沖壓速率對高強鋼熱沖壓馬氏體相變的影響
2018-01-24 07:59:25沈明雙
鍛壓裝備與制造技術 2017年6期
翁 進,王 敏,沈明雙,常 永
(湖北汽車工業學院 材料學院,湖北 十堰 442002)
在汽車車身上應用高強鋼熱沖壓技術是節能減排和提高整車碰撞性能的重要途徑。高強鋼熱沖壓是一種將高強度鋼板加熱到奧氏體溫度后快速沖壓成形,在保壓階段通過模具的冷卻系統實現淬火,從而得到均勻馬氏體組織、強度在1500MPa左右的超高強度零件的新型成形技術[1],該過程中的馬氏體相變在很大程度上決定了成形件的力學性能,但高強鋼熱沖壓是一個傳熱-變形-相變耦合作用下的高度非線性物理過程,影響參數多且復雜,易導致各種宏、微觀缺陷的出現,嚴重制約了該技術的發展和應用。
近年來,世界各國汽車行業、鋼鐵行業都投入大量精力,開展以硼鋼為主的先進高強度鋼板開發及熱沖壓技術的研究并取得長足發展。Zhu B等[2]基于ABAQUS對22SiMnTiB鋼U型梁熱沖壓過程進行了建模仿真和相變計算,并對相變預測結果進行分析。M.Nikravesh等[3]研究了22MnB5鋼熱塑性變形和冷卻速率對馬氏體和奧氏體開始轉變溫度的影響,結果表明降低冷卻速率能夠提高Ms,降低Mf。陳俊豪等[4]研究了變形量對馬氏體相變過程及性能的影響,結果表明變形量增大使冷卻過程中馬氏體轉變開始溫度升高。
但是目前這些研究主要基于板料高溫拉伸等基礎力學、材料實驗,對熱沖壓的工藝研究涉及較少,具有一定局限性[5],關于沖壓速率對高強鋼熱成形馬氏體相變影響的研究鮮見報道,為此本文將基于ABAQUS軟件,以汽車特征結構件U形梁為研究對象,建立其熱沖壓有限元模型,研究不同沖壓速率下,成形件馬氏體平均轉化率和馬氏體分布均勻性的變化情況,闡明沖壓速率對成形件馬氏體平均轉化率和分布均勻性的影響。
1 高強鋼熱沖壓有限元建模
