攪拌摩擦焊工藝參數對鎖底接頭性能的影響
2017-12-29 05:46:19
電焊機 2017年11期
(上海航天設備制造總廠,上海200245)
攪拌摩擦焊工藝參數對鎖底接頭性能的影響
湯化偉,張 聃,封小松,高嘉爽,張春峰
(上海航天設備制造總廠,上海200245)
對4 mm厚的7055-T6鋁合金鎖底接頭進行攪拌摩擦焊工藝試驗,研究攪拌針長度和前進側位置對鎖底接頭力學性能和Hook缺陷的影響規律。結果表明:攪拌摩擦焊鎖底接頭在蓋板一側存在Hook缺陷,Hook缺陷遷移量是導致鎖底接頭力學性能變化的主要原因。最優焊接參數為:攪拌針長4 mm,前進側位于底板上的鎖底接頭最大抗拉強度為424.0 MPa,接頭強度系數0.70。
鎖底接頭;7055-T6鋁合金;Hook缺陷;力學性能
0 前言
7055(Al-Zn-Mg-Cu)鋁合金屬于超高強可熱處理強化鋁合金,強度和硬度很高、熱加工性良好、耐腐蝕性能較好,是重要的結構材料,廣泛應用于航空航天等領域[1-2]。
鎖底接頭結構廣泛存在于運載火箭貯箱、冷卻面板等產品中,具有對接接頭和搭接接頭雙重特點[3]。攪拌摩擦焊(FSW)是一種固相連接技術,可有效避免傳統熔化焊產生的裂紋、氣孔等缺陷,是7055鋁合金理想的焊接方法。采用FSW焊接鎖底接頭后,搭接面會產生特有的引鉤缺陷,即“Hook”缺陷[4]。在此以4 mm厚7055鋁合金鎖底結構為研究對象,研究攪拌針長度和前進側位置對攪拌摩擦焊鎖底接頭“Hook”缺陷、力學性能等的影響,從而獲得最優焊接工藝。
1 試驗材料和方法
試驗材料均為7055-T6鋁合金,化學成分見表1。其中蓋板尺寸110 mm×110 mm×4 mm,底板尺寸110 mm×110 mm×12 mm,臺階尺寸 4 mm×4 mm,具體結構如圖1所示。采用龍門式攪拌摩擦焊設備(FSW-LM2-1012)進行焊接。攪拌工具均為圓錐螺紋型,軸肩直徑13 mm,攪拌針端部直徑3.2 mm。選取4 mm、4.5 mm、5 mm針長攪拌工具,前進側分別放在底板和蓋板進行焊接。焊接參數:旋轉速度800 r/min,焊接速度120 mm/min,壓入量0.1 mm。
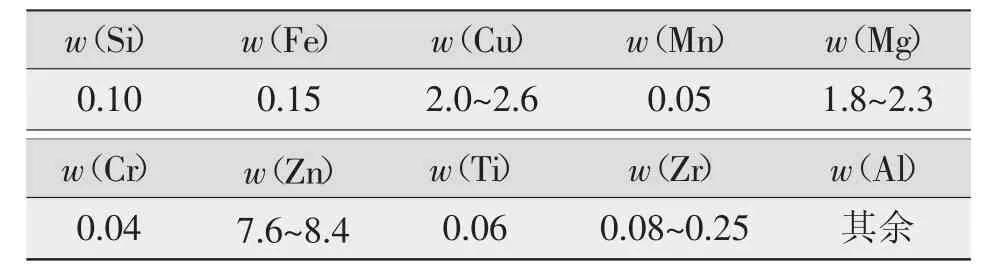
表1 7055-T6鋁合金化學成分%
