風力發電機電機轉子焊接工藝
2018-01-18 13:22:57,,,,,
電焊機 2017年12期
關鍵詞:焊縫
,,,,,
(1.佳木斯大學 材料科學與工程學院,黑龍江 佳木斯 154007;2.佳木斯大學 藥學院,黑龍江佳木斯154007;3.佳木斯電機股份有限公司,黑龍江佳木斯154007)
0 前言
隨著社會經濟的發展,對能源的需求與日俱增。嚴重的環境污染現狀迫使人們尋求包括風能在內的清潔環保能源[1]。風力發電是技術成熟、產業發展較快、成本相對較低的可再生能源利用方式,具有很大的發展潛力。風力發電機是實現風能轉換為電能的核心部件之一,隨著風力發電的迅速發展,風力發電機主軸采用的鋼也向著更高的綜合機械性能發展,要求軸與輻板焊接接頭應具有足夠的強度、剛度和韌性,以滿足風力發電機在不同工況環境下的使用[2-6]。風力發電機工作環境極為復雜,受風速波動、交變載荷及電磁場等影響,轉子受力復雜,影響電機運行的可靠性和穩定性。試驗焊接的電機轉子軸材料為25CrMo,輻板材料為Q354D,為了確保25CrMo和Q354D的焊接質量,課題組前期進行了焊接性試驗[7],本研究將對其開展焊接工藝實驗,評定焊接接頭質量,為實際電機轉子焊接中的焊接材料選擇及焊接工藝參數制定提供參考。
1 試驗方法及材料
軸材25CrMo調質處理狀態,輻板Q354D熱軋狀態,試樣尺寸為600 mm×160 mm×40 mm。焊接材料選用J507R焊條和ER50-6焊絲,直徑分別為φ3.2 mm和φ1.2 mm。采用焊條電弧焊,J507R焊條打底,φ(Ar)80%+φ(CO2)20%氣保焊、ER50-6 焊絲填充和蓋面。根據GB/985-1998和產品結構形式設計坡口為X型,角度45°,間隙2~3mm。25CrMo合金元素含量高,具有淬硬性和冷裂傾向。依據碳當量、板厚等因素,以焊接性差的25CrMo鋼為基準確定預熱溫度和焊后熱處理溫度,預熱溫度250℃,層間溫度控制在300℃,后熱處理550℃,保溫3 h緩冷,其他焊接工藝參數如表1所示。
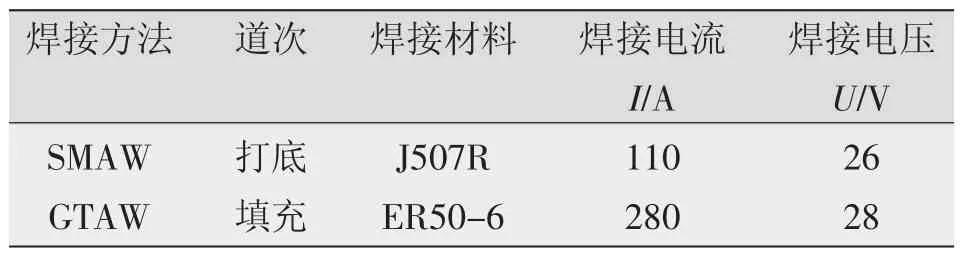
表1 焊接工藝參數
