保溫時(shí)間對(duì)Ti-28Ni釬料釬焊連接Ti60/高鈮TiAl合金接頭的影響研究
2018-01-08 07:25:44彭赫力包潘飛楊旭東劉海建宋曉國(guó)
上海航天 2017年6期
關(guān)鍵詞:界面
彭赫力,昝 林,包潘飛,楊旭東,劉海建,宋曉國(guó)
(1.上海航天精密機(jī)械研究所,上海 201600; 2.上海航天技術(shù)研究院,上海 201109; 3.哈爾濱工業(yè)大學(xué)(威海)山東省特種焊接技術(shù)重點(diǎn)實(shí)驗(yàn)室,山東 威海 264209)
保溫時(shí)間對(duì)Ti-28Ni釬料釬焊連接Ti60/高鈮TiAl合金接頭的影響研究
彭赫力1,昝 林2,包潘飛3,楊旭東1,劉海建1,宋曉國(guó)3
(1.上海航天精密機(jī)械研究所,上海 201600; 2.上海航天技術(shù)研究院,上海 201109; 3.哈爾濱工業(yè)大學(xué)(威海)山東省特種焊接技術(shù)重點(diǎn)實(shí)驗(yàn)室,山東 威海 264209)
在釬焊溫度1 080 ℃、保溫時(shí)間0~15 min條件下,用Ti-28Ni釬料對(duì)Ti60與高鈮TiAl合金釬焊連接進(jìn)行了研究。用SEM,EDS等方法對(duì)接頭微觀組織進(jìn)行分析,并研究了保溫時(shí)間對(duì)接頭連接界面微觀組織和力學(xué)性能的影響。結(jié)果表明:獲得的接頭無(wú)氣孔和熱裂紋,接頭的典型界面結(jié)構(gòu)為T(mén)i60/α+(α+β)/Ti2Ni+(α+B2)/α+Ti3Al/Ti3Al/B2/高鈮TiAl合金;當(dāng)保溫時(shí)間較短時(shí),斷裂發(fā)生在釬縫處,釬縫區(qū)含大量Ti2Ni相,隨著保溫時(shí)間的延長(zhǎng),Ti2Ni相逐漸消失,α+Ti3Al網(wǎng)狀區(qū)面積不斷增大且向Ti60合金側(cè)偏移,保溫時(shí)間過(guò)長(zhǎng)時(shí),接頭斷裂位置由釬縫區(qū)向高鈮TiAl合金母材側(cè)偏移,斷裂形式為脆性斷裂。保溫時(shí)間10 min時(shí),接頭平均剪切強(qiáng)度達(dá)到最大值139 MPa。
Ti60合金; 高鈮TiAl合金; 釬焊連接; Ti-28Ni釬料; 保溫時(shí)間; 界面組織; 力學(xué)性能
0 引言
Ti60合金作為一種新型近α型高溫合金,采用高合金化、微合金化和復(fù)合強(qiáng)化方式,在Ti-Al-Sn-Zr的基礎(chǔ)上加入一定量的Ta,Nb,Mo三種高熔點(diǎn)的β穩(wěn)定元素而成,有較高的熱強(qiáng)性和抗氧化性,是現(xiàn)代航空發(fā)動(dòng)機(jī)制造中極具前景的材料之一[1-4]。TiAl基合金具低密度、高強(qiáng)度,以及優(yōu)良的抗氧化與抗蠕變性能,有望在航空航天領(lǐng)域代替?zhèn)鹘y(tǒng)Ni基合金,而Nb元素的大量加入使其具備更優(yōu)異的高溫力學(xué)性能[5-8]。因此,研究?jī)烧唛g的連接對(duì)推動(dòng)其在航天中的應(yīng)用有重要意義。