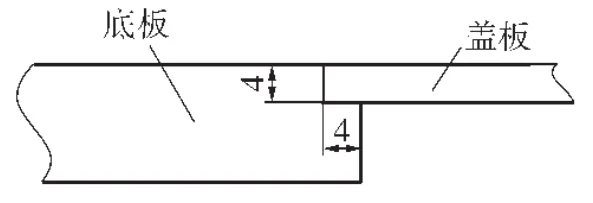
圖1 鎖底結構示意
焊后制備拉伸試樣和金相試樣,測試分析焊縫的力學性能和顯微組織,鎖底接頭拉伸試樣如圖2所示。
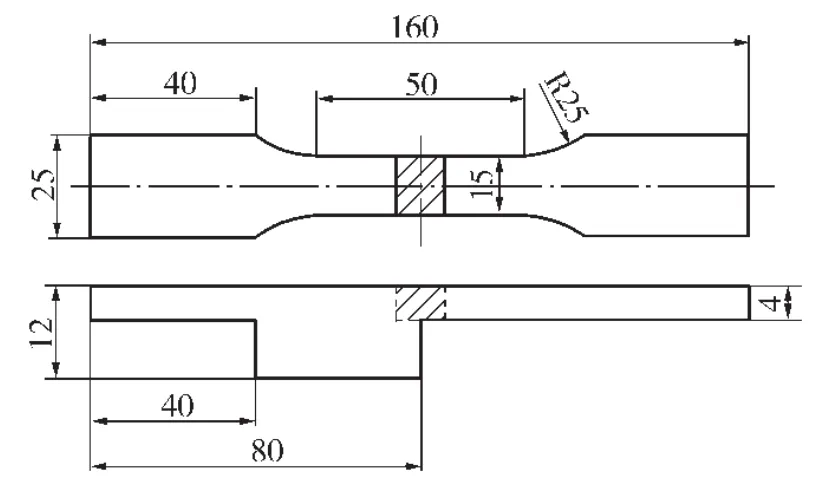
圖2 鎖底接頭拉伸試樣
2 試驗結果和分析
2.1 接頭抗拉強度
試驗結果如表2所示。最優焊接參數為:攪拌針長4 mm,前進側位于底板上的接頭抗拉強度最大為424.0 MPa,接頭系數0.70。
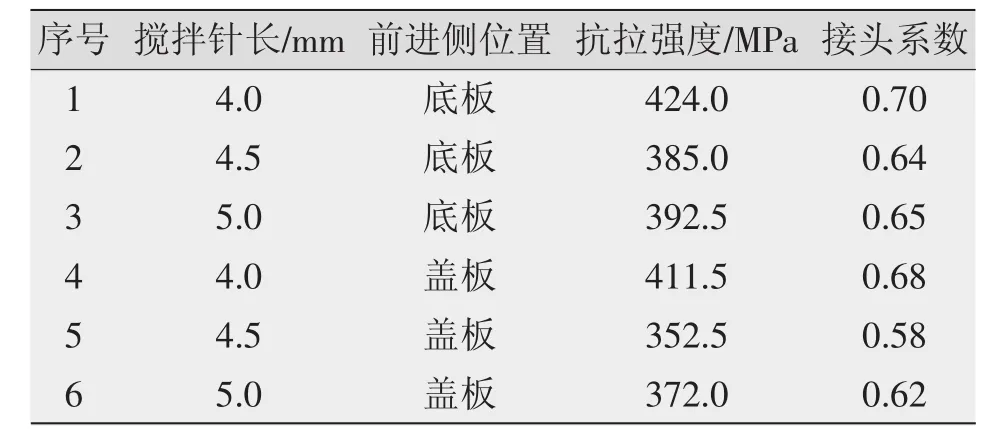
表2 鎖底接頭試驗結果
2.2 接頭宏觀組織形貌
攪拌摩擦焊焊縫區域一般分為焊核區(WNZ)、熱機影響區(TMAZ)、熱影響區(HAZ)和母材(BMZ)。鎖底接頭宏觀形貌見圖3。可知:(1)焊縫區組織與母材區別明顯,且左右不對稱,前進側主要受到剪切作用,相對變形較大,后退側受到擠壓作用,相對變形較小。(2)隨著攪拌針長度的增加,焊縫焊透深度增加。
鎖底接頭由1個對接接頭和1/2個搭接接頭組成,在攪拌摩擦焊過程中焊縫邊緣搭接界面處會發生彎曲變形,即“Hook”缺陷,這是攪拌摩擦焊工藝特點決定的,無法避免。“Hook”缺陷的存在會降低鎖底接頭的有效承載厚度,從而降低鎖底接頭的力學性能。
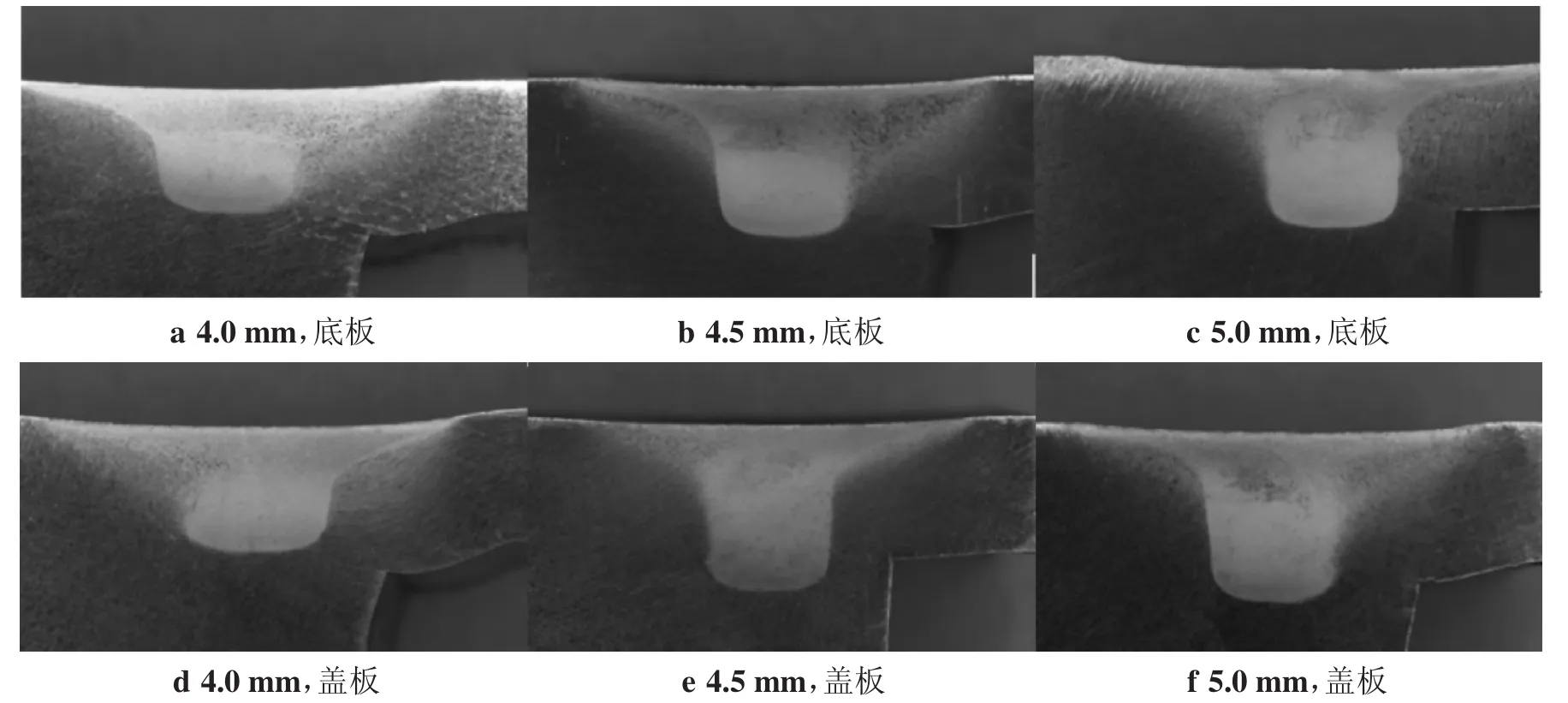
圖3 鎖底接頭宏觀形貌
2.3 攪拌針長和前進側位置對“Hook”缺陷的影響規律
鎖底接頭中“Hook”缺陷放大25倍形貌如圖4所示。由圖可知:(1)當攪拌針長度相同時,前進側位于蓋板時的搭接界面上翹遷移量均大于其位于底板時。(2)當前進側位置相同時,隨著攪拌針長度的逐漸增加,搭接界面上翹遷移量也在逐漸增加。搭接界面上翹遷移量越小,鎖底接頭的有效承載厚度越大,其力學性能也較高。因此,前進側位于底板、攪拌針長度4 mm時,其有效承載厚度最大,力學性 能也越好,與前面力學性能結果一致。
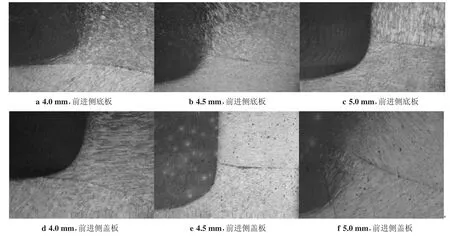
圖3 鎖底接頭“Hook”缺陷
2.4 鎖底接頭顯微硬度
選取攪拌針長4 mm、前進側位于底板的鎖底接頭進行顯微硬度測試,測量點間距0.5 mm,見圖5。
