接頭內部的缺陷是影響全位置激光電弧復合焊焊縫性能的主要原因。試驗證明,X65管線鋼的焊接接頭硬度略高于母材,熱影響區的硬度有所波動;拉伸斷裂大多發生在母材部分,熔合線附近發生的斷裂時會伴隨著氣孔未熔透等缺陷存在;熔合區沖擊性能強于焊縫區,刻槽錘斷試驗和彎曲試驗均未出現明顯缺陷。激光MAG復合根焊用保護氣處理和電弧力“托住”熔池,有效地抑制了內凹缺陷,尤其是3點~6點方向,并提出減小激光或電弧功率參數尤其是電弧能量輸入可以抑制背面內凹,激光束與管道焊縫切線約為80°時有利于控制缺陷[29]。此外,壁厚、坡口形式、激光與電弧能量的配比等因素的影響也是全位置激光電弧復合焊進一步研究的方向。
等離子弧的穿透力強于氬弧焊,因此國內外開始嘗試等離子弧全位置焊,采用不開坡口、不填絲的方式對壁厚3~6 mm管道進行焊接。哈爾濱焊接研究所[30]設計研發了扁形脈沖等離子弧焊炬,并“理順”了離子氣,防止紊流現象的產生;同時還研發了窄間距焊接用機頭、電源及控制箱等配套設施,實現窄間隙20 mm厚管道焊接。M.Haneda等人[31]研究了脈沖等離子弧小孔成形,通過試驗分析不同區間的作用,研究了接頭定位誤差的影響;T.Yamade等人[32]研究并開發了全套全位置等離子弧焊電源、控制器以及其他焊接設備,并試驗總結了相應的焊接參數。全位置等離子弧焊接研究目前主要集中于薄壁管道,因各種原因還沒有應用于生產的案例。
相對于普通弧焊,高能束焊和激光復合焊的能量密度更高。目前全位置高能束焊和復合焊需要解決的問題是中厚壁管道不開坡口一次成形的現場作業。由于受真空室束縛,電子束焊無法焊接過大的工件和現場安裝。高精度的激光復合焊也需要激光房等類似設施;激光焊對現場組對的精度要求也過高。
5 結論
(1)管道全位置焊接技術的研究已成為當前焊接研究的前沿方向之一。目前核電、管線運輸等工程項目已經廣泛應用全位置鎢極氬弧焊和熔化極氣體保護焊,節約了焊接成本,提高了焊接質量。但國內對全位置焊的成形理論研究和設備的研發還存在不足,所以高精度傳感器的研究、各位置焊縫成形機理研究以及高能束焊接方法在管道全位置焊接的應用是今后研究的熱點。
(2)雖然高能束焊能解決一定厚度母材的焊縫一次成形問題,但仍面臨一些問題:激光焊接要求組對精度極高,電子束焊產品尺寸受到限制;以上兩者因設備原因在現場應用還存在諸多問題。等離子一弧焊次焊接厚度較大、組對精度要求低于激光焊接且易實現現場焊接,是管道全位置焊接的發展方向之一。
(3)目前管道全位置自動焊的熱點主要集中在碳鋼和不銹鋼材料。隨著海洋工程、化工等行業的發展,對材料的耐蝕性以及特殊性能提出更高的要求,鈦等材料的應用也越來越多,其全位置自動焊接技術也是未來發展方向之一。
[1]馮星安.管道建設和焊接技術的現狀與發展前景[J].石油工程建設,2002,28(6):1-5.
[2]陳國余,董文寧.全位置自動管板焊系統在電建冷凝器制造中的應用[J].電焊機,2005,35(8):5-6.
[3]岳建鋒,李亮玉,姜旭東,等.全位置MAG焊縫成形控制技術及研究進展[J].中國機械工程,2012,23(10):126-129.
[4]姚宏忠.全位置脈沖TIG焊在管子焊接中的應用[J].焊接技術,1995(3):22-23.
[5]姚壽銘.碳鋼管道全位置自動TIG焊[J].電焊機,2011,41(12):53-56.
[6]馮英超.核電站TIG全位置自動焊打底工藝分析[J].電焊機,2012,42(2):57-61.
[7]劉秀春,亓安芳,李忠杰.全位置TIG對接焊機工藝試驗研究[J].鍋爐技術,2006,37(5):52-54.
[8]石凱,奚運濤,周勇,等.小口徑鋼管全位置脈沖TIG焊的成形控制及組織調控[J].焊管,2004,27(1):21-24.
[9]奚運濤,樊明鋒,張振永.小口徑鋼管全位置脈沖TIG多層焊的組織分析[J].焊接,2005(8):31-33.
[10]劉鳳堯,楊春利,林三寶,等.活性化TIG焊熔深增加機理的研究[J].金屬學報,2003,39(6):661-665.
[11]吳軍,方建筠,許遠秦.20#鋼管全位置A-TIG焊接接頭組織及性能的研究[J].新技術新工藝,2010(1):85-86.
[12]方建筠,吳軍.TP304不銹鋼鋼管環焊縫的A-TIG焊接研究[J].新技術新工藝,2010(5):118-120.
[13]冷小冰,張瑞華,王海濤,等.A-TIG焊在核電管道全位置焊接中的應用[J].電焊機,2009,39(8):14-16.