焊接接頭拉伸試驗和彎曲試驗參照GB/T2651-1989和GB/T2653-1989取樣。在600 kW電子萬能試驗機上進行試驗,速度5mm/min,截取4個試樣,彎曲試驗彎軸直徑40 mm,彎曲角度180°。接頭沖擊性能試驗參照GB/T2650-1989《焊接接頭沖擊試驗方法》,依據風力電機工作環境,分別在20℃和-40℃下對焊縫金屬和熱影響區進行沖擊試驗。采用JSM-6360型掃描電鏡對沖擊斷口進行顯微觀察,分析斷裂形式及機理。參照GB2654-1984《焊接接頭及堆焊金屬硬度試驗方法》用HV-50型維氏硬度計對焊接接頭進行維氏硬度計HV-120的測試,加載時間10 s。測量硬度前試樣表面經研磨、拋光,4%硝酸酒精溶液腐蝕,顯示出焊縫和兩側熱影響區。采用OLYMPOSGX71金相顯微鏡觀察焊接接頭組織形貌特征。
2 試驗結果和分析
2.1 焊接接頭維氏硬度測試
25CrMo和Q345D焊接接頭維氏硬度分布狀態如圖1所示。從Q345D側的熱影響區到焊縫,直至25CrMo側的熱影響區,維氏硬度值逐漸升高,25CrMo側HAZ最高維氏硬度值為241 HV,遠小于國際焊接學會推薦的低合金鋼熱影響區最高硬度350 HV,該焊接工藝下25CrMo與Q345D淬硬傾向較小,不易產生冷裂紋。
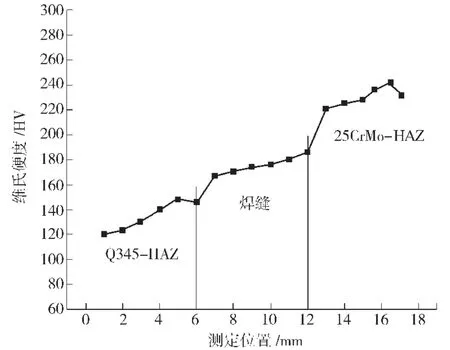
圖1 25CrMo與Q345D焊接接頭維氏硬度曲線
2.2 焊接接頭拉伸和彎曲試驗
25CrMo和Q354D焊接接頭的拉伸試驗和彎曲試驗宏觀圖分別如圖2、圖3所示。

圖2 對接接頭拉伸試樣

圖3 25CrMo與Q345D接頭彎曲宏觀形貌試樣
由圖2可知,拉伸試驗斷裂位置遠離焊縫區,在輻板Q354D一側的母材上,抗拉強度平均值為520 MPa,大于規定值,滿足設計要求。由圖3可知,橫向彎曲試驗彎曲角達到180°,在20倍放大鏡下觀察,焊縫和兩側熱影響區上表面光滑,無裂紋產生,棱角處無開裂。由于母材Q354D強度低,彎曲變形向母材Q354D側發展(短側Q354D,長側為軸材料25CrMo),彎曲試驗結果合格。
2.3 焊接接頭沖擊試驗
20℃和-40℃下25CrMo與Q345D焊接接頭的沖擊試驗結果如表2所示。
