小直徑深孔成形及其位置度保證方法解析
2018-01-05 03:06:13王世涌王卓南
東方汽輪機(jī) 2017年4期
王世涌,王卓南
(東方汽輪機(jī)有限公司,四川 德陽,618000)
小直徑深孔成形及其位置度保證方法解析
王世涌,王卓南
(東方汽輪機(jī)有限公司,四川 德陽,618000)
小直徑深孔的成形在機(jī)加工領(lǐng)域一直面臨著諸多難題,如鉆削時(shí)采用不恰當(dāng)?shù)膮?shù)導(dǎo)致鉆頭的折斷;鉆削后小孔出口處位置度不佳;加工時(shí)鉆頭的長徑比過大導(dǎo)致鉆頭全跳動(dòng)差等。文章介紹了一種采用通用設(shè)備加工小直徑深孔的方法,在有效地提高其粗糙度的同時(shí),也可保證其位置度。
小直徑,深孔,位置度,參數(shù)
1 前言
本文以典型零件為例,介紹了一種小直徑深孔加工的方法,既提高了孔壁粗糙度的同時(shí),也保證了孔的出口位置度。此類孔分布于某持環(huán)的外圓上,其結(jié)構(gòu)由Φ6.6、Φ2、Φ1三個(gè)不同直徑的孔組成的階梯孔。目前鉆孔的方式分為鏜削和鉆削兩種。孔徑較大,長徑比較小的孔適合鏜削加工。但對(duì)于小孔而言,鉆削無疑是最適合的加工方式。在鉆削加工過程中,鉆頭的鉆刃部分處于已加工面的包圍之中,其散熱差、排屑不暢等會(huì)影響加工質(zhì)量和鉆頭的壽命。本文在多次試驗(yàn)的基礎(chǔ)上,介紹了鉆孔時(shí)的重、難點(diǎn),可為小直徑深孔加工提供經(jīng)驗(yàn)。
2 孔的分布及結(jié)構(gòu)特點(diǎn)
孔的分布如圖1所示。該持環(huán)的最大外徑Φ698 mm,最小內(nèi)徑Φ476 mm。如圖2所示,斜孔從外向內(nèi)的直徑和深度分別為Φ6.6×14,Φ2×12,Φ1×8。由于持環(huán)內(nèi)徑小,機(jī)床很難從內(nèi)圓直接加工,故只能采取從外圓加工的方式。也就是說,當(dāng)加工到Φ1孔時(shí),刀具的長徑比至少會(huì)達(dá)到34∶1,再加之持環(huán)凸肩高度,刀具的長徑比最大需達(dá)到 75∶1。

圖1 持環(huán)結(jié)構(gòu)圖

圖2 孔系結(jié)構(gòu)圖
3 工藝流程
由于此階梯孔屬于小型深孔,故加工時(shí)考慮采用鉆削的方式,鉆削的工藝流程見圖3。

圖3 加工流程圖
采用此流程的風(fēng)險(xiǎn)有以下幾點(diǎn):(1)鉆削Φ1斜孔時(shí),采用的鉆頭長徑比非常大,鉆頭容易折斷;(2)鉆削Φ1斜孔時(shí),斜孔出口位置度無法保證;(3)鉆削Φ6.6斜孔時(shí),為了避讓凸肩高度,采用的硬質(zhì)合金直柄麻花鉆由于長徑比大,會(huì)引起鉆頭顫動(dòng),導(dǎo)致斜孔表面粗糙度下降。
4 加工機(jī)床和刀具的選擇
4.1 機(jī)床的選擇
工件最大外徑為Φ698 mm,加之孔與軸向中心線有2°~4°不等的夾角。若采用4軸加工中心則需制作額外的工裝保證孔與軸向中心線的角度,增加成本的同時(shí),也無法保證精度,加之鉆孔時(shí)轉(zhuǎn)速、機(jī)床穩(wěn)定性等因素,結(jié)合工廠實(shí)際情況考慮,最終選擇了A/C軸雙擺頭五軸龍門銑。其具體參數(shù)如表1所示。

表1 機(jī)床參數(shù)表
4.2 刀具的選擇
加工Φ6.6孔時(shí),由于受工件外圓凸肩的限制,無法使用接長刀柄,那么必須依靠鉆頭長度來滿足鉆削深度要求。經(jīng)過實(shí)際尺寸的比對(duì),我們選擇了Φ6.6×170帶內(nèi)冷功能的整體硬質(zhì)合金麻花鉆。
加工Φ2孔時(shí),考慮到鉆頭夾持長度,鉆孔深度等原因,我們采用的是Φ2×75整體硬質(zhì)合金麻花鉆。
加工Φ1孔時(shí),鉆頭的剛性和鉆削的穩(wěn)定性是重中之重。若剛性不夠,則可能導(dǎo)致孔的出口位置偏差過大,無法滿足圖紙的要求;若鉆削時(shí)穩(wěn)定性差,則可能導(dǎo)致鉆頭的折斷。Φ1孔的加工過程是不可逆的,一旦鉆頭折斷則無法取出。考慮上述因素,我們選擇了Φ1×75整體硬質(zhì)合金麻花鉆。
5 加工參數(shù)的選擇
加工參數(shù)選擇的合適與否直接關(guān)系到孔的成形以及孔的質(zhì)量。根據(jù)小孔加工的特點(diǎn),轉(zhuǎn)速宜高不宜低:若轉(zhuǎn)速過低,則會(huì)導(dǎo)致鉆頭的線速度降低,使得切削阻力增大引起鉆頭的折斷。根據(jù)該鉆頭推薦線速度15~25 m/min,在試件上進(jìn)行多次試驗(yàn),如圖4所示。