[14]張瑞華,王海濤,王榮,等.低碳鋼管子全位置A-TIG焊接法[J].焊接學報,2010,31(6):13-16.
[15]劉觀輝,易耀勇,劉美華,等.304N2不銹鋼管全位置ATIG 焊接工藝[J].電焊機,2014,44(7):6-11.
[16]劉觀輝,易耀勇,盛安,等.不同焊接模式對不銹鋼全位置A-TIG 焊接工藝的影響[J].電焊機,2015,45(3):18-23.
[17]徐祥久,張宇,黃超,等.大口徑厚壁鋼管全位置窄間隙熱絲TIG焊技術[J].機械制造文摘-焊接分冊,2016(4):24-27.
[18]陳炯.STT型CO2焊在全位置焊中的應用[J].電焊機,2005,35(1):57-59.
[19]唐德渝,馮標,李春潤,等.管道全位置自動封底焊設備及工藝研究[J].電焊機,2006,36(9):37-42.
[20]唐德渝,馮標,李春潤,等.管道全位置自動封底焊技術研究[J].石油工程建設,2006,32(1):50-54.
[21]Tang D Y,Feng B,Li C R,et al.Study on the all-position back sealing welding of pipeline[J].Electric Welding Machine,2006,36(9):37-42.
[22]Tang D Y,Feng B,Li C R,et al.Study on the all position automatic pipeline backing weld machine[J].Engineering Sciences,2008,6(2):55-60.
[23]陳樹君,盧振洋,任福深,等.管道全位置自動焊機的專用電源及焊接工藝[J].焊接學報,2009,30(2):13-16.
[24]Koga S,Inuzuka M,Nagatani H,et al.Study of all position electron beam welding process for pipeline joints[J].Science&Technology of Welding&Joining,2013,5(2):105-112.
[25]Wykes M,Punshon C,Jones L,et al.All-position reduced pressure electron beam welding for large fusion containment vessels[J].Fusion Engineering&Design,2001,58(1):793-796.
[26]Cho M H,Farson D,Lim Y C,et al.Hybrid laser/arc welding process for controlling bead profile[J].Science&Technology of Welding&Joining,2007,12(8):677-688.
[27]曾惠林,王新升,檀朝彬,et al.Pipeline all-position laser electric arc hybrid welding safety monitoring device:CN,CN 203509365 U[P].2014.
[28]曾惠林,皮亞東,王新升,等.長輸管道全位置激光-電弧復合焊接技術[J].焊接學報,2012,33(11):110-112.
[29]雷正龍,楊雨禾,李福泉,等.X70鋼管道全位置激光-MAG電弧復合根焊焊縫成形試驗研究[J].中國激光,2015,42(4):43-49.
[30]姜慶源.窄間距管子對接全位置等離子弧焊接試驗[J].焊接,1981(4):14-18.
[31]Haneda M,Imanaga S,Araya T,et al.Study on all-position plasma keyhole welding[J].Journal of the Japan Welding Society,1986,4(2):300-305.
[32]Yamade T,Watahiki S,Sakuma Y,et al.Method of and apparatusforautomaticallyconducting all position plasma welding of pipes:Indian Society of Soil Science,Division of Soil Science and Agricultural Chemistry,US4788409[P].1988.
Research status and expectation on all-position automatic welding for pipeline
GUO Chunfu1,SUN Weiqiang1,2,LIU Boyan1,2,CHANG Yunlong2
(1.Key Laboratory of Guangdong Province of Modern Welding Technology,Institute of Welding Technology,Guangzhou 510650,China;2.School of Material Science and Engineering,Shenyang University of Technology Shenyang 110870,China)
The all-position automatic welding is a kind of pipeline site welding technology and develops rapidly in recent years.The forming principle,scope of application and advantages and disadvantages of all-position TIG welding,all-position metal gas arc welding,all-position high-energy beam welding and laser-hybrid welding are systematically introduced,as well as above welding methods are summarized and compared.The future development direction of all-position automatic welding for pipeline is prospected:the research of high precision sensor,the mechanism of the appearance of weld and the application of high-energy beam welding method in the all-position welding of pipeline will be the focus in future;plasma arc welding is one of future development directions of pipeline all-position automatic welding;all-position automatic welding technology for nonferrous metals such as titanium and titanium alloys is also one of future development directions.
pipeline;all-position welding;research status;expectation
TG457.6
C
1001-2303(2017)11-0077-05
10.7512/j.issn.1001-2303.2017.11.16
本文參考文獻引用格式:郭春富,孫偉強,劉帛炎,等.管道全位置自動焊的研究現狀及展望[J].電焊機,2017,47(11):77-81.
2017-09-06
廣東省科學院項目(2016GDASPT-0311,2016GDASPT-0205);廣東省項目(201BB050502008);廣東省對外科技合作項目(201508030024)
郭春富(1971—),男,高級工程師,學士,主要從事焊接工藝、焊接結構及等離子焊接的研究。E-mail:guochf@gwi.gd.cn。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
制造技術與機床(2018年12期)2018-12-23 02:40:58
汽車工程學報(2017年2期)2017-07-05 08:13:02