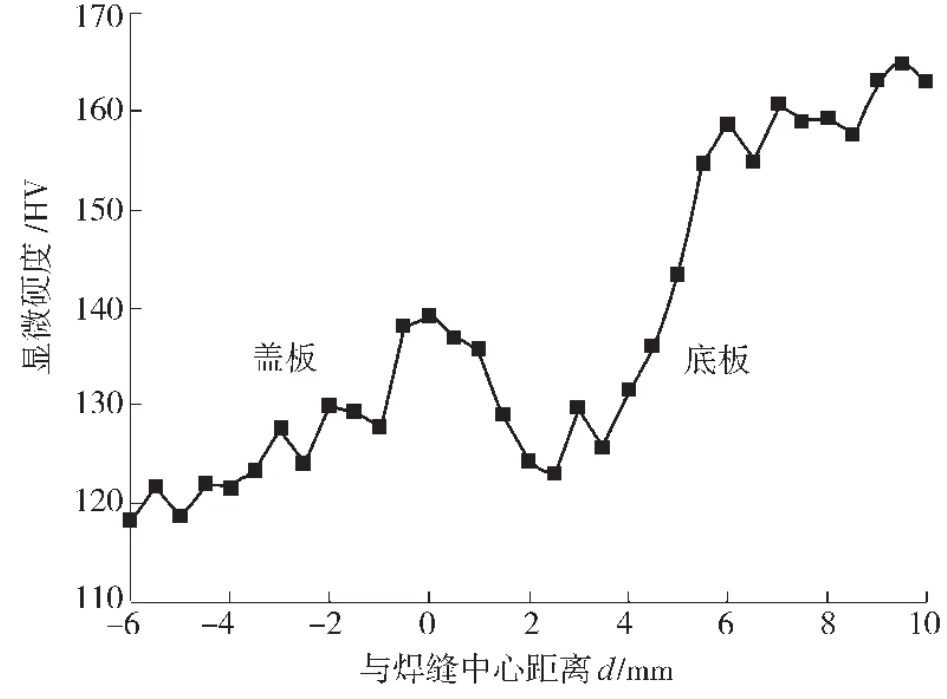
圖3 鎖底接頭“Hook”缺陷
鎖底接頭中底板母材最高硬度約為168 HV。焊核區硬度約為139HV,高于兩側熱機影響區和熱影響區,這是焊核區的細晶強化作用所致。距焊核區兩側6 mm區域為熱機影響區和熱影響區,有不同程度的軟化現象,硬度最低值出現在蓋板一側,約為118HV。
3 結論
(1)最優焊接參數為:攪拌針長4 mm,前進側位于底板上的鎖底接頭抗拉強度最大為424.0 MPa,接頭系數0.70。
(2)焊縫區組織與母材區別明顯,且左右不對稱;隨著攪拌針長度的增加,焊縫焊透深度隨之增加。
(3)當攪拌針長度相同時,前進側位于蓋板時的搭接界面上翹遷移量均大于其位于底板時;當前進側位置相同時,隨著攪拌針長度的逐漸增加,搭接界面上翹遷移量也逐漸增加。
(4)焊核區硬度約為139 HV,高于兩側熱機影響區和熱影響區;硬度最低值約為118 HV,出現在蓋板一側。
[1]潘復生,張丁菲.鋁合金及應用[M].北京:化學工業出版社,2006:59-60.
[2]李成功,巫世杰,戴圣龍,等.先進鋁合金在航空航天工業中的應用與發展[J].中國有色金屬學報,2002,12(1):14-21.
[3]郝云飛,王國慶,厲曉笑,等.焊透深度和前進側位置對FSW貯箱鎖底接頭性能的影響[J].宇航材料工藝,2014(6):14-19.
[4]Fersini D,Perondi A.Analysis and modeling of fatifue life of friction stir welded aluminum alloy single-lap joints[J].Engineering Fracture Mechanics,2008(75):790-803.
Effects of friction stir welding parameters on mechanical properties of lock joint
TANG Huawei,ZHANG Dan,FENG Xiaosong,GAO Jiashuang,ZHANG Chunfeng
(Shanghai Aerospace Equipments Manufacturer,Shanghai 200245,China)
An extensive investigation is carried out on the friction stir welded joints of 7055-T6 aluminum alloy lock with thickness of 4 mm.The effect of the FSW pin length and AS location on the mechanical property and hook defect of lock joints is analyzed.The results show that there is a hook defect on the cover plate side,the migration amount of the hook defect is the main reason for the change of the mechanical properties.The optimal parameters:the pin length is 4 mm,the tensile strength of lock joint in AS location on the base plate is 424.0 MPa,and the strength coefficient of joint is 0.70.
lock joint;7055-T6 aluminum alloy;hook defect;mechanical property
TG453+.9
A
1001-2303(2017)11-0097-03
10.7512/j.issn.1001-2303.2017.11.20
本文參考文獻引用格式:湯化偉,張聃,封小松,等.攪拌摩擦焊工藝參數對鎖底接頭性能的影響[J].電焊機,2017,47(11):97-99.
2017-05-07
上海市優秀技術帶頭人計劃項目(14XD1421600)
湯化偉(1985—),男,工程師,碩士,主要從事鋁合金攪拌摩擦焊技術的研究。E-mail:lajiao9@163.com。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
