數控高速切削自制焊接刀的加工分析與實踐
2018-01-03 12:34:50楊莉
山東工業技術 2018年24期
關鍵詞:數控加工
楊莉
摘 要:針對立輥軋機機架的結構,需要機架外側加工出外圓柱面,且加工精度要求極高,經過冷軋后的材料表層上存在著氧化鐵皮、形狀偏差、尺寸偏差、裂紋等缺陷,在普通機床上存在著加工困難,效率低等問題,基于以上因素,采用自制焊接刀和常用鏜刀桿與數控程序相結合的加工方法,保證機架外圓的加工精度和安裝精度,使其滿足使用性能。
關鍵詞:自制焊接刀;鏜刀桿;鏜床加工;數控加工
DOI:10.16640/j.cnki.37-1222/t.2018.24.034
0 引言
立輥軋機機架的結構,需要機架外側加工出外圓柱面,對于傳統加工圓鋼外圓存在弊端,如車削速度慢、進給量小。在切削加工過程中,工件容易受切削力的作用產生彎曲變形,對工件的裝夾、刀具、夾具和切削用量等的選用要考究,對加工操作員的技術水平要求較高,且加工效率低。基于此加工難點,一些專家[1]提出了對外形較大且不規則的零件采用內腔回轉體中增加多個刀片的方式,形成可加工外圓的回轉復合刀具的方法[2],達到減少裝夾時間從而提高加工精度。通過總結經驗,提出了一種數控高速切削自制焊接刀的加工方法,并進行了加工實踐驗證,實現了零件的高效、高精度的加工。
1 結構特點和加工難點
1.1 結構特點
在某立輥軋機機架的生產中,由于此機架采用了分體式結構,按零件的使用性能,設計要求在上下兩片機架外側各加工出兩緊箍用外圓柱面,如圖1所示,緊箍用外圓柱面的結構特點,采用上下兩個半圓形結構,中間為結合面。尺寸需達到φ500u6(+0.58/+0.54)×130mm。
1.2 加工難點
經工藝分析及總結以往加工經驗,為保證加工周期和加工質量,采用了自制焊接刀和常用鏜刀桿與數控程序相結合的方法,解決了鏜床加工高精度外圓的難題。
2 數控加工方法
通過分析緊箍用外圓柱面的結構特點是采用上下兩個半圓形結構,中間為結合面,需制定出一種合理且高效的加工方法。
2.1 加工工藝分析
根據毛坯件的情況,單邊余量達25mm,按原工藝要求完全采用車削符圖的加工工藝,不但加工效率低,而且容易產生震紋和打刀等情況,但全要靠數控程序銑削又無法滿足技術要求,緊箍無法順利裝入,且上下機架不能達到緊密貼合,解決辦法是改進工藝。