本文采用的高強鋼板材料為22MnB5,加熱至奧氏體化以后成形淬火,降溫速率達到27℃/s以上,可實現均勻的馬氏體轉變[5]。對于馬氏體相變,Koistinen-Marburger給出了如下公式[6]:

式中:Xa——馬氏體轉變前奧氏體的體積分數,取1;
Ψ1——反映馬氏體轉變快慢的材料參數,取-0.011;
Ms——馬氏體開始轉變溫度,取376℃;
T——板料溫度。
因此,根據板料溫度T可求出馬氏體的體積分數Xm。
依照UG中的原始模型參數,在ABAQUS中創建各個部件,考慮到幾何和載荷的對稱性,只建立1/4模型,同時為提高計算效率,簡化了模具三大件的外形,單元選擇、網格劃分與優化后,得到如圖1所示的U形梁熱沖壓熱力耦合三維有限元模型。由于成形時間極短,故模具視作恒溫以節省時間,模具初始溫度取25℃,板料加熱溫度取900℃。
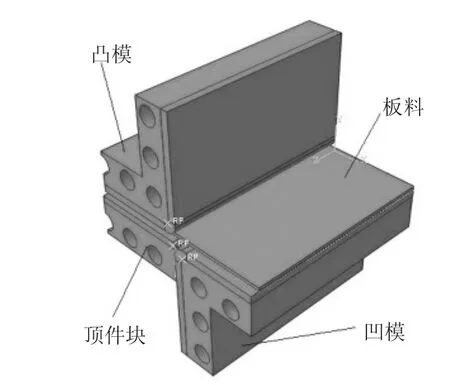
圖1 U形梁有限元模型
接著在Property功能模塊里定義材料及屬性。板料選用22MnB5鋼,模具材料選用H13鋼,其相關屬性如表1所示。本模型中涉及的熱交換形式主要有對流傳熱與熱輻射,此外還存在接觸摩擦力。將接觸屬性賦予各個接觸對中,完成模具與板料間的傳熱系數、模具與冷卻水道中水的換熱系數、各個接觸面之間的熱輻射、模具與板料間以及模具與空氣間的對流系數的定義。再在接觸模塊里將凸模、凹模、頂件塊約束為剛體。
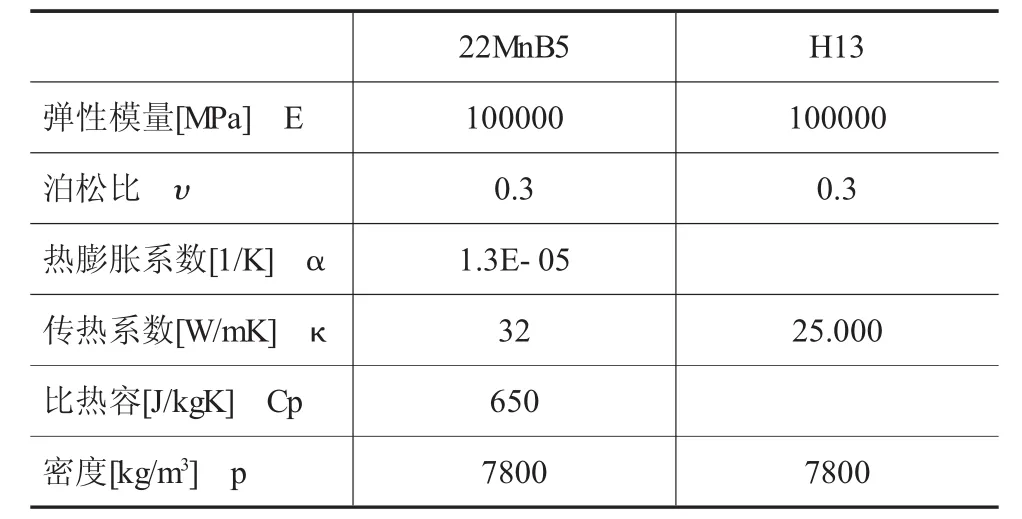
表1 材料熱力學性能參數
最后將馬氏體相變動力學方程式(1)以子程序形式嵌入U形梁熱沖壓熱力耦合三維有限元模型中,進而對馬氏體相變情況進行預測和驗證。
2 結果與討論