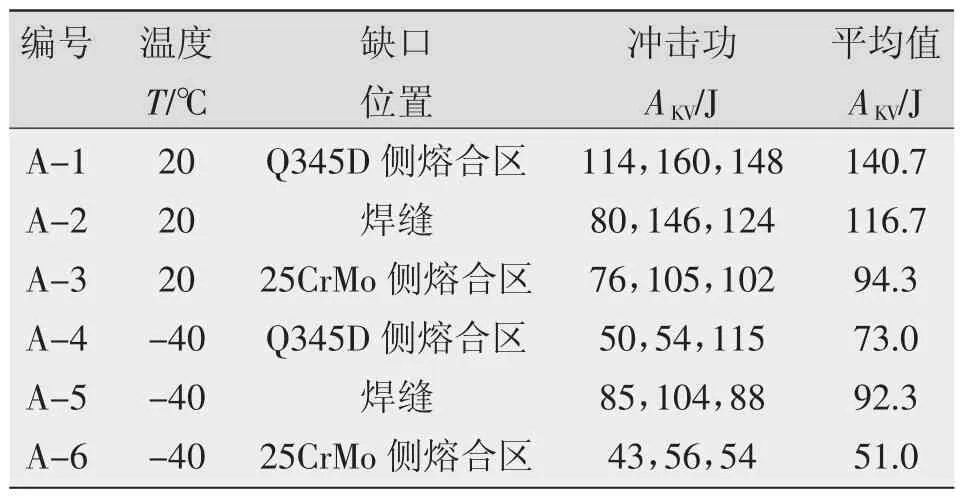
表2 25CrMo與Q345D焊接接頭沖擊試驗結果
在20℃時,焊縫區、Q345D側熔合區、25CrMo側熔合區的沖擊功平均值均大于母材標準規定及設計要求最低值。-40℃時,Q345D側熔合區和25CrMo側熔合區沖擊功均有所下降,根據JB/T6 963-93可知,沖擊試驗的3個沖擊試樣的沖擊吸收功算術平均值大于設計規定值(45 J),滿足設計要求。
2.3.1 20℃沖擊斷口微觀形貌分析
20℃時Q345D側熔合區、焊縫區、25CrMo側熔合區沖擊試驗斷口形貌如圖4所示。斷口形貌均為韌窩,韌窩形態不同,Q345D側熔合區由大尺寸韌窩和細小韌窩組成,大尺寸韌窩底部有夾雜物或第二相粒子,且密度較小,減少微孔形核率,增加斷裂時的韌性;焊縫區和25CrMo側熔合區韌窩較小且密集,伴有二次裂紋,有明顯的塑性變形,表面凸凹不平,沖擊韌性次之。
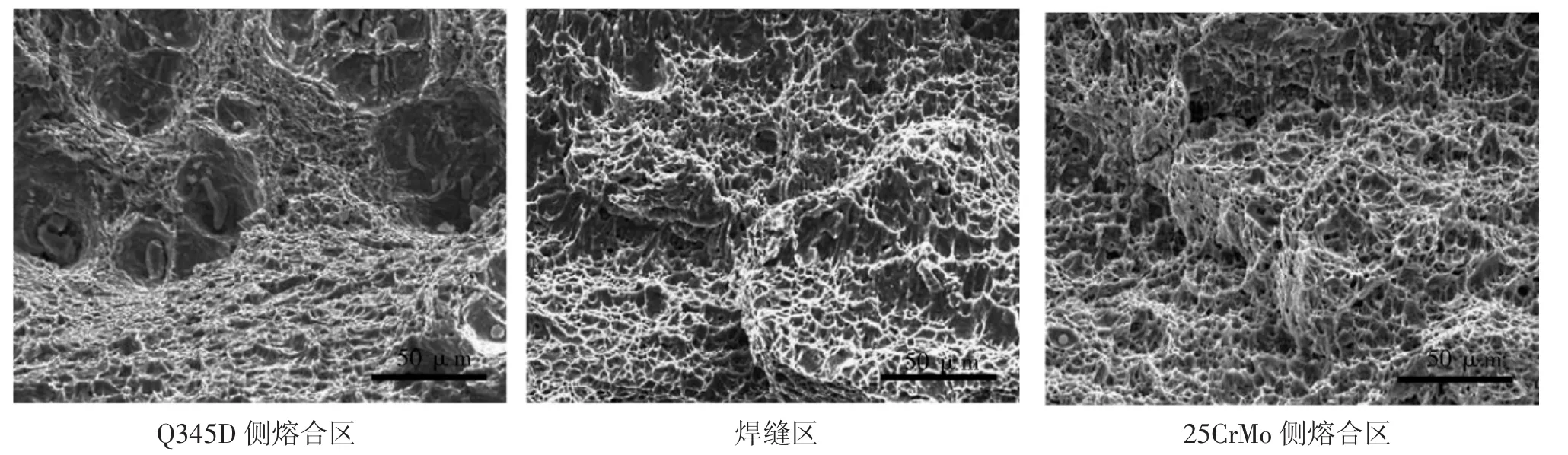
圖4 20℃焊接接頭沖擊斷口微觀形貌
2.3.2 -40℃沖擊斷口微觀形貌分析
進行-40℃沖擊試驗,觀察Q345D側熔合區、焊縫區、25CrMo側熔合區的宏觀斷口形貌。Q345D側熔合區沖擊功為50 J的沖擊斷口形貌如圖5所示。由圖5可知,起裂區可見韌性和脆性相的撕裂嶺,以準解理擴展,斷裂區可見大量的韌窩,Q345D側熔合區起裂區和擴展區有一定粗晶呈準解理斷裂,斷裂區晶粒較為細小,韌性較好。

圖5 -40℃時Q345D側熔合區沖擊斷口微觀形貌
焊縫區沖擊功為85 J的沖擊斷口形貌如圖6所示。起裂區有裂紋產生,擴展區有環狀韌窩帶,并伴有孔洞和脆斷,此區晶粒尺寸大小不一,環狀韌窩帶由細晶粒區構成,斷裂區呈韌性撕裂,可見非常均勻的小韌窩。
25CrMo側熔合區沖擊功為56 J的沖擊斷口形貌如圖7所示。起裂區有孔洞、裂紋和起裂臺階,擴展區呈解理脆性和細長韌帶,并伴有孔洞和裂紋,斷裂區為解理斷裂,同時伴有大量韌窩。
2.4 焊接接頭金相組織分析
