TSG 21-2016《固定式壓力容器安全技術監察規程》部分修訂內容介紹①
2018-01-29 07:47:01俞揚
化工機械 2017年6期
俞 揚
(江蘇省特種設備安全監督檢驗研究院(宜興分院))
TSG 21-2016《固定式壓力容器安全技術監察規程》[1](以下簡稱《大容規》)于2016年2月22日經國家質檢總局2016年第16號公告批準頒布,于2016年10月1日起施行。TSG 21-2016整合了原有的《固定式壓力容器安全技術監察規程》(TSG R0004-2009)、《非金屬壓力容器安全技術監察規程》(TSG R0001-2004)、《超高壓容器安全技術監察規程》(TSG R0002-2005)、《簡單壓力容器安全技術監察規程》(TSG R0003-2007)、《壓力容器使用管理規則》(TSG R5002-2013)、《壓力容器定期檢驗規則》(TSG R7001-2013)和《壓力容器監督檢驗規則》(TSG R7004-2013)7個安全技術規范,統一并且進一步明確基本安全要求,形成關于固定式壓力容器的綜合規范(大規范)。
筆者主要介紹了《大容規》部分修訂內容。不包括有色金屬容器、超高壓容器(設計、制造、使用管理和檢驗環節)和非金屬容器的相關內容。
《大容規》的具體解釋權屬于國家質檢總局,本文內容僅供參考。
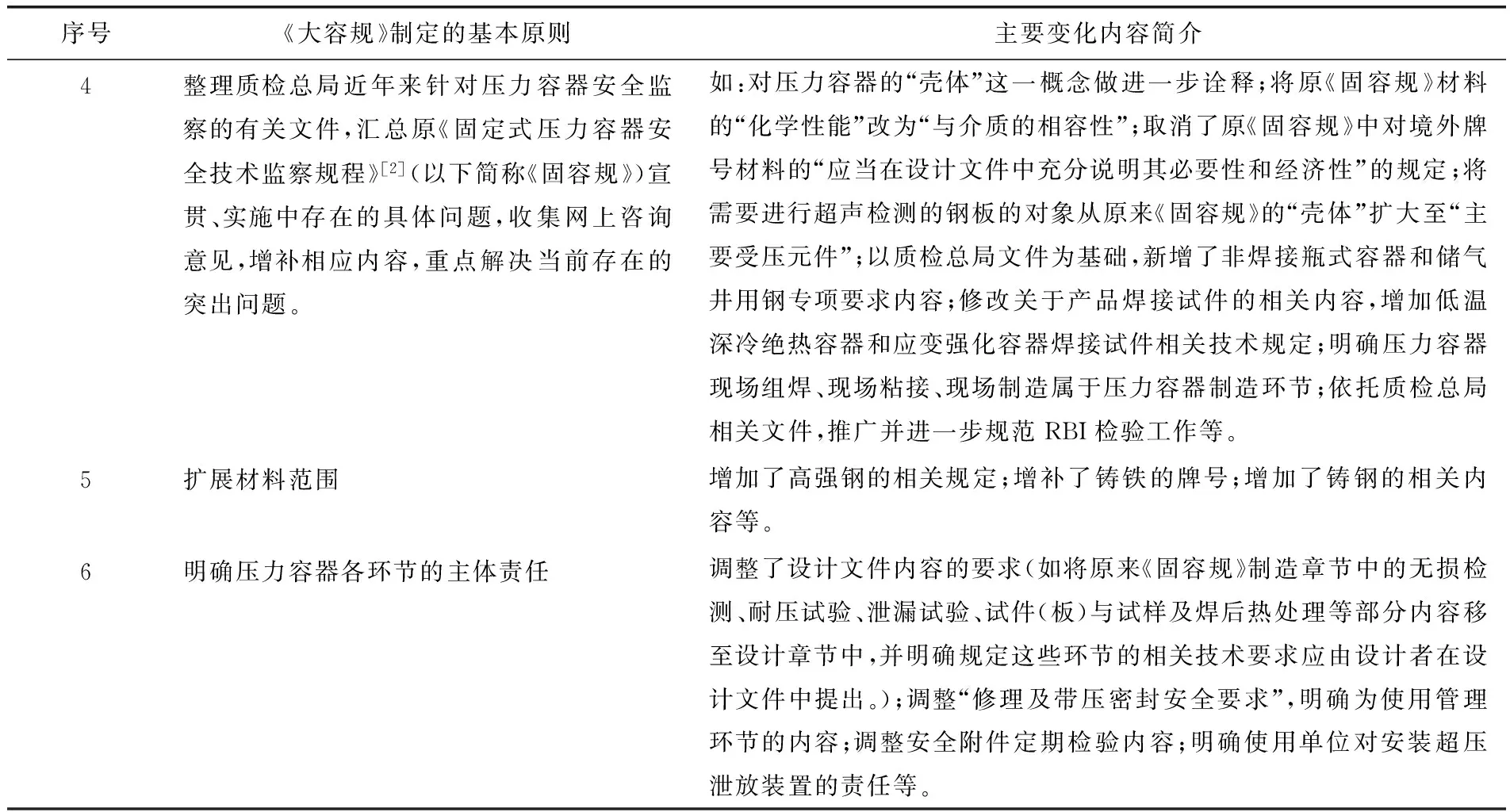
1 《大容規》制定的原則和主要變化內容簡介
《大容規》制定的原則和主要變化內容簡介見表1。
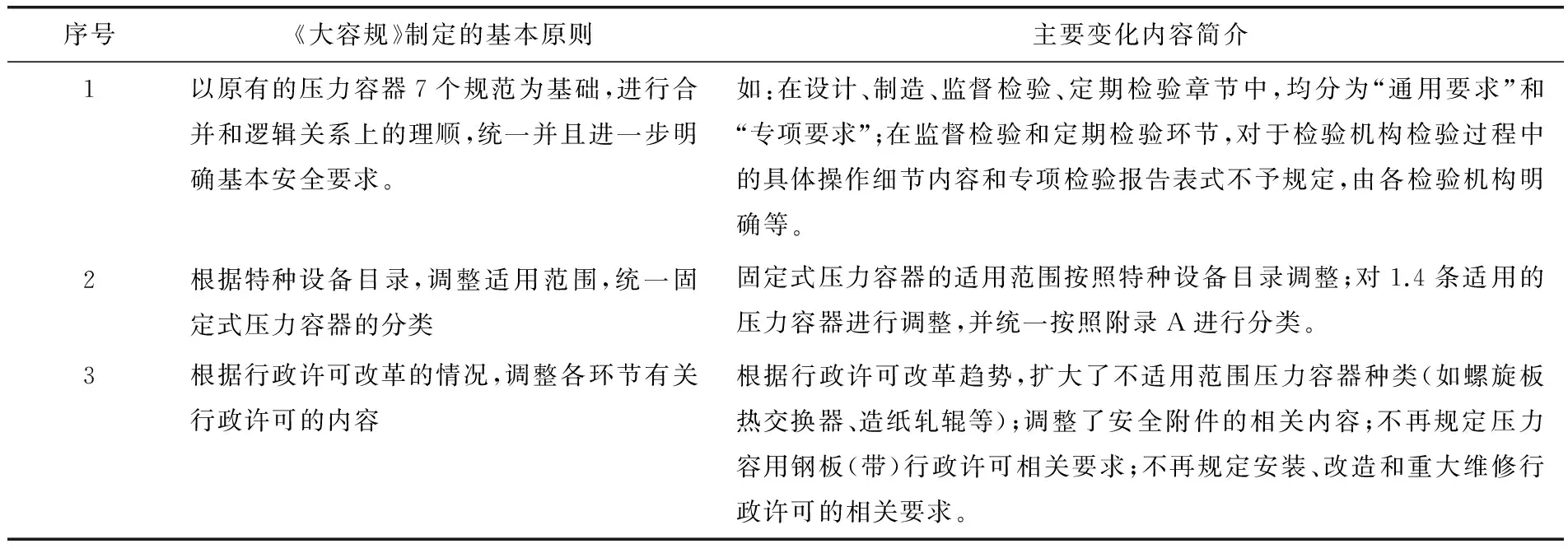
表1 《大容規》制定的原則和主要變化內容簡介
(續表1)
2 各章節內容變化情況
2.1 總則的變化內容
2.1.1余熱鍋爐范圍的界定得以明確
GB/T 151-2014《熱交換器》標準[3](以下簡稱GB/T 151標準)于2015年5月1日實施,該標準在附錄中納入了拉撐管板和撓性管板設計的相關內容。對拉撐管板和撓性管板的適用范圍、結構設計、設計計算、管板厚度、換熱管與管板連接接頭的拉脫力校核及換熱管軸向穩定許用壓應力校核等內容做了具體規定。拉撐管板和撓性管板大多應用于常壓氣體在管程的管殼式余熱鍋爐(以下簡稱“常壓管殼式余熱鍋爐”)。在GB/T 151標準未修訂前,一般參照鍋爐標準進行設計。GB/T 151標準實施后,常壓管殼式余熱鍋爐可以按照固定式壓力容器進行設計、制造[4]。另外,《大容規》適用的余熱鍋爐范圍界定為:“過程裝置中作為工藝設備的余熱鍋爐”,與TSG G0001-2012《鍋爐安全技術監察規程》[5]適用的“以余(廢)熱利用為主要目的的余熱鍋爐”相區別。
2.1.2固定式壓力容器的適用范圍的調整
固定式壓力容器的適用范圍按照國家質檢總局2014年第114號公告《質檢總局關于修訂<特種設備目錄>的公告》的附件(以下簡稱《目錄》)進行調整。
2.1.3“1.4條”內容的變化
《大容規》將“1.4條”(特殊規定)內容分為兩大類。將原《固容規》“1.4.1條”中一些使用條件較為特殊的容器(如低溫深冷容器、盛裝第2組介質的無殼體的套管熱交換器等)單獨列出,并強調需符合《大容規》“材料”章節內容要求的規定。
超高壓管式反應器常用于聚乙烯生產等用途,一般內直徑為25~80mm左右,按新調整的壓力容器范圍界定,只能按其外套管劃分為低類別容器,但其承受超高壓的腔體內管部分具有更大危險性;超高壓管式反應器本體材料選用高強鋼。制造反應器時,通常進行自增強處理。由于管式反應器需長周期連續高壓運行,所以自增強殘余應力由于多種原因會逐步衰減[6]。選用管材的性能對超高壓管式反應器的安全運行來說,是十分重要的因素,因此,超高壓管式反應器的設計、選材、制造必須滿足《大容規》的相關要求。