對(duì)Ti合金與TiAl基合金的連接來(lái)說(shuō),目前主要有熔化焊、擴(kuò)散焊和釬焊等方法[9-13]。由于TiAl基合金的本質(zhì)脆性及熱裂傾向,導(dǎo)致熔化焊接TiAl基合金時(shí),接頭易產(chǎn)生裂紋[14]。因此,多采用擴(kuò)散焊或釬焊方法對(duì)兩者進(jìn)行自身或與其他異種金屬連接。擴(kuò)散連接過(guò)程中,存在能耗大、周期長(zhǎng)和對(duì)設(shè)備要求高等問(wèn)題,限制了其實(shí)際應(yīng)用。釬焊連接具方法簡(jiǎn)單、對(duì)設(shè)備要求低和周期短等優(yōu)點(diǎn),因此研究Ti合金與TiAl基合金的釬焊連接備受關(guān)注,但關(guān)于Ti60合金與高鈮TiAl合金的釬焊連接卻鮮有報(bào)導(dǎo)。
為更好地實(shí)現(xiàn)Ti60合金與高鈮TiAl合金的高溫性能應(yīng)用,本文采用自制Ti-28Ni釬料對(duì)其進(jìn)行釬焊連接,可使接頭在高溫環(huán)境中充分發(fā)揮作用,并對(duì)接頭的界面組織結(jié)構(gòu)及生成產(chǎn)物進(jìn)行分析,重點(diǎn)研究了保溫時(shí)間對(duì)界面微觀組織和力學(xué)性能的影響,結(jié)果可為T(mén)i60合金與高鈮TiAl合金的連接提供可靠的實(shí)驗(yàn)數(shù)據(jù)及理論支持。
1 實(shí)驗(yàn)
試驗(yàn)所用Ti60合金是在TA12的基礎(chǔ)上增加了元素Al,Sn,Si的含量,其化學(xué)成分見(jiàn)表1。所用高鈮TiAl合金(TAN)由先進(jìn)金屬材料國(guó)家重點(diǎn)實(shí)驗(yàn)室提供,名義成分為T(mén)i-45Al-8.5Nb-(W,B,Y),其化學(xué)成分見(jiàn)表2。試驗(yàn)用Ti-28Ni釬料由Ti箔和Ni箔按72∶28的質(zhì)量百分比,經(jīng)電弧熔煉后放入真空爐中進(jìn)行850 ℃/10 h的擴(kuò)散退火而成。Ti-28Ni釬料的微觀組織如圖1所示。對(duì)A,B兩點(diǎn)進(jìn)行能譜分析可知:由灰白色(點(diǎn)A)的Ti2Ni相和深灰色(點(diǎn)B)Ti(s,s)相組成,成分見(jiàn)表3。所用釬料的固相線和液相線溫度分別為940,980 ℃[15]。

表1 Ti60合金成分

表2 高鈮TiAl合金成分
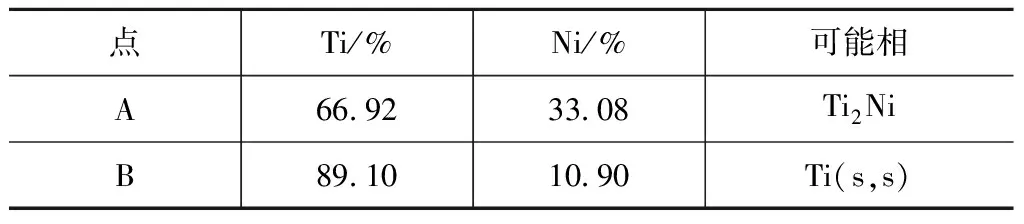
點(diǎn)Ti/%Ni/%可能相A66923308Ti2NiB89101090Ti(s,s)
連接前用線切割分別將Ti60合金和高鈮TiAl合金加工成20 mm×10 mm×3 mm, 5 mm×5 mm×3 mm兩種尺寸,釬焊面積5 mm×5 mm。將待連接表面分別用300,800,1 200目的SiC砂紙逐級(jí)打磨。先用線切割將Ti-28Ni釬料切成薄片,再用砂紙將其厚度打磨至50 μm,將試樣及釬料放入丙酮中超聲清洗10 min,除去表面油污,取出風(fēng)干后按圖2(a)裝配,并對(duì)試件施加約1 kPa的壓力,以保證其緊密接觸。將裝配好的試樣放入真空度約5×10-3Pa的ZC-ZK/YL3真空釬焊爐中進(jìn)行釬焊連接,連接溫度1 080 ℃,保溫時(shí)間0~15 min。
釬焊過(guò)程中,先以速率20 ℃/min從室溫加熱至800 ℃,隨后以速率10 ℃/min加熱至940 ℃,保溫5 min后以速率5 ℃/min繼續(xù)加熱至1 080 ℃,保溫特定時(shí)間后以速率10 ℃/min降溫至600 ℃,最后隨爐冷卻至室溫。