25CrMo與Q345D焊接接頭及母材金相組織如圖8所示,由圖8a可知,Q345D母材金相組織為鐵素體和珠光體。圖8b為靠近焊縫的熱影響區粗晶區,多道焊后熱處理作用,晶粒細化,該區域不會成為焊接接頭的薄弱地帶。由圖8c、8d可知,Q345D與焊縫界面不明顯,外延成長為細小晶粒,焊縫底層由焊條電弧焊打底,又經MAG焊多道焊接,焊縫組織細小,大部分柱狀晶消失。由圖8f可知,多層多道焊過程中,后道焊對前道焊縫組織有正火處理作用,但后道焊填充量小,使正火處理溫度偏低,未消除部分晶粒較大現象,沿晶界析出先共析鐵素體和側板條鐵素體,晶內為針狀鐵素體和珠光體。由圖8g可知,25CrMo母材金相組織為鐵素體和珠光體。由圖8h可知,靠近焊縫的熱影響區粗晶區,晶粒細小,主要為板條馬氏體,該區域不是焊接接頭薄弱地帶。由圖8i可知,25CrMo與焊縫界面處沒有形成過渡帶,晶粒細小。
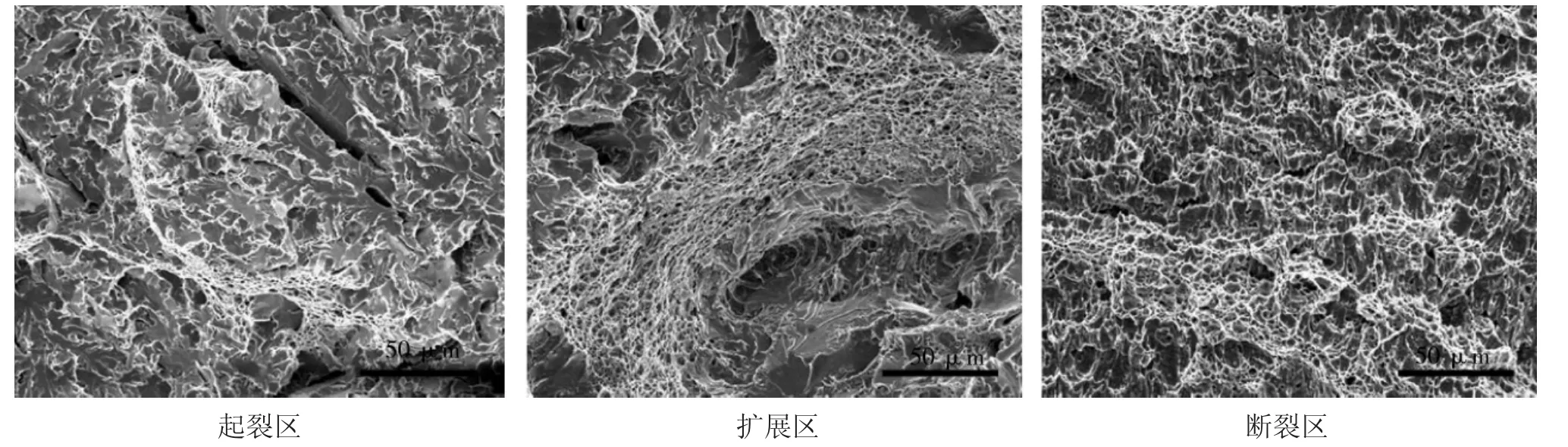
圖6 -40℃時焊縫沖擊斷口微觀形貌
25CrMo與焊縫界面、25CrMo熱影響區粗晶區具有淬硬傾向,若不采取特殊的工藝措施,焊后易產生冷裂紋。25CrMo與Q345D焊接時,采用低氫韌性焊條J507R打底,焊縫組織主要為細小針狀鐵素體和珠光體,可獲得強度和韌性的匹配;通過控制一次填充焊縫量,ER50-6填充焊縫明顯柱狀晶減弱或消失,晶粒不會過于粗大,通過多道焊達到后熱處理的目的。25CrMo側粗晶區顯微組織為板條馬氏體和少量的片狀馬氏體。同時,力學性能表明,25CrMo和Q345D焊接接頭的抗拉強度高于Q345D,斷口發生在Q345D母材處,焊縫處未發生塑性變形。彎曲180°未發生裂紋,但變形偏向Q345D側。20℃、-40℃時的焊縫,25CrMo側HAZ和Q345D側HAZ的沖擊性能均滿足焊接工程設計要求,-40℃時25CrMo側熔合區低溫沖擊試驗發現,沖擊功值有所下降,但由25CrMo側熔合區組織及沖擊斷口形貌分析可知,25CrMo側熔合區并未成為焊接接頭的薄弱地帶。
25CrMo與Q345D焊接時采用焊條電弧焊J507R焊條打底,MAG焊ER50-6焊絲多道焊,采用焊接預熱+焊后熱處理緩冷,控制層間溫度和一次焊縫的填充量,選擇合理的焊接工藝參數控制焊縫及熱影響區粗晶區晶粒長大,減少25CrMo粗晶區的晶粒長大和焊接接頭組織的不均勻性,使25CrMo與Q345D焊接接頭綜合機械性能滿足設計要求。