《固容規》將符合“1.4條”條件的壓力容器統一劃分為Ⅰ類,《大容規》未作此項規定。《大容規》實施后,“1.4條”范圍的壓力容器應按照附錄A進行劃分類別。
2.1.4調整了不適用《大容規》的壓力容器范圍
由于《特種設備安全法》(以下簡稱《安全法》)的實施和《目錄》的調整,《大容規》對“不適用的壓力容器”的范圍做了相應的調整(如軍事裝備、氧艙等);鑒于容器危險性較小,事故較少,可不需要監管,將原屬《固容規》范圍的螺旋板式熱交換器、電力行業專用的全封閉式組合電器(如電容壓力容器)、橡膠行業使用的輪胎硫化機、承壓的橡膠模具及造紙軋輥等設備排除在《大容規》范圍之外,但使用單位仍需進行安全管理。
2.1.5調整“安全附件”界定范圍
《大容規》安全附件的種類包括了《目錄》范圍的安全閥、爆破片裝置和緊急切斷裝置(目前需要制造許可);同時,也納入了不在《目錄》范圍內的易熔塞(如非焊接瓶式容器用)和安全聯鎖裝置(如快開門式壓力容器用)。
將“儀表”從原《固容規》“安全附件”分離,單獨列出,進一步理清壓力容器使用、檢驗環節對“安全附件”和“儀表”管理的責任和內容。
2.2 材料章節變化的主要內容
2.2.1對基本要求作了適當調整
壓力容器用材料未列入經修訂后的《目錄》,但壓力容器用材料仍然是監管的對象,所以,《大容規》在材料章節“基本要求”中作了如下調整:
a. 由于《目錄》調整,壓力容器用鋼板(帶)制造許可也隨之取消。《大容規》取消了對壓力容器鋼板(帶)許可的相關要求。
b. 強調壓力容器用材料的可追溯性。對壓力容器材料的控制,是容器建造質量管理十分重要的環節。材料控制的目的有兩個方面:一是,依據設計選材的要求準確使用材料,不出現錯發、混料現象,即稱之為材料控制的“正向追溯”[7];二是,從建成的產品或半成品上能反向追溯到材料的原始狀況(如爐、批號及所經歷的性能試驗等),即稱之為“反向追溯”。“正向追溯”和“反向追溯”的結果應該保持一致,如不一致,則存在材料管理失控現象。無論是“正向追溯”,還是“反向追溯”,壓力容器用材料的“可追溯性”始終是材料管理的核心內容。在取消壓力容器鋼板(帶)制造許可后,《大容規》增加并強調了材料的“可追溯性”內容,是十分有意義的。
c. 在“基本要求”中,將原《固容規》材料的“化學性能”改為“與介質的相容性”,更符合選材原則,避免歧義。GB/T 30579-2014《承壓設備損傷模式識別》標準(以下簡稱GB/T 30579)業已頒布實施,該標準的頒布實施,為壓力容器選材帶來技術參考。
2.2.2境外牌號材料的使用
隨著經濟發展的全球化和中國制造的國際化擴展,承壓設備材料國際化趨勢日顯。近來,我國與國外材料標準的互認工作取得了長足的進展。2013版ASME BPV SectionII規范的第A部分(PartA)中,列出SA/GB 713“SPECIFICATION FORSTEEL PLATES FOR BOILERS AND RESSURE VESSELS”,表明ASME認可中國國家標準GB 713。同時,GB 150.2-2011《壓力容器》“第2部分:材料”第1號修改單中,將SA 516 Gr70、SA 537 Cl1和SA 387 Cr12 Cl2共3個在國內使用較多,且各項數據較全的ASME鍋爐壓力容器用鋼號放入該標準中。鑒于這種發展狀況,《大容規》修訂了境外牌號材料選用的相關原則規定,取消了原《固容規》中“應當在設計文件中充分說明其必要性和經濟性”的規定。同時規定:“在選用境外牌號材料時,應在設計文件中注明滿足《大容規》的各項要求。”這也強化了設計單位的主體責任。