實(shí)驗(yàn)采用場(chǎng)發(fā)射掃描電鏡(FESEM,MERLIN Compact,Zeiss)及能譜儀(EDS,OCTANE PLUS,EDAX)分析接頭微觀組織和斷口形貌。用Instron-5967型萬(wàn)能試驗(yàn)機(jī)對(duì)接頭進(jìn)行剪切測(cè)試,壓頭加載速度0.5 mm/min,剪切如圖2(b)所示。剪切過(guò)程中,選取同一連接工藝參數(shù)下的5個(gè)試樣分別測(cè)試,取其平均值。
2 結(jié)果與討論
2.1 典型界面結(jié)構(gòu)分析
在釬焊溫度1 080 ℃,保溫時(shí)間0 min的連接工藝參數(shù)條件下,所得接頭的微觀組織如圖3所示。由圖3(a)可知:所得接頭無(wú)氣孔、裂紋等明顯缺陷。可將其劃分為三個(gè)區(qū)域,其中Ⅰ、Ⅲ為靠近母材側(cè)的擴(kuò)散區(qū),Ⅱ?yàn)殁F縫區(qū)。
為確定不同區(qū)域的物相分布,放大微觀組織,結(jié)果如圖3(b)、(c)所示,并結(jié)合相圖進(jìn)行能譜分析,結(jié)果見(jiàn)表4。區(qū)域Ⅰ有兩種不同的襯度,因此可推測(cè)其有兩種物相,對(duì)淺灰色物相點(diǎn)C和暗白色物相點(diǎn)D進(jìn)行能譜分析,發(fā)現(xiàn)其主要含Ti元素,再根據(jù)Ti60的成分可推測(cè)點(diǎn)C為α+β相,點(diǎn)D為α相。灰白色物相B和深灰色物相A位于釬縫區(qū),由于此時(shí)保溫時(shí)間極短,釬縫中含大量Ni元素,在降溫過(guò)程中,原始釬料Ti(s,s)中的β-Ti會(huì)在Ni元素作用下轉(zhuǎn)化為B2相,因此結(jié)合其原子比可推測(cè),點(diǎn)A為(α+B2)相,點(diǎn)B代表相為T(mén)i2Ni相。對(duì)區(qū)域3進(jìn)行能譜分析,發(fā)現(xiàn)網(wǎng)狀暗白色相點(diǎn)E主要含Ti元素,且Ti與其他原子并不構(gòu)成相應(yīng)化合物的相近比例,因此可推測(cè)其為α相。對(duì)帶狀灰色物相點(diǎn)F,根據(jù)Ti-Al相圖可知:Ti3Al相的Ti,Al原子比為1.5∶1~3.2∶1,因此可推測(cè)點(diǎn)F對(duì)應(yīng)的相為T(mén)i3Al相[16]。對(duì)點(diǎn)G所在區(qū)域進(jìn)行能譜分析,可知其為B2相。
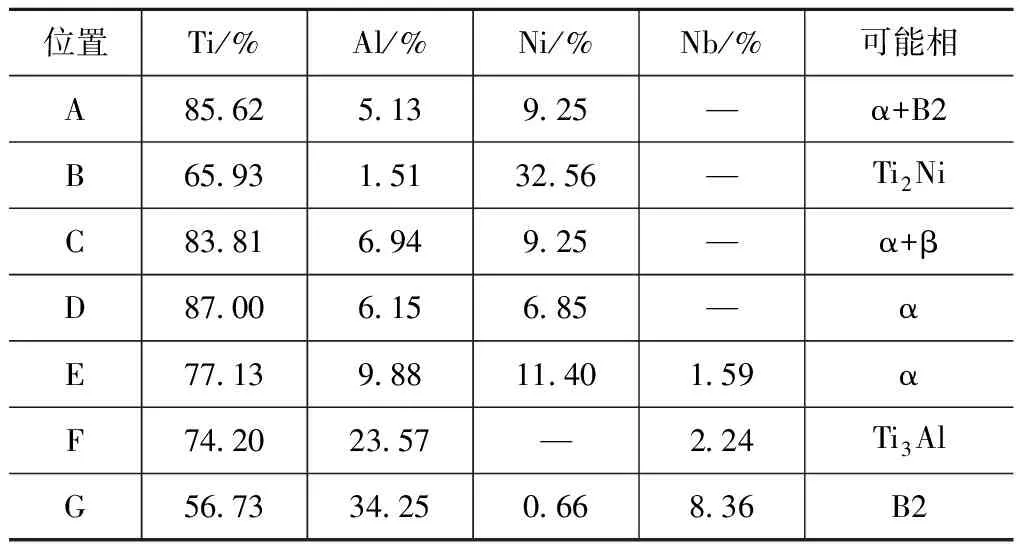
位置Ti/%Al/%Ni/%Nb/%可能相A8562513925—α+B2B65931513256—Ti2NiC8381694925—α+βD8700615685—αE77139881140159αF74202357—224Ti3AlG56733425066836B2
2.2 保溫時(shí)間對(duì)界面組織結(jié)構(gòu)的影響
釬焊溫度1 080 ℃,不同保溫時(shí)間下接頭的微觀組織如圖4所示。由圖4可知:隨著保溫時(shí)間的延長(zhǎng),接頭的微觀組織特別是釬縫區(qū)出現(xiàn)較大差異,說(shuō)明保溫時(shí)間對(duì)接頭的微觀組織結(jié)構(gòu)影響較大。