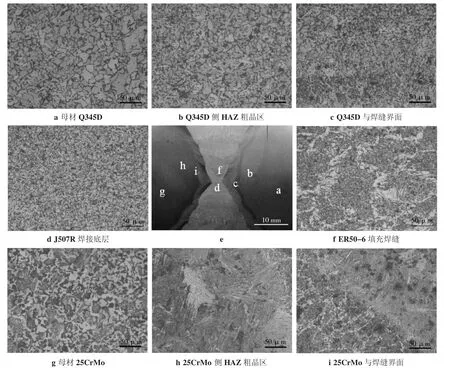
圖8 25CrMo與Q345D焊接接頭及母材金相組織
3 結論
(1)針對25CrMo與Q345D焊接,焊接材料選用依據“強度過渡匹配”原則,采用J507R、ER50-6填充多道焊接,焊前預熱溫度250℃,層間溫度300℃,550℃/3 h焊后熱處理緩冷以保證焊接接頭質量。
(2)25CrMo與Q345D接頭抗拉強度520 MPa,斷裂在Q345D母材;橫向彎曲試驗彎曲角180°,未產生裂紋;20℃、-40℃焊接接頭沖擊韌性滿足設計要求。
(3)打底層焊縫組織主要為細小的針狀鐵素體和珠光體,填充多道焊未經正火區域沿晶界析出先共析鐵素體和側板條鐵素體,晶內為針狀鐵素體和珠光體,25CrMo側熔合區沒有產生明顯過渡帶,粗晶區顯微組織為板條馬氏體。
[1]劉奇威,丁中平,武月達,等.EPR核電機組蒸發器異種鋼焊接工藝研究[J].焊接,2015(11):63-65.
[2]程明,張運乾,張建忠.風力發電機發展現狀及研究進展[J].電力科學與技術學報,2009,24(3):2-8.
[3]楊湘洪.電機軸的斷裂分析及優化設計[J].機床與液壓,2005(3):109-110
[4]R Viswanathan.Damage mechanism and life assessment of high temperature components[C].ASM.Intemational,1989:289-308.
[5]張慶鋒,李生智.大型電動機35CrMoA輻板軸焊接工藝[J].機械工人(熱加工),2009(2):32-33.
[6]程筱武.發電機轉軸的焊接[J].機械制造,2000,38(3):3-8.
[7]李雪東,連軍,馬振,等.25CrMo與Q345D焊接裂紋敏感性研究[J].焊接,2012(8):34-38.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