2.2.3增加了高強鋼力學性能相關要求
《大容規》關于碳素鋼和低合金鋼(鋼板、鋼管和鋼鍛件)的沖擊吸收能量要求和鋼板斷后伸長率指標,較原《固容規》均增加了一個強度等級。這是鑒于在《大容規》中增加了超高壓容器、非焊接瓶式容器和儲氣井用鋼等高強鋼的相關要求。
高強鋼材料(即抗拉強度下限值大于630MPa的鋼材)的沖擊吸收能量指標較高,其中材料斷裂前彈性變形功所占比例較大,為保證防止裂紋產生和擴展的塑性變形功和撕裂功有足夠值,隨抗拉強度增加,應不斷提高沖擊吸收能量指標;而材料的側向膨脹量值能很好地反映出材料在沖擊試驗時消耗于塑性變形的能力[8],從嚴格意義上講,側向膨脹量比沖擊吸收能量更能代表高強鋼材料的韌性。《大容規》參照ASME規范UG-84(c)(4)(-b)、UHT-6(a)(3)及UHT-6(a)(4)等條款和圖UHT-6[9]制定了高強鋼最小側向膨脹量值要求。
2.2.4增加鑄鐵材料的牌號
2009年9月1日,GB/T 1348-2009《球墨鑄鐵件》標準[10]實施。該標準替代了原GB/T 1348-1988標準。在新標準中,增加了3個350MPa強度級的牌號,其斷后伸長率均規定不低于22%,其韌性優于400MPa強度級的牌號;該標準對 QT350-22R、QT350-22L兩個牌號分別規定了室溫和低溫下的沖擊功值。《大容規》增加了QT350-22R和QT350-22L這兩個牌號的鑄鐵材料,并相應提出了其設計壓力和溫度限制。另外,鑄鐵含碳量較高,所以在規范中明確規定不允許拼接、焊補。
2.2.5增加了鑄鋼容器技術要求
1999版《壓力容器安全技術監察規程》有關于鑄鋼材料的規定,《固容規》頒布后將鑄鋼材料的相關規定予以取消。主要考慮到我國無壓力容器用鑄鋼材料的相關標準,且材料質量難以保證[11]。但是,鑄鋼實際常用于制造一些形狀復雜、難以進行鍛造或者切削加工的壓力容器部件(如異形殼體、快開門容器前端法蘭及法蘭蓋等)。鑄鋼的力學性能與鍛件相比,塑性、韌性和承受沖擊的能力都比鍛件低。ASME鍋爐壓力容器規范對鑄鋼有比較詳細的要求。如在確定許用應力時,應乘以“鑄造質量系數”等。鑒于這種情況,《大容規》增加了鑄鋼材料的相關內容,規定了用于壓力容器制造的鑄鋼材料的冶煉和化學成分;明確了鑄鋼材料的主要力學性能指標(抗拉強度、斷后伸長率及設計溫度下的沖擊功值等);給出了鑄鋼容器設計壓力和溫度限制。另外,在規范設計章節部分,增加了鑄鋼室溫下抗拉強度最小安全系數。這些新增的內容,給鑄鋼容器的建造留了技術上的出路。但是,我國尚無壓力容器用鑄鋼材料標準和鑄鋼容器的建造規范標準,鑄鋼容器相關技術規定亟待解決。
2.2.6新增非焊接瓶式容器用鋼和儲氣井用鋼專項要求
非焊接瓶式容器、儲氣井同屬CNG等加氣站的固定儲氣設施,均選用高強鋼制造而成,制造時均不采用焊接工藝。非焊接瓶式容器采用無縫鋼管旋壓而成;儲氣井井管采用螺紋連接而成。非焊接瓶式容器和儲氣井結構如圖1、2所示。
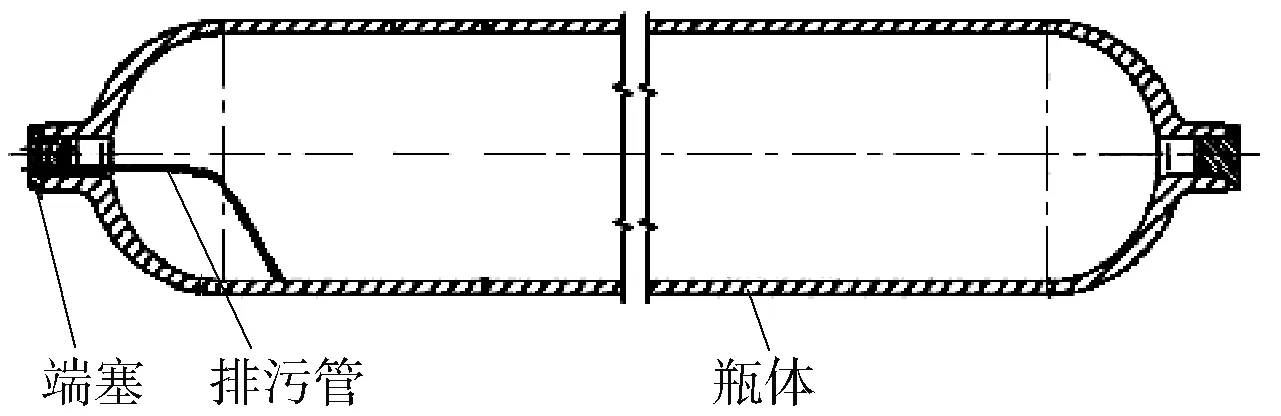
圖1 非焊接瓶式容器瓶體示意圖
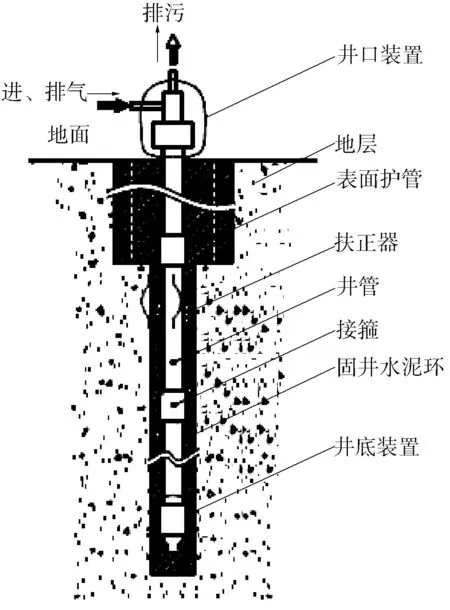
圖2 儲氣井結構示意圖