熱沖壓中的沖壓速率對成形過程和成形件的組織性能影響較大,沖壓速率的大小決定了成形過程中板料與模具接觸時間的長短,從而影響兩者之間傳熱情況,導致最終得到零件馬氏體組織的均勻性有所不同[7]。本實驗選取模具初始溫度和板料加熱溫度分別為25℃、900℃,沖壓速率分別取10mm/s、30mm/s、50mm/s三組值進行模擬,分析沖壓速率對熱沖壓成形件馬氏體平均轉化率和分布均勻性的影響。
2.1 沖壓成形結束時
沖壓速率分別為 10mm/s、30mm/s、50mm/s 時,ABAQUS軟件模擬出的板料沖壓成形結束時的馬氏體轉變率云圖,如圖2所示。
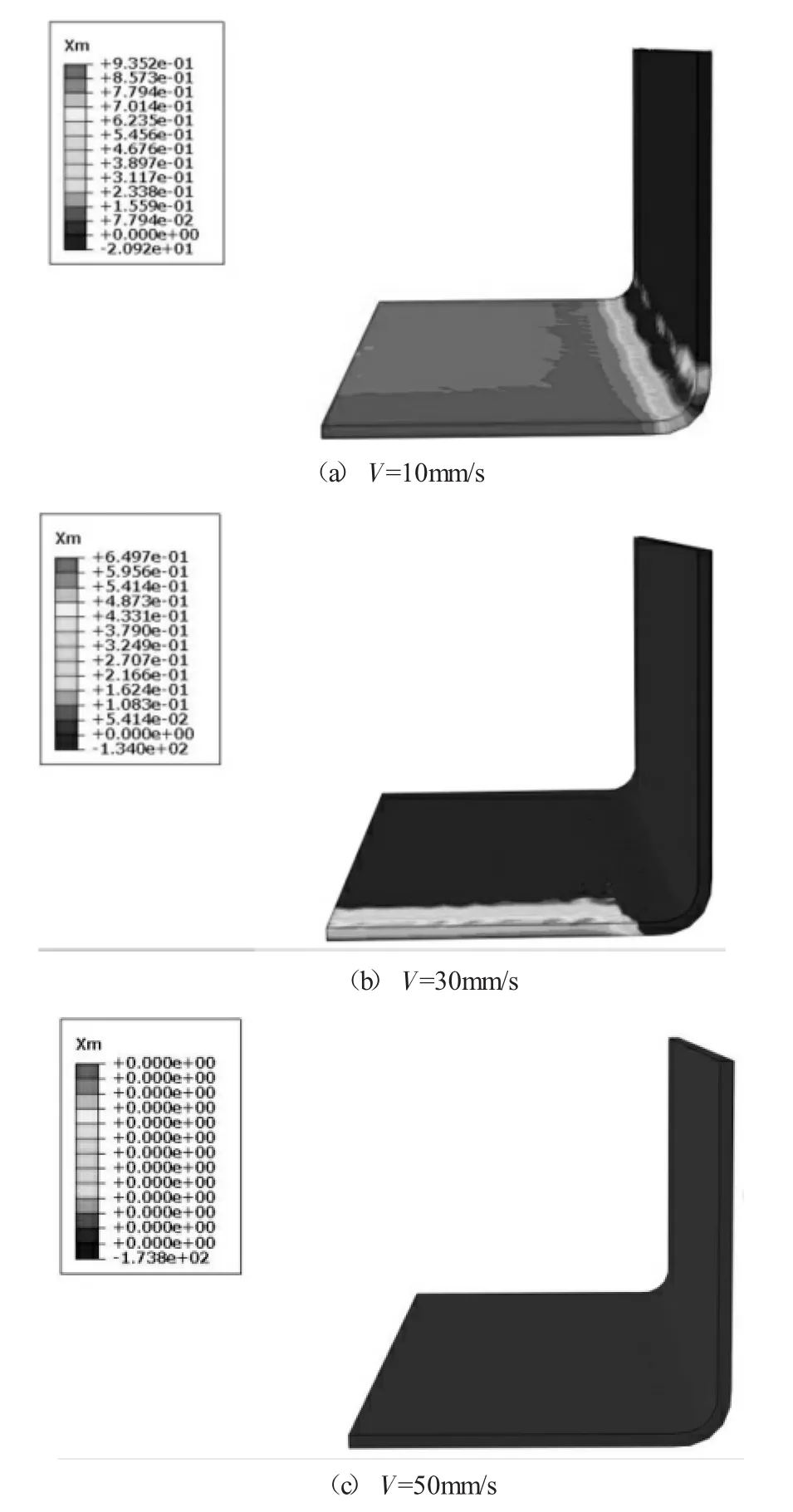
圖2 板料沖壓結束時馬氏體相變云圖
根據圖2中馬氏體轉變率的最大值和最小值可知,凸模沖壓速率分別為10mm/s、30mm/s、50mm/s時,板料沖壓成形結束時馬氏體的平均轉化率(所有單元體積分數最大值與最小值的平均值)分別為46.76%、32.49%、0,馬氏體的分布均勻性(所有單元體積分數的均方差)分別為0.9352、0.6497、0,如圖3所示。
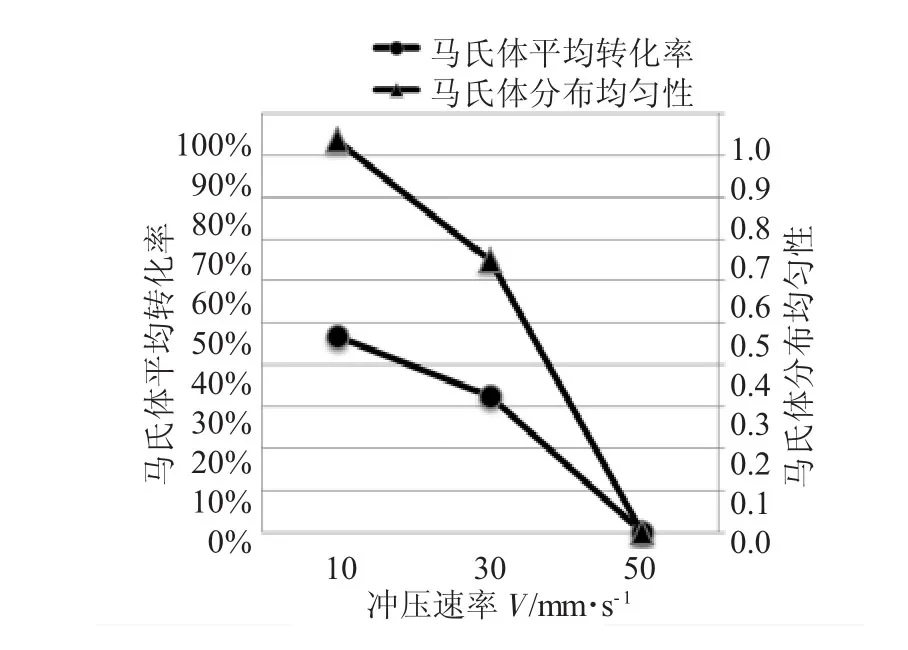
圖3 沖壓速率對馬氏體平均轉化率和分布均勻性的影響
由圖3可知,在沖壓成形結束時,沖壓速率越大,馬氏體的平均轉化率越小,分布均勻性越好,越有利于零件的成形。由于沖壓速率越大,凸模下行相同的行程所需時間越短,工件與模具接觸傳熱的時間就越短,板料冷卻損失的熱量就越少,成形后的溫度就越高,與馬氏體開始轉變溫度376℃的溫差越大,馬氏體的轉化率就越小。沖壓速率越大,馬氏體平均轉化率越小,有的幾乎沒有發生馬氏體轉變,分布均勻性就越好,更有利于后續的保壓淬火過程。
2.2 保壓淬火結束時
沖壓速率分別為 10mm/s、30mm/s、50mm/s 時,ABAQUS軟件模擬出的板料保壓淬火結束時的馬氏體轉變率云圖,如圖4所示。