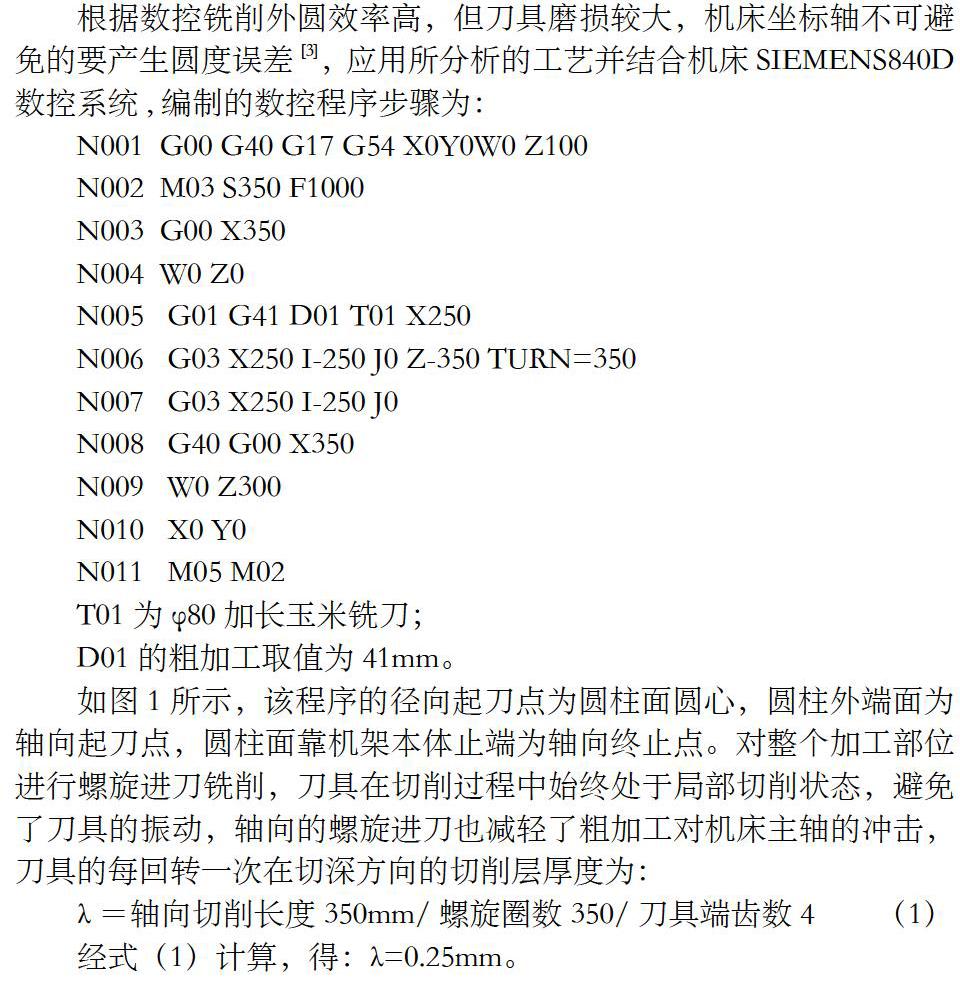
2.2 數控編程
3 加工方法分析
經數控機床按制定的程序加工,對其存在問題進行分析,通過實踐檢驗,該方法在不用二次更換刀片的情況下可使粗加工連續完成。刀具補償在半徑上預留了1mm加工余量,使精加工的工作量驟減。
為保證精加工后外圓柱面的形狀尺寸要求,分析現有的加工方法,提出采用自制 “L”形鏜刀的車削的方法完成加工,如圖2所示。
將兩把40×40的YT5型90°鏜刀用“J422”焊條焊接成型,將刀尖刃磨為負向切削刃,再將其應用于普通鏜刀桿上,如圖2所示。因粗加工以只預留了1mm的加工余量,刀具切削中不會受到較大的切削抗力,因而能較好的保證加工精度,精加工時,因該部位實體是由上下兩部分組成,切削層在通過上下結合面時會自動斷屑,使表面粗糙度值控制在Ra值為3.2um以上,在半精加工半徑余量0.1~0.2mm的情況下,經實踐檢驗,圓度圓柱度均可保證在0.02mm以內,從而
達到加工要求。
4 結論
立輥軋機機架外側加工外圓柱面,提出采用自制焊接刀和常用鏜刀桿與數控程序相結合的加工方法,最大的優點是既能發揮數控機床的程序加工優勢,又將常規鏜削方法有機結合。加工效率高,節約成本,不需專用工裝,加工可調范圍大,在鏜床車削加工此類短外圓柱面時可推廣應用。
參考文獻:
[1]馬鴻杰.加工外圓的回轉復合刀具開發[J].湖南農機,2011,38(05):75-77.
[2]S.Houliara,S.A.Karamanos,Buckling and post-buckling of long pressurized elastic thin-walled tubes under in-plane bending[J].International Journal of Non-Linear Mechanics,2006:491-511.
[3]葛衛國.基于宏程序在數控車床編程中的運用與探討[J].制造業自動化,2010,32(04):32-35.
猜你喜歡
科技創新與應用(2016年34期)2016-12-23 18:55:29
職業·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術新產品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18