以上兩種設備內部儲存介質基本相同,大都為天然氣、甲烷及氫氣等壓縮氣體。由于介質中可能含有硫化氫和水,所以,這兩種設備的主要損傷模式為濕硫化氫破壞(氫致開裂)[12]。相關事故案例也證明了這點[13]。高強鋼濕硫化氫破壞的特征是:對材料的硫磷等雜質敏感;對容器內表面缺口、裂紋敏感;應力腐蝕導致的裂紋擴展速率隨材料強度水平的升高而增大等[14]。為規范這兩種設備的安全管理,防止事故發生,國家質檢總局分別下發《關于承壓設備安全監察有關問題的通知》(質檢特函〔2012〕32號)文件和《質檢總局關于地下儲氣井安全監察有關事項的公告》(2014年4月10日),規范其安全技術要求。《大容規》吸收完善以上文件的相關內容,對這兩種設備用鋼提出了專項技術要求。
2.2.6.1非焊接瓶式容器用鋼專項要求
《大容規》對瓶體用鋼的專項要求主要包括:冶煉和熱處理(冶煉方式、熱處理、金相組織)、化學成分和力學性能(對存在濕硫化氫破壞環境的瓶體材料提出了相對較高的要求。如鋼材的純凈化程度、鋼材的抗拉強度上限、鋼材的屈強比、斷后延伸率指標、鋼材的沖擊功及側向膨脹量等指標)、超聲檢測合格指標。
非焊接瓶式容器的端塞一般應當采用與瓶體材料相匹配的鋼鍛件(如鉻鉬鋼等材料),如使用溫度達不到要求,則應選用相應低溫鍛件或不銹鋼和耐熱鋼鍛件,相關指標應符合承壓設備用鍛件標準要求;同時規范對大公稱直徑的端塞鍛件作了較嚴格的規定[15]。
2.2.6.2儲氣井用鋼專項要求
《大容規》對儲氣井用鋼的專項要求基本吸收了《質檢總局關于地下儲氣井安全監察有關事項的公告》的相關內容,并補充井管和接箍用鋼管材料的側向膨脹量最小值要求、增加井口裝置與井底裝置選材等要求。
目前,非焊接瓶式容器和儲氣井在我國已得到了較為廣泛的應用。這兩種容器在設計、選材及制造等環節有其特殊性,如:容器均承受交變壓力的作用。因此,在設計中均應考慮疲勞載荷、特殊結構等因素[16];我國尚無這兩種設備的專用鋼標準,選材存在爭議等[17]。因此,宜盡快制定出臺協調標準,對以上容器設計、選材、制造及檢驗等環節作進一步規范。
2.2.7關于焊接材料規定內容的變化
《固容規》對焊接材料的選用原則為:“用于制造壓力容器受壓元件的焊接材料,應當保證焊縫金屬的力學性能高于或者等于母材規定的限值。”焊縫金屬的力學性能包括:拉伸性能、沖擊韌性等指標。而規定“焊縫金屬沖擊韌性指標應高于或者等于母材規定的限值”,這是不符合工程實際的。
對焊縫金屬沖擊韌性的要求,應考慮承壓設備從原材料到服役的全過程的冷、熱加工和焊后熱處理及使用條件下的工作狀況等因素。特別應考慮鋼材焊接熱影響區的沖擊韌性。所有鋼材焊接后都存在熱影響區,其中過熱區(又稱粗晶區)材料有所弱化、脆化,晶粒粗化,其沖擊韌性較母材大大降低。為此,我國壓力容器用鋼板等材料標準,特別是低溫鋼材料標準將材料的沖擊吸收能量指標大幅度提高,目的是為焊接接頭特別是熱影響區的沖擊韌性指標留有余量,符合設計要求。所以應對《固容規》規定的焊接材料選用原則進行修訂。但是,到目前為止,我國承壓設備行業還沒有鋼材熱影響區沖擊韌性的統一認識,任何鋼材生產廠都沒有保證鋼材焊接熱影響區的沖擊吸收能量值。因此,《大容規》將焊接材料沖擊吸收能量指標修訂為:滿足相應強度級別的鋼材的沖擊吸收能量最低值規定(即滿足表2-1規定)。這樣規定符合工程實際,同時又具有可操作性。這與GB 150.2-2011《壓力容器 第2部分:材料》[18]對焊接接頭沖擊吸收能量指標的規定相一致。新修訂的NB/T 47018-2017《承壓設備用焊接材料訂貨技術條件》標準,對焊接材料的沖擊韌性合格指標的制定,也同樣考慮了以上的相關因素[19]。
2.3 設計、制造章節內容的變化
2.3.1明確設計單位的主體責任,調整規范的相關內容