根據圖4中馬氏體轉變率的最大值和最小值可知,凸模沖壓速率分別為10mm/s、30mm/s、50mm/s時,板料保壓淬火后馬氏體的平均轉化率(所有單元體積分數最大值與最小值的平均值)分別為64.51%、48.18%、48.10%,馬氏體的分布均勻性(所有單元體積分數的均方差)分別為0.6447、0.9635、0.9620,如圖5所示。
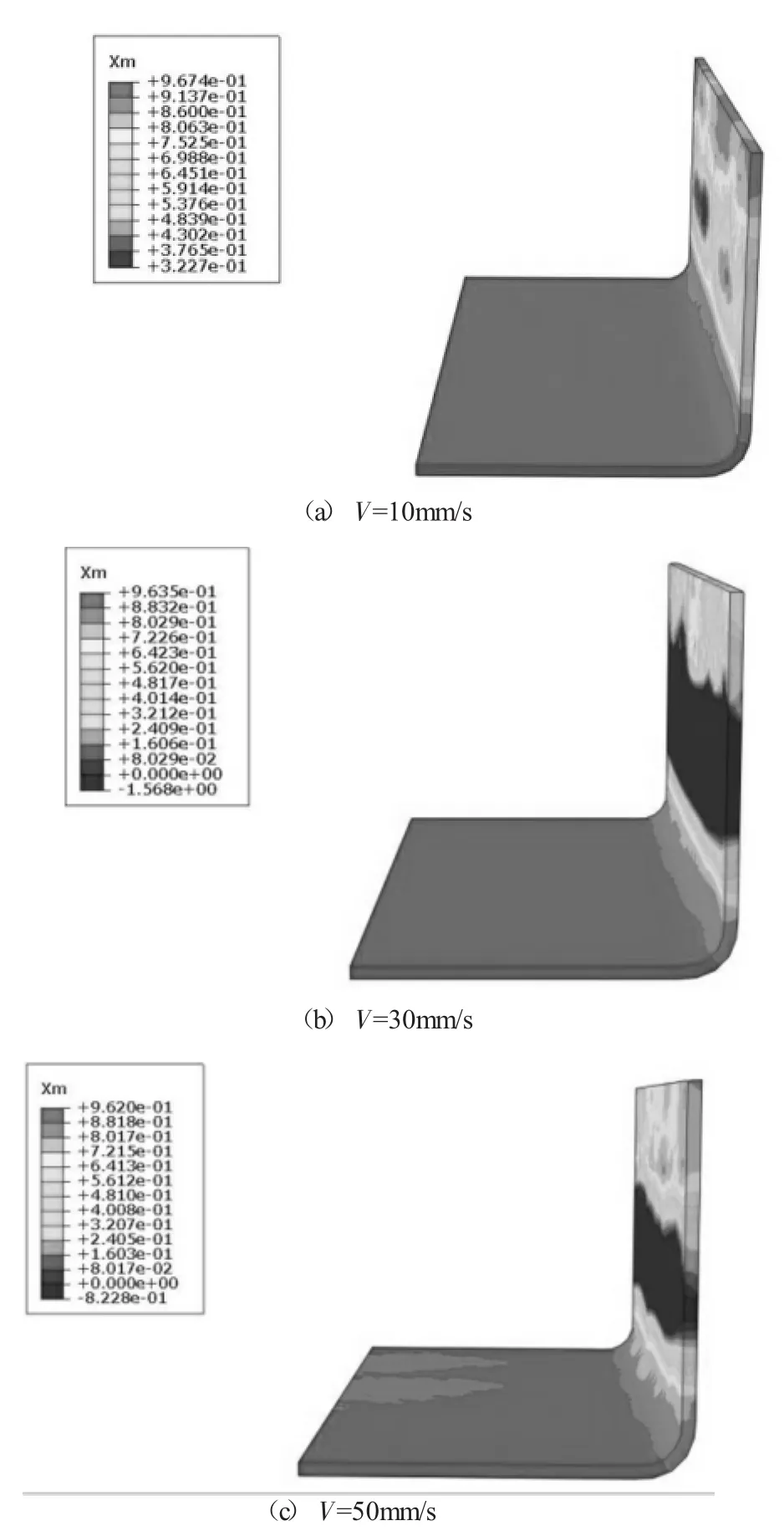
圖4 板料保壓淬火結束時馬氏體相變云圖

圖5 沖壓速率對馬氏體平均轉化率和分布均勻性的影響
由圖5可知,在保壓淬火后,沖壓速率越大,馬氏體的平均轉化率越小,分布均勻性越差。由于沖壓速率越大,凸模下行相同的行程所需時間越短,工件與模具接觸傳熱的時間就越短,工件冷卻損失的熱量就越少,成形后的溫度就越高,由上述馬氏體相變公式可知馬氏體的轉化率就越小。沖壓速率過大還會導致板料馬氏體轉變不均勻,成形件的機械性能變差。
3 結論
本文基于ABAQUS軟件,建立了U形梁熱沖壓成形過程、保壓淬火過程的熱力耦合三維有限元模型。通過研究不同沖壓速率下,成形件馬氏體平均轉化率和分布均勻性的變化情況,研究了沖壓速率對熱沖壓成形件馬氏體相變的影響,結果表明:隨著沖壓速率的增加,沖壓成形結束時,馬氏體平均轉化率越小,分布均勻性越好;淬火結束時,馬氏體平均轉化率越小,分布均勻性越差。
[1]H.S.Liu.Investigation of the Hot-Stamping Process for Advanced High-Strength Steel Sheet by Numerical Simulation,Journal of Materials Engineering and Performance 2009(3):112-114.