圖4 試驗(yàn)簡圖
經(jīng)試驗(yàn)證明:當(dāng)轉(zhuǎn)速調(diào)整在6 000~7 000 r/min,即線速度19~22 m/min,可使得鉆削質(zhì)量最穩(wěn)定。
6 加工過程
加工時(shí)先采用與持環(huán)材質(zhì)類似的15CrMoR鋼板做切削試驗(yàn),現(xiàn)在試驗(yàn)件上銑削V型槽,用以替代產(chǎn)品中的沉槽。銑完V型槽后進(jìn)行Φ6.6×14斜孔鉆削,采用機(jī)床外冷。當(dāng)鉆削完成后發(fā)現(xiàn),孔表面粗糙度很差,孔壁有刮痕,初步分析是因?yàn)棣?.6鉆頭長徑比大,在鉆削時(shí)鉆頭剛性較差,全跳動(dòng)大導(dǎo)致,見圖5。

圖5 Φ6.6孔鉆削圖
預(yù)鉆定心孔是解決此問題的最佳手段。我們采用Φ2.5定心鉆預(yù)鉆定心孔,深度0.5 mm即可,采用此方法后,孔壁質(zhì)量明顯提升,見圖6。
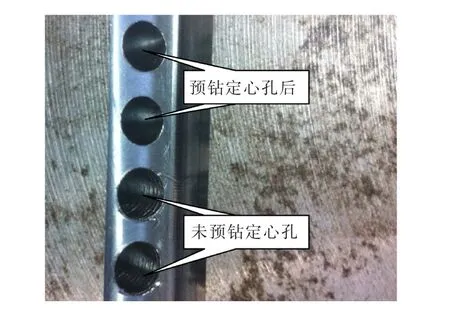
圖6 粗糙度對(duì)比圖
進(jìn)行Φ2孔鉆削,同樣采用機(jī)床外冷,鉆削時(shí)未發(fā)現(xiàn)異常。而后進(jìn)行Φ1孔鉆削時(shí),當(dāng)進(jìn)行第2個(gè)孔加工時(shí)鉆頭折斷。根據(jù)現(xiàn)場情況初步判斷是由于排屑不暢導(dǎo)致,鐵屑纏繞在鉆頭上,在加工過程中無法被冷卻液沖掉,在孔中發(fā)現(xiàn)的鐵屑同樣為長條狀,見圖7。

圖7 斷屑不佳
經(jīng)過多次試驗(yàn),決定更改普通的鉆削方式為啄鉆 (peck drilling),即邊鉆邊退的方式。啄鉆的優(yōu)點(diǎn)是可以強(qiáng)制斷屑,對(duì)于有內(nèi)冷的鉆頭而言,鉆頭退刀的距離可設(shè)置得很短,利用冷卻液的壓力將鐵屑排出;對(duì)于沒有內(nèi)冷的鉆頭而言,鉆頭每次退刀必須退到起始平面之上,保證機(jī)床的外冷將鐵屑帶走。在設(shè)置每鉆深度方面,每鉆深度越淺,對(duì)鉆頭的磨損越小。在本次Φ1斜孔鉆削時(shí)采用的參數(shù)如表2所示。鉆削結(jié)果如圖8所示,孔上下偏差極大值約0.8 mm,且孔位分布不均勻。

表2 鉆削參數(shù)表

圖8 優(yōu)化前效果圖
經(jīng)分析,孔位置度不佳可能是由于以下兩個(gè)原因造成:(1)鉆削時(shí)無定心孔定心,從孔的入口開始便產(chǎn)生偏差,鉆削過程中偏差逐漸加大;(2)Φ1鉆頭長徑比太大,剛性差,鉆削時(shí)鉆頭左右偏擺導(dǎo)致。為了驗(yàn)證以上原因,采取了如圖9所示優(yōu)化后的加工流程。

圖9 流程優(yōu)化圖
采用優(yōu)化的加工流程后,用一把鉆頭連續(xù)加工6個(gè)斜孔,鉆頭磨損小、無折斷,每個(gè)鉆孔平均耗時(shí)6~7 min,孔口位置度明顯提升,結(jié)果如圖10所示。

圖10 優(yōu)化后效果圖
7 結(jié)語
根據(jù)加工結(jié)果可得出以下結(jié)論:(1)小直徑孔加工時(shí)需采用高轉(zhuǎn)速機(jī)床,配以啄鉆的方式,可保證鉆孔的穩(wěn)定性,有效提高刀具的使用壽命;(2)預(yù)鉆定心孔是提高小直徑深斜孔表面粗糙度,保證斜孔出口位置度的重要手段;(3)由于鉆頭較長,調(diào)刀時(shí)鉆頭全跳動(dòng)在所難免,不必刻意調(diào)整。
Analysis of Small Diameter Deep Hole Forming and Its Position Guarantee Method
Wang Shiyong,Wang Zhuonan
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
The processing of small diameter deep holes has been faced with many problems in the field of machining,such as the fracture of abit is caused by improper parameters in drilling,the small hole outlet position is poor after drilling,the ratio of the length to diameter of the drill is large to cause drift full difference.This paper introduces a method of machining small diameter deep hole by general equipments.It can effectively improve its roughness and ensure its position.
small diameter, deep hole, position, parameter
TK266
B
1674-9987(2017)04-0036-03
10.13808/j.cnki.issn1674-9987.2017.04.008
王世涌 (1964-),男,高級(jí)工程師,畢業(yè)于湘潭機(jī)電專科學(xué)校,一直從事靜子部件、轉(zhuǎn)子部件生產(chǎn)技術(shù)服務(wù)工作。