大噸位汽車起重機臂體焊接變形及控制
2017-12-29 00:00:00陳龍朱永智趙河林王許濤熊永家
時代汽車 2017年11期
摘要:作為大噸位汽車起重機的關鍵結構,起重臂影響著它的起重性能。目前,起重臂的焊接變形是我公司面臨的重大技術難題,它主要是由臂體兩側長焊縫的焊接及附屬件的焊接造成的。臂體焊接變形量的大小直接影響吊臂的承載能力、結構的尺寸精度和外觀。本文通過對起重臂焊接變形產生原因進行分析,總結出對起重臂焊接變形進行控制的幾種方法。
關鍵詞:汽車起重機;焊接變形;控制;矯形
起重臂是起重機最重要的工件之一,其占整機質量的15%-20%,并且起重機噸位的越大,起重臂所占質量比重會越高,因此起重臂的設計制造直接影響著起重性能。怎么保證起重性能并且減輕臂體重量,是設計臂體面對的關鍵問題。
目前,業內常采用方法有:臂體采用高強度材料,采用多邊形甚至大圓弧替代四邊形吊臂。以上兩種方法能解決保證起重性能且減輕重量的問題,但也帶來焊接變形難以控制的問題。以我司生產的50T汽車起重機橢圓形高強鋼臂體舉例,其采用BS700的鋼材,下彎板部分為橢圓弧形,整體截面形狀為U形。上下彎板之間縱焊縫長度大于10m。由于板厚較厚,焊縫采用多層多道焊。整個結構在焊接后出現了嚴重的內凹外鼓波浪形,嚴重影響了起重機的起重性能和外表美觀。因此。因此,研究分析并控制焊接變形、焊后矯形迫在眉睫。
1臂體焊后變形類型
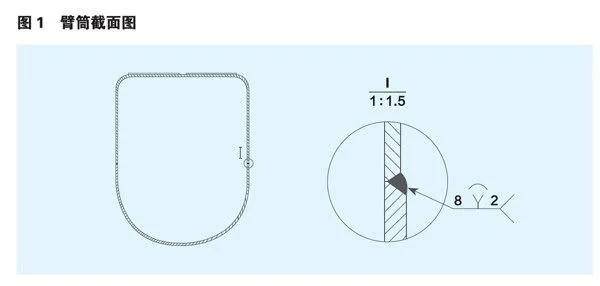
我司的50T起重機臂體結構截面如圖1所示,焊后出現主要變形有波浪變形和扭曲變形同時還帶有小的角變形和彎曲變形。這些變形會導致焊縫周圍凸凹不平、臂體整體上下或左右彎曲以及臂體兩端相對于中軸線扭斜。出現以上種種變形均會導致起重臂的安裝、伸縮困難,以及載重時的穩定性。
2焊接變形影響因素
起重機臂筒焊接過程,由于臂筒焊縫長度較長,焊接過程實則是臂筒局部加熱后冷卻凝固的過程,在這個過程中,臂筒溫度場不均勻,出現不均勻的膨脹和收縮,內部產生焊接應力導致不同發生變形。常見的焊接應力有縱向和橫向兩種。根據實踐經驗,產生變形的因素有以下幾種。
2.1焊前材料內應力
組成臂筒的高強鋼鋼板鋼板內部存在有未釋放的內應力,在切割下料過程中鋼板內部又會產生切割殘余內應力,如果不進行內應力消除直接折彎,彎板內將會產生更為復雜的內應力,導致變形。
2.2上下彎板厚度不一
為了減輕臂體重量,上下彎板采用的不同厚度鋼板,這樣就會造成焊縫距離筒體截面形心有一定距離,這樣會殘生彎曲和扭曲變形。
2.3臂筒內空
在機械手焊接過程中,由于臂筒內空無支撐,在自身重量影響下,兩側焊縫往中間收縮形成彎曲變形。
2.4臂筒上零部件組焊順序
起重臂筒體自動焊后,為了增強吊臂的局部強度及鋼度,在筒體周圍增加一些零部件件,例如如加強板、加強槽鋼等,這些零部件件是由手工二保焊操作完成的,各個零部件的位置、焊接順序直接影響起重臂的成形。所以良好的組對質量和合理的焊接順序是控制起重臂焊接變形的最重要環節。
3控制起重臂變形的工藝方法
3.1焊前材料預處理
通過拋丸和軋制校平可以消除材料本身的氧化皮、鐵銹和軋制內應力。因此原材料預處理順序:拋丸一軋制校平—等離子切割一軋制校平一折彎。通過這個順序,折彎后的旁彎量最大為15mm,通過錘擊方法控制旁彎量在8mm左右。
3.2焊前采用反變形法處理
在組對上下蓋板過程中,由于上下蓋板焊縫處的旁彎位置不確定,完全保證嚴密的組對焊縫是幾乎不可能的。為保證組對嚴密與組對電焊過程不變形,在臂筒空腔內部加入支撐桿,支撐桿間隔1000mm安放一個(直至所有零部件焊完以后再去除)。根據實踐經驗,撐桿長度要較臂筒內尺寸大5-8mm。通過這種反變形抵消焊接過程收縮量。加撐相對于不加撐臂筒變形小3-5mm。
3.3采用合理的工藝參數
合理的工藝參數是減少焊接應力和控制焊接變形的常用方法,對控制焊接變形有重要作用。針對該50T大臂的焊接,盡量采用熱輸入小的焊接方法,并且結合跳焊法、逆向分段退焊法等方法,可有效減小焊接變形;根據不同的材質、板厚、焊接位置和焊縫類型合理選用焊接工藝參數,盡可能將焊接電流控制在下限值,以減小熱輸入。
3.4采用合理的焊接順序
合理的焊接順序可以減小焊接變形:盡量采用先內后外、從中間到兩端、先短后長、長焊縫同方向焊接的對稱焊接方法,使工件受熱均勻,減小焊接應力的產生。對于臂筒上面的零部件先拼焊再進行滿焊,相較與不采取措施的臂筒焊接,起重臂彎曲變形量減小4-8mm,波浪變形量減小3-5mm。
3.5焊后矯正(內加千斤頂、外加液壓機)
以上所有方法使用完以后臂體焊縫兩側仍然不可避免出現凸凹不平,罪域凸起來超過圖紙尺寸要求的通過液壓機加壓校正,對于凹陷超過圖紙尺寸5mm以上的,通過人工內置千斤頂,利用火焰加熱(火焰加熱溫度不能超過450℃)構件延長的特性,等冷卻以后再去除千斤頂防止其收縮的方法校正凹陷。最后,焊縫處的平面度能夠保證在+2mm以內。
4結語
通過對大噸位起重機臂體焊接變形的原因分析,結合實踐過程中對工藝方法的優化,可以知道:通過制定合理的工藝參數,安排合理的焊接順序,以及焊后采用機械和火焰校正等方法,可以有效的控制焊接變形。