[2]Zhu B,Zhang Y S, Li J, et al.Simulation research of hot stamping and phase transition of automotive high strength steel[J].Materials research Innovations,2011.15(sl):426-430.
[3]M.Naderi,M.Ketabchi,M.Abbasi.Analysis of microstructure and mechanical properties of different high strength carbon steels after hot stamping[J].Journal of Materials Processing Technology,2011,211(6):1117-1125.
[4]陳俊豪,寧保群,寶俊成,等.熱變形條件對T92鋼馬氏體相變過程及性能的影響[J].熱解工工藝,2015,10:42-45.
[5]韓小強,于宏元,盈 亮,等.熱沖壓關鍵工藝參數對零件力學性能影響研究[J].鍛壓裝備與制造技術,2013,4:58-62
[6]姜大鑫,武文華,胡 平,等.高強度鋼板熱成形熱、力、相變數值模擬分析[J].機械工程學報,2012,12:18-23.
[7]Heon Young Kim ,Jong Kyu Park ,Myoung-Gyu Lee.Phase transformation-based finite element modeling to predictstrength and deformation ofpress-hardened tubularautomotive part,Springer-Velag London 2013.
[8]肖碧媛.22MnB5高強度鋼熱變形行為及沖壓工藝仿真研究[D].長沙:湖南大學,2013.