圖4中各點(diǎn)成分分析結(jié)果見(jiàn)表5。當(dāng)保溫時(shí)間小于10 min時(shí),釬縫區(qū)(Ⅱ)中含大量連續(xù)的灰白色Ti2Ni相,釬縫寬度約等于釬料厚度,擴(kuò)散區(qū)(Ⅲ)中只有一薄層連續(xù)的Ti3Al相,這主要是由于保溫時(shí)間較短,釬料與母材間原子擴(kuò)散不充分所致。當(dāng)保溫時(shí)間大于10 min時(shí),連續(xù)的Ti2Ni相與各區(qū)域間的界限逐漸消失。經(jīng)能譜分析,點(diǎn)A、B分別代表Ti3Al相和α-Ti相,隨著保溫時(shí)間的延長(zhǎng),其網(wǎng)狀兩相混合區(qū)面積明顯增大且向Ti60母材側(cè)偏移,這主要是因?yàn)殡S著保溫時(shí)間的延長(zhǎng),釬縫中的Ti原子向高鈮TiAl合金側(cè)擴(kuò)散量增大,在降溫過(guò)程中由于Nb,Ni元素的作用,β-Ti轉(zhuǎn)變?yōu)锽2相且其厚度不斷增加,而大量擴(kuò)散的Ti原子也會(huì)使帶狀Ti3Al層逐漸向α-Ti與Ti3Al組成的兩相混合區(qū)轉(zhuǎn)化,因此造成其面積不斷增大并向Ti60側(cè)偏移。
以連接溫度1 080 ℃、保溫時(shí)間10 min為例,說(shuō)明保溫期間接頭組織變化的機(jī)理。根據(jù)釬焊過(guò)程中溫度及接頭內(nèi)物相的變化,可將其分為3個(gè)階段。第一,固相擴(kuò)散階段(20 ℃≤T≤940 ℃),此時(shí)溫度未達(dá)到釬料熔點(diǎn),母材與釬料間發(fā)生固態(tài)原子擴(kuò)散,但擴(kuò)散速率較低。第二,液相及凝固析出階段(940 ℃≤T≤1 080 ℃),此時(shí)釬料逐漸熔化,并在母材表面鋪展?jié)櫇瘢捎谠訚舛忍荻汝P(guān)系,Al原子快速向Ti60側(cè)擴(kuò)散,同時(shí)Ni,Ti原子主要向兩側(cè)和高鈮TiAl合金側(cè)擴(kuò)散,擴(kuò)散過(guò)程中發(fā)生反應(yīng)TiAl(s)+Ti(l)→Ti3Al(s),大量Ti3Al相生成并不斷析出,形成連續(xù)Ti3Al層。Ti3Al層的存在抑制了Ni,Nb原子的擴(kuò)散。第三,殘余液相析出階段(T<1 080 ℃),在此階段部分化合物從殘余液相中凝固析出,由Ti-Ni二元相圖可知:當(dāng)溫度降至942 ℃時(shí),Ti與Ni原子形成Ti2Ni相不斷析出,β-Ti在降溫過(guò)程中由于Nb,Ni元素的作用,在高鈮TiAl合金側(cè)形成連續(xù)的B2相。但由于Ni原子極快和Nb原子較慢的擴(kuò)散速率,使釬縫中的β-Ti在降溫過(guò)程中難以轉(zhuǎn)化為B2相,最終轉(zhuǎn)變?yōu)榉€(wěn)定的α-Ti[17]。
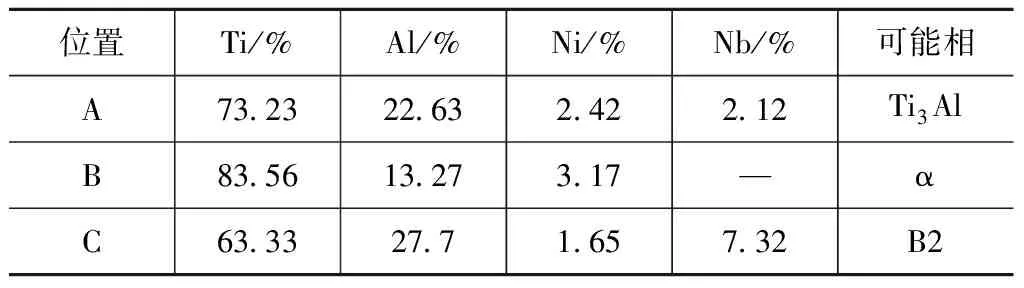
表5 圖4中各點(diǎn)成分分析結(jié)果(質(zhì)量分?jǐn)?shù))
2.3 保溫時(shí)間對(duì)接頭力學(xué)性能的影響