由于行政許可等因素,我國設計和制造單位現階段需分別取得許可證。設計和制造環節之間的接口經常出現“真空”現象,設計單位與制造單位的主體責任不明。
為解決我國現階段壓力容器設計與制造環節之間的接口銜接問題,《大容規》明確了設計單位和制造單位的主體責任,調整設計、制造章節的相關內容。將原來《固容規》制造章節中的無損檢測、耐壓試驗、泄漏試驗、試件(板)與試樣及焊后熱處理等相關內容移至設計章節中,并明確規定這些環節的相關技術要求應由設計者在設計文件中提出。
壓力容器由制造廠進行設計,在國外先進國家是比較常見的做法。其目的主要是便于使壓力容器的結構設計更適合制造廠的工藝特點,有利于加快交貨進度、確保產品質量。同時,壓力容器的設計,需要從制造角度考慮相關問題,如:選材、制造工藝、檢驗和試驗、運輸、制造技術及工藝裝備發展情況等因素[20]。
2.3.2推廣壓力容器設計風險評估報告
《固容規》頒布實施后,風險評估報告在第Ⅲ類壓力容器中得以應用。GB 150.3附錄F給出了風險評估報告的編制原則和至少應具有的內容;GB/T 30579標準對每一種損傷模式提出具體的技術內容。這些標準的實施和應用,為《大容規》推廣壓力容器設計風險評估報告(不限于第Ⅲ類壓力容器,需要時使用)提供了技術上的保障。
2.3.3修訂需制備產品焊接試件的壓力容器的適用范圍
制備產品焊接試件的目的是為了驗證和檢驗與壓力容器本質安全相關的焊接接頭主要性能是否達能到實際要求。需經熱處理改善或者恢復材料力學性能的壓力容器主要需考量其熱處理對于壓力容器(包括材料和焊接接頭)性能的影響。《大容規》在4.2.2.1中提出了制備母材熱處理試件的相關技術要求。
“經熱處理改善或者恢復材料力學性能”的制造工藝包括:因加工硬化引起的材料性能改變,需通過熱處理恢復其性能。如:先拼接后冷成型的封頭,其纖維伸長變形率超過相關標準規定值,需通過熱處理恢復材料力學性能。此時,如需制作焊接試件,應在縱向焊縫延長部位焊接產品試板。此時,試板需經與封頭相同曲率的形變過程,熱處理后再進行力學性能檢驗,才具代表性。而在實際生產中,制備的焊接試板應如何形變,可操作性不強。這個問題曾引起相關爭議。《大容規》刪去此項規定,保留需制備產品焊接試件的壓力容器的原則性規定,并明確規定,何時制作產品焊接試件(板),由設計者提出。
近年來,應變強化技術越來越多地應用在真空深冷壓力容器建造上。這項技術的應用,推動了壓力容器輕量化建造技術。現階段,進行應變強化技術需進行技術評審,因為國內尚無相關技術標準。考慮到應變強化技術運用的廣泛性和其制造的特殊性(容器和產品焊接試板需進行預拉伸),《大容規》對應變強化壓力容器產品焊接試板作了相關規定。目前,國家標準《固定式真空絕熱深冷壓力容器 第7部分:內容器應變強化技術規定》正在制定中,其關于產品焊接試件的相關規定與《大容規》一致。
2.3.4對大型壓力容器的對接接頭采用γ射線全景曝光檢測作了相關技術限制
GB 12337-2014《鋼制球形儲罐》和NB/T 47013-2015《承壓設備無損檢測》標準業已頒布實施。這兩項標準均對大型容器采用γ射線全景曝光檢測作了限制規定。
γ射線檢測的像質計(線性)靈敏度與實際檢測靈敏度差距較大,而γ射線檢測的對象往往是厚壁容器,檢測的材料又往往裂紋敏感性較強。γ射線檢測拍攝的底片評定又較困難,細小裂紋檢出率比較低[21]。鑒于以上情況,《大容規》采納了以上標準相關要求,在規范中對大型容器的γ射線全景曝光檢測作了相關技術限制。
2.3.5增加了快開門式壓力容器設計專項要求
