弧焊機器人立向焊接工藝
2018-01-18 13:23:01,
電焊機 2017年12期
,
(沈陽大學(xué)機械工程學(xué)院,遼寧沈陽110044)
0 前言
在工業(yè)上焊接管道是一項非常重要的工作。以前大多采用人工向上立焊,存在焊接生產(chǎn)效率低、焊接速度慢、焊接成本高、且焊接人工消耗強度高等缺點。因此,新型的自動化焊接成為未來技術(shù)發(fā)展的必然趨勢[1]。本研究通過構(gòu)件的立向下焊接來模擬薄壁管道的焊接過程,通過反復(fù)實驗得出一組適合立向焊接的工藝參數(shù),為企業(yè)薄壁管道的自動化立向焊接提供參考。
1 薄板的焊接性
試件選用Q235B冷軋鋼板,厚度1.5 mm。Q235B鋼板在工業(yè)應(yīng)用中具有代表性,可有效模擬薄壁管材的立向下縱縫焊接。其材料的化學(xué)成分與自檢結(jié)果如表1所示。
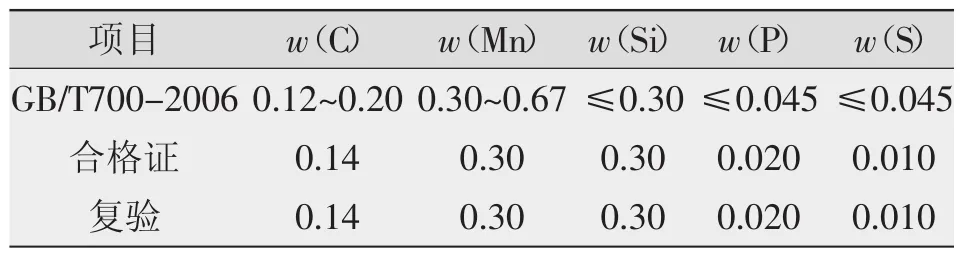
表1 Q235B鋼化學(xué)成分Table 1 Chemical composition of Q235B steel %
2 焊前準(zhǔn)備
選用UniversalRobotsUR5(優(yōu)傲機器人5號),采用CO2+Ar混合氣體保護焊。焊機選用松下YD-350GS,該焊機采用獨特的短路初期控制方式和縮頸檢測控制方式,大幅降低了飛濺發(fā)生量;可視性和操作性強,送絲性能穩(wěn)定,機動性、堅固性、防塵性能提高;熱輸入小,通過壓縮電弧寬度和長度,抑制了高速焊咬邊的發(fā)生。其額定焊接電流為500 A,額定負(fù)載持續(xù)率60%,采用直流反接方式,焊接薄板時選用直徑1.0 mm的H08Mn2SiA焊絲。焊前選好機器人焊槍與焊縫位置,觀察機器人關(guān)節(jié)與夾具是否發(fā)生碰撞,如有發(fā)生及時調(diào)整施焊位置。
3 焊接工藝
(1)焊接方法
采用CO2+Ar混合氣體MIG焊。焊前先在試件鋼板背面進行點固焊,一是方便固定試件得到一條無縫隙的立向焊縫,二是有效預(yù)防焊接過程中的變形。點固好的試件使用焊接夾具剛性固定,也可有效避免焊接過程中的焊接變形。
(2)焊接坡口
采用I型坡口,無間隙形式[3]。
(3)焊接工藝規(guī)范
除了正確設(shè)定調(diào)節(jié)焊機參數(shù)外,焊槍的施焊位置、焊槍擺動、焊接速度均有很大影響。焊前將機器人焊槍角度調(diào)節(jié)至與水平120°、與豎直約80°[4],端部露出焊絲與焊縫距離約1 mm,一切準(zhǔn)備就緒后開始實驗。試件與機器人焊槍位置如圖1所示。

圖1 試件與機器人焊槍位置Fig.1 Specimen and robot welding torch position
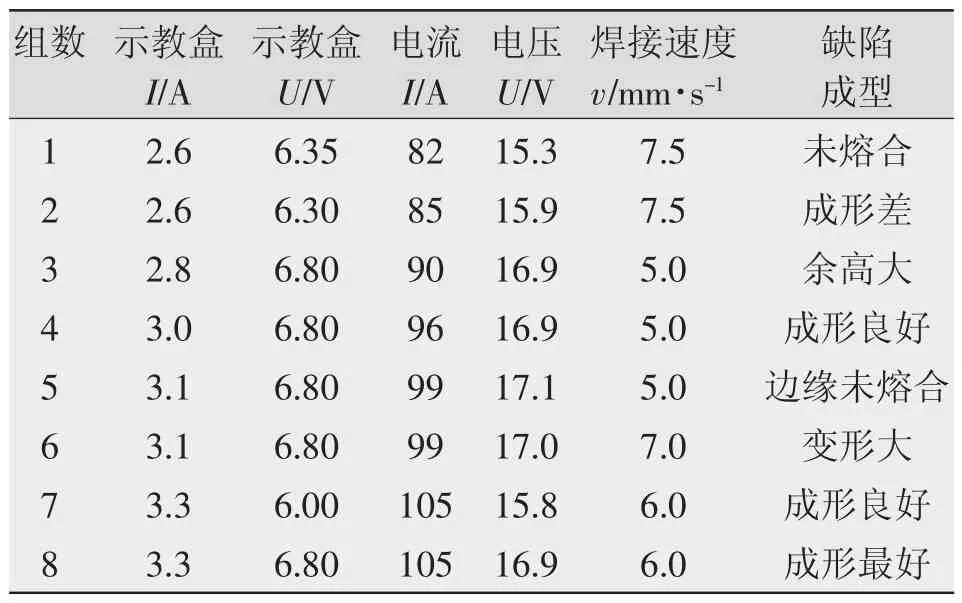
表2 焊接參數(shù)及成形情況Table 2 Welding parameters and forming conditions

圖2 焊接結(jié)果Fig.2 Welding results
4 實驗結(jié)果及分析
在實驗早期,電流、電壓與焊接速度的匹配無法得到滿意的結(jié)果。焊后發(fā)現(xiàn)焊縫普遍在前部成形良好,考慮是在焊接過程中期易發(fā)生熱變形,焊縫易產(chǎn)生邊緣未熔合、余高大的缺陷。通過不斷實驗,改變電流、電壓和焊接速度中的非定量來獲得理想的成形效果。焊接參數(shù)如表2所示,焊接結(jié)果如圖2所示。
5 結(jié)論
實驗證明,通過調(diào)接焊接工藝參數(shù)并把握焊接細節(jié),弧焊機器人應(yīng)用于立向焊接是可以獲得穩(wěn)定的焊接質(zhì)量和良好的表面成形。當(dāng)針對不同的板厚、焊縫規(guī)格、焊接材料時,只要其中的某些參數(shù)變化,其他參數(shù)需隨之變化至相應(yīng)數(shù)值,以獲得理想的焊接結(jié)果。
[1]宗小彥,何建萍,王付鑫.薄板焊接的特殊問題的研究現(xiàn)狀[J].焊接技術(shù),2015,2(44):1-4.
[2]宋娓娓,汪建利,汪洪峰.薄板焊接變形分析[J].熱加工工藝,2013,42(15):164-165.
[3]中國機械工程學(xué)會焊接學(xué)會.焊接手冊(第3卷)[M].北京:機械工業(yè)出版社,2007.
[4]張正兵,李曉娜.機器人在焊接中的應(yīng)用[J].電焊機,2008,38(6):44-46.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