釬焊溫度T=1 080 ℃時(shí),不同保溫時(shí)間下接頭的剪切強(qiáng)度如圖5所示。由圖5可知:隨著保溫時(shí)間的延長(zhǎng),接頭的剪切強(qiáng)度呈現(xiàn)先升高后下降的趨勢(shì),當(dāng)保溫時(shí)間為10 min時(shí),接頭剪切強(qiáng)度達(dá)到最大值139 MPa;保溫時(shí)間較短時(shí),接頭中有大量脆性Ti2Ni相,不利于接頭性能的提高,隨著保溫時(shí)間的延長(zhǎng),Ti2Ni相逐漸減少,α-Ti與Ti3Al組成的兩相混合區(qū)面積不斷增大,接頭強(qiáng)度不斷提高,但過(guò)長(zhǎng)的保溫時(shí)間會(huì)使母材組織性能發(fā)生惡化,造成接頭強(qiáng)度降低。
不同保溫時(shí)間下接頭的斷裂位置和斷口形貌如圖6所示。圖6中各點(diǎn)的能譜分析結(jié)果見(jiàn)表6。由圖6可知:隨著保溫時(shí)間的延長(zhǎng),接頭斷裂位置和斷口形貌均有較大變化,斷裂形式為脆性斷裂。當(dāng)保溫時(shí)間較短時(shí)(0 min),斷裂發(fā)生在釬縫處,能譜分析發(fā)現(xiàn)斷口中有大量脆性Ti2Ni相,不利于接頭性能的提高。延長(zhǎng)保溫時(shí)間(10 min),斷裂發(fā)生在α-Ti與Ti3Al相組成的網(wǎng)狀區(qū),兩者大量存在于斷口處。當(dāng)保溫時(shí)間過(guò)長(zhǎng)(15 min)時(shí),母材組織發(fā)生惡化,造成斷裂發(fā)生在高鈮TiAl合金母材側(cè)。因此,適當(dāng)延長(zhǎng)保溫時(shí)間利于接頭性能的提高,但過(guò)長(zhǎng)的保溫時(shí)間會(huì)使母材或接頭組織發(fā)生變化,造成其強(qiáng)度下降。

位置Ti/%Al/%Ni/%Nb/%可能相A166021903209—Ti2NiA26910—3090—Ti2NiB72182040365377Ti3AlC80631164542231αD58973337—766Ti3Al+TiAl
3 結(jié)論
本文采用Ti-25Ni釬料,在釬焊溫度1 080 ℃,研究了不同保溫時(shí)間下對(duì)Ti60與高鈮TiAl合金進(jìn)行釬焊連接以獲得接頭無(wú)氣孔和熱裂紋等缺陷的接頭。研究所得結(jié)論如下:第一,采用Ti-28Ni釬料,在釬焊溫度1 080 ℃、不同保溫時(shí)間下實(shí)現(xiàn)了Ti60與高鈮TiAl合金的可靠連接,接頭典型界面結(jié)構(gòu)為T(mén)i60/α+(α+β)/Ti2Ni+(α+B2)/α+Ti3Al/Ti3Al/B2/高鈮TiAl合金。接頭界面可分為兩個(gè)擴(kuò)散區(qū)和一個(gè)釬縫區(qū)。第二,當(dāng)保溫時(shí)間較短時(shí),釬縫區(qū)有連續(xù)的Ti2Ni相,不利于接頭性能的提高。隨著保溫時(shí)間的延長(zhǎng),連續(xù)的Ti2Ni相與各區(qū)域間的界限逐漸消失。α-Ti,Ti3Al組成的兩相混合區(qū)面積明顯增大,且向Ti60母材側(cè)偏移,接頭性能進(jìn)一步提升。但過(guò)長(zhǎng)的保溫時(shí)間會(huì)使母材組織性能發(fā)生惡化,造成接頭強(qiáng)度下降。第三,當(dāng)保溫時(shí)間較短時(shí),斷裂發(fā)生在釬縫處,隨著保溫時(shí)間的延長(zhǎng),斷裂位置逐漸向高鈮TiAl合金母材處偏移。接頭在保溫時(shí)間10 min時(shí),平均剪切強(qiáng)度達(dá)到最大值139 MPa。本文的釬焊連接具對(duì)設(shè)備要求低和周期短的優(yōu)點(diǎn),對(duì)Ti60合金和高鈮TiAl合金在航天領(lǐng)域中的應(yīng)用有重要意義。后續(xù)研究可通過(guò)在釬料中加入其他合金元素,進(jìn)一步優(yōu)化接頭內(nèi)部結(jié)構(gòu)并提高接頭性能。