快開門壓力容器的安全聯鎖裝置是快開門容器最重要的安全附件之一。據相關統計,近年來,由于快開門安全聯鎖裝置產生的問題而發生的壓力容器事故時有發生[22]。《質檢總局辦公廳關于加強小型鍋爐、快開門式壓力容器和烘缸(筒)安全監察工作的通知》(質檢辦特〔2013〕338號)對快開門式壓力容器的使用,安全聯鎖裝置的制造、監督檢驗提出了具體要求。
快開門安全聯鎖裝置的種類較多,大致可分為:直接作用式、間接作用式和組合式安全聯鎖裝置。《固容規》未明確提出須設置安全聯鎖裝置,考慮到有些快開門結構本身設計可實現安全聯鎖功能[11]。其實,這類快開門結構本體中的相關部件同樣屬于安全聯鎖裝置。如:按照SY/T 0556-2010《快速開關盲板技術規范》標準設計制造的快開盲板(圖3)[23],其安全聯鎖功能是靠啟閉安全聯鎖機構中的排氣螺栓,來實現聯鎖功能的。這種安全聯鎖機構屬于快開盲板本體中的一個部件,這個部件就可視為安全聯鎖裝置。
快開門結構和安全聯鎖裝置種類較多,快開門結構的選用、安全聯鎖裝置的使用環境、校驗周期及校驗方法等技術要求理應由壓力容器設計者提出,較為合理。為此,《大容規》對安全聯鎖裝置的設計提出了補充要求。壓力容器制造、使用單位和檢驗單位則應根據設計文件的要求進行制造、使用安全管理和定期檢驗。
2.4 安裝、改造與修理章節主要內容的變化
《大容規》在制造章節中已明確,固定式壓力容器的現場制造、現場組焊等過程屬于制造環節,不屬于安裝環節;而改造、修理相當于制造的一種特定形式,改造、修理的許可本身就是制造許可的一種特殊形態[24]。
2.5 監督檢驗有關內容的變化
《壓力容器監督檢驗規則》(TSG R7004-2013,以下簡稱《監檢規》)頒布實施已有兩年多時間,本次《大容規》修訂,根據規范制定的原則,對《監檢規》進行了部分修訂。如縮小了監檢的范圍,注重焊接要求;刪去原《監檢規》中一些細節規定,由監檢機構作具體規定;修訂監檢工作見證和監檢機構存檔資料的內容等。
2.6 使用管理章節相關內容的變化
《大容規》根據《安全法》、《固容規》和TSG R5002-2013相關內容,對使用管理章節進行了修改。在涉及使用單位義務、壓力容器使用登記和變更的具體程序內容方面,應遵守新頒布實施的《特種設備使用管理規則》(TSG 08-2017)的相關規定。
簡單壓力容器和《大容規》1.4條范圍內壓力容器都不需要辦理使用登記手續,且在設計年限內不需要定期檢驗。原安全技術規范并未對以上壓力容器的使用管理規定作明確規定。以上壓力容器雖然不需要注冊登記和定期檢驗,但使用單位必須負責其使用安全管理。《大容規》對以上壓力容器列出了3款使用管理原則要求。涉及建立檔案、日常維護保養、定期檢查、特殊情況的檢驗及事故處理等方面。
2.7 定期檢驗章節的變化內容
《大容規》有關定期檢驗章節的內容,主要根據《固容規》第7章、TSG R7001-2013《壓力容器定期檢驗規則》等規范進行修訂。修訂內容主要涉及:推廣并進一步規范RBI檢驗工作、調整安全附件定期檢驗等內容。
2.7.1推廣并進一步規范RBI檢驗工作
2000年以來,我國RBI技術的研究和應用,經歷了技術積累、工程試用、法規引用、標準轉化、全面開展和總結提升6個階段[25]。通過RBI技術的實施,可以有效地節約檢驗、檢修成本,降低設備運行風險,為生產裝置長周期安全運行提供可靠的技術保障。GB/T 30579、GB/T 26610.1~GB/T 26610.5《承壓設備系統基于風險的檢驗實施導則》等系列標準的實施,為RBI檢驗的實施提供了依據。