[1] WANJARA P, JAHAZI M, MONAJATI H, et al. Hot working behavior of near-α alloy IMI834[J]. Materials Science and Engineering A, 2005, 396(1/2): 50-60.
[2] 魏壽庸, 石衛(wèi)民, 王鼎春, 等. 600 ℃時(shí)高溫Ti合金(Ti60)的組織與力學(xué)性能[J]. 中國(guó)有色金屬學(xué)報(bào), 2010, 20(S1): 801-806.
[3] ZHAO Z L, LI H, FU M W, et al. Effect of the initial microstructure on the deformation behavior of Ti60 titanium alloy at high temperature processing[J]. Journal of Alloy and Compounds, 2014, 617: 525-533.
[4] LUO L, LI M Q. Strain rate sensitivity and strain hardening exponent during the isothermal compression of Ti60 alloy[J]. Materials Science and Engineering A, 2012, 538(10): 156-163.
[5] 林均品, 陳國(guó)良. TiAl基合金間化合物的發(fā)展[J]. 中國(guó)材料進(jìn)展, 2009, 28(1): 31-37.
[6] WANG Y H, LIN J P, HE Y H, et al. Microstructure and mechanical properties of high Nb containing TiAl alloys by reactive hot pressing[J]. Journal of Alloys and Compounds, 2008, 461(1/2): 367-372.
[7] ZHANG S Z, KONG F T, CHEN Y Y, et al. Phase transformation and microstructure evolution of differently processed Ti-45Al-9Nb-Y alloy[J]. Intermetallics, 2012, 31: 208-216.
[8] KIM S W, HONG J K, NA Y S, et al. Development of TiAl alloys with excellent mechanical properties and oxidation resistance[J]. Materials and Design, 2014, 54(2): 814-819.