實施RBI檢驗,需要壓力容器使用單位有完善的管理體系和較高的管理水平。為規范RBI檢驗工作程序,國家質檢總局下發《質檢總局特種設備局關于進一步規范承壓設備基于風險檢驗(RBI)工作的通知》(質檢特函〔2014〕52號),對實施風險檢驗的條件和承擔單位、基于風險檢驗實施程序和工作要求、對應用基于風險檢驗相關單位的監督管理等內容作了較為詳細的規定。《大容規》基本采納了以上文件相關內容。
2.7.2調整安全附件定期檢驗的內容
《大容規》將原來“安全附件”內容分為“安全附件”和“儀表”,明確了“安全聯鎖裝置”屬于“安全附件”。將“儀表”檢查的內容從定期檢驗項目中略去,進一步簡化定期檢驗中安全附件檢驗內容。同時增加了對快開門壓力容器聯鎖裝置的檢驗要求。
安全附件和儀表的檢查應當是在壓力容器運行期間進行的經常性項目,僅在停機定期檢驗時檢驗是遠遠不夠的,許多項目也難以進行。所以,在壓力容器經常性維護保養和年度檢查中,應加強對安全附件和儀表的檢查,這樣更具操作性。
2.8 安全附件和儀表章節內容的變化
壓力容器的超壓泄放裝置是壓力容器十分重要的安全附件。其技術要求應在設計文件中明確。使用單位應當保證壓力容器使用前按照設計要求裝設了超壓泄放裝置。《大容規》在9.1.2(5)條款中增加了使用單位對于裝設壓力容器超壓泄放裝置的相關責任。
2.9 簡單壓力容器安全管理問題的探討
簡單壓力容器的安全管理方式(不需要注冊登記和定期檢驗)在我國已施行了多年。TSG R0003-2007《簡單壓力容器安全技術監察規程》(以下簡稱《簡單容規》)的實施,給簡單容器的制造單位和使用單位帶來了便利,但在實踐中,簡單容器的安全管理也存在一些問題和漏洞。
《大容規》附件A2.3規定了簡單壓力容器的適用條件,與《簡單容規》相比,范圍進一步擴大。如:材料擴大至Q345R、介質范圍擴大、單臺不進行型式試驗且按照GB 150設計制造的容器也屬于簡單壓力容器等。《大容規》實施后,簡單容器的數量將明顯增加。筆者認為,對簡單容器的安全管理,除須滿足《大容規》相關要求外,為了避免出現安全管理的漏洞,還應加強以下工作:
a. 使用單位應加強對簡單容器出廠資料和容器焊接接頭質量的驗收和辨認;
b. 簡單容器制造單位應進一步加強質量意識、安全意識和誠信意識,切實按照《大容規》、NB/T 47052-2016《簡單壓力容器》[26]標準和設計文件的要求進行制造。同時,應嚴格在《型式試驗證書》覆蓋范圍內進行制造。
c. 檢驗單位應規范制造監檢質量,嚴格執行《大容規》對簡單容器制造監檢的專項要求。特別應對產品組批、抽查產品和項目及不合格處理等環節嚴格控制和把關。
3 相關問題的討論
《大容規》是固定式壓力容器的綜合規范。綜合規范只提基本安全要求,因此,其協調標準和其他相關標準應及時制定出臺,對詳細的技術內容進行補充,如鑄鋼容器、非焊接瓶式容器等技術標準;綜合規范的組成部分較多,因此,對綜合規范的修訂時機、修訂方式及增補內容方式等機制應盡快明確,并規范實施。《大容規》規定的一些內容(如:材料的可追溯信息化標識等),其可操作方式,尚需在工程實踐中加以完善。
4 結束語
《大容規》是我國固定式壓力容器的一部綜合性安全技術規范,內容包含了壓力容器的材料、設計、制造、安裝、改造、修理、檢驗及使用等環節,對各環節都提出了安全技術基本要求。規范明確了相關單位的主體責任,為《特種設備安全法》的實施提供了技術支持。
[1] TSG 21-2016,固定式壓力容器安全技術監察規程[S].北京:新華出版社,2016.
[2] TSG R0004-2009,固定式壓力容器安全技術監察規程[S].北京:新華出版社,2010.
[3] GB/T 151-2014,熱交換器[S].北京:中國標準出版社,2014.