[9] 張秉剛, 陳國(guó)慶, 郭棟杰, 等. 高溫鈦合金Ti55/Ti60真空電子束焊接[J]. 焊接學(xué)報(bào), 2009, 30(12): 5-8.
[10] LIU J, DAHMEN M, VENTZKE V, et al. The effect of heat treatment on crack control and grain refinement in laser beam welded β-solidifying TiAl-based alloy[J]. Intermetallics, 2013, 40: 65-70.
[11] SONG X, CAO J, LIU J, et al. Reaction-diffusion bonding of high Nb containing TiAl alloy[J]. Rare Metal Materials and Engineering, 2014, 43(1): 28-31.
[12] SONG X, CAO J, LIU Y, et al. Brazing high Nb containing TiAl alloy using TiNi-Nb eutectic braze alloy[J]. Intermetallics, 2012, 22: 136-141.
[13] SHIUE R K, WU S K, CHEN Y T, et al. Infrared brazing of Ti50Al50 and Ti-6Al-4V using two Ti-based metals[J]. Intermetallics, 2008, 16: 1083-1089.
[14] 何鵬, 李海新, 林鐵松, 等. TiAl基合金與Ni基合金釬焊連接接頭界面組織及性能[J]. 稀有金屬材料與工程, 2013, 42(11): 2248-2252.
[15] SI X Q, ZHAO H Y, CAO J, et al. Brazing high Nb containing TiAl alloy using Ti-28Ni eutectic brazing alloy: Interfacial microstructure and joining properties[J]. Materials Science and Engineering A, 2015, 636: 522-528.
[16] JUNG I S, KIM M C, LEE J H, et al. High temperature phase equilibria near Ti-50 at% Al composition in Ti-Al system studied by directional solidification[J]. Intermetallics, 1999, 7(11): 1247-1253.
[17] MISHIN Y, HERZIG C. Diffusion in the Ti-Al system[J]. Acta Materialia, 2000, 48(3): 589-623.
ResearchonEffectofHoldingTimeonTi60/HighNbContainingTiAlAlloyJoint
BrazedUsingTi-28NiFillerMetal
PENG He-li1, ZAN Lin2, BAO Pan-fei3, YANG Xu-dong1, LIU Hai-jian1, SONG Xiao-guo3
(1. Shanghai Institute of Aerospace Precision Machinery, Shanghai 201600, China;2. Shanghai Academy of Spaceflight Technology, Shanghai 201109, China;3. Shandong Provincial Key Laboratory of Special Welding Technology, Harbin Institute of Technology (Weihai), Weihai 264209, Shandong, China)
The study of Ti-28Ni filler metal using to join Ti60 alloy and high Nb containing TiAl alloy at 1 080 ℃ for 0~15 min was carried in this paper. The microstructure of the joints was analyzed using SEM and EDS. The effect of holding time on interfacial microstructure and mechanical properties was investigated. The results show that the joints have no porosities and hot crack. The typical interfacial microstructure of brazed joints is Ti60/α+(α+β)/Ti2Ni+(α+B2)/α+Ti3Al/Ti3Al/B2/high Nb containing TiAl alloy. The fracture is happened in the brazing seam. A lot of Ti2Ni phase are existed in the brazing seam when holding time is short. With an increase of holding time, the Ti2Ni phase gradually is disappeared, and the area of the α+Ti3Al mesh is increased, which moves to the side of Ti60 alloy gradually. As holding time is increasing, the fracture position moves to the side of high Nb containing TiAl alloy from Ti60 alloy, and the fracture mode is brittle fracture. In addition, the highest average shear strength of 139 MPa is achieved when holding time is 10 min.
Ti60 alloy; high Nb containing TiAl alloy; brazing; Ti-28Ni brazing filler metal; holding time; interfacial microstructure; mechanical property
1006-1630(2017)06-0070-06
TG454
A
10.19328/j.cnki.1006-1630.2017.06.011
2017-04-28;
2017-06-26
國(guó)家科技重大專項(xiàng)資助(2014ZX04001131);上海航天科技創(chuàng)新基金資助(SAST2015045)
彭赫力(1986—),男,博士,高級(jí)工程師,主要從事航天結(jié)構(gòu)件先進(jìn)制造技術(shù)研究。
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(bào)(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國(guó)材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04