[4] 張延豐,鄒建東,朱國棟,等.GB/T 151-2014《熱交換器》標準釋義及算例[M].北京:新華出版社,2015.
[5] TSG G0001-2012,鍋爐安全技術監察規程[S].北京:新華出版社,2012.
[6] 柳增典,朱磊,王印培.在役高壓聚乙烯管式反應器的安全性研究[J].壓力容器,1992,9(1):11~19,48.
[7] 葛新,侯學軍,張宏.壓力容器制造中材料管理的正向追溯[J].中國特種設備安全,2011,27(9):22~23.
[8] 王非.化工壓力容器設計選材[M].北京:化學工業出版社,2013.
[9] ASME BPVC.Ⅷ.1-2015[S].New York:The American Society of Mechanical Engineers,2015.
[10] GB/T 1348-2009,球墨鑄鐵[S].北京:中國標準出版社,2009.
[11] 謝鐵軍,賈國棟,鄭暉,等.TSG R0004-2009《固定式壓力容器安全技術監察規程》釋義[M].北京:新華出版社,2010.
[12] GB/T 30579-2014,承壓設備損傷模式識別[S].北京:中國標準出版社,2014.
[13] 辛忠仁,馬敏秋,楊鵬,等.壓縮天然氣鋼瓶爆炸事故分析[J].壓力容器,1998,15(3):64~67.
[14] 王洪海.CNG加氣站無縫瓶式容器的安全設計[J].化工設備設計,1999,36(6):22~29.
[15] 張新建,羅雪梅,范海俊,等.大容積CNG站用儲氣瓶式容器組設計[J].煤氣與熱力,2015,35(10):11~14.
[16] 陳祖志,石坤,李邦憲.儲氣井設計問題的探討[J].壓力容器,2012,29(2):49~55,60.
[17] 陳祖志,石坤,李邦憲.油(套)管標準與我國壓力容器用管材標準規范比對研究[J].壓力容器,2012,29(6):54~62.
[18] GB 150.2-2011,壓力容器 第2部分:材料[S]. 北京:中國標準出版社,2011.
[19] 房務農,王笑梅,單新華.修訂《承壓設備用焊接材料訂貨技術條件》的思考[J].壓力容器,2016,33(4):37~45.
[20] 陳建俊.從制造角度看化工設備的設計[J].化工設備與管道,2005,42(6):1~7.
[21] 袁榕,王冰,陳學東,等.對若干國產CF-62鋼制壓力容器的裂紋分析與防止措施的建議[J].壓力容器,2003,20(2):38~42,49.
[22] 吳旭正.特種設備典型事故案例集(2005-2013)[M].北京:化學工業出版社,2015.
[23] SY/T 0556-2010,快速開關盲板技術規范[S].北京:石油工業出版社,2010.
[24] 闞珂,蒲長城.中華人民共和國特種設備安全法釋義[M].北京:中國法制出版社,2013.
[25] 賈國棟,王輝.我國石化成套裝置RBI技術的回顧與展望[J].中國特種設備安全,2014,30(9):3~8.
[26] NB/T 47052-2016,簡單壓力容器[S].北京:新華出版社,2016.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
科學大眾(2022年11期)2022-06-21 09:20:52
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
臺聲(2016年2期)2016-09-16 01:06:53
專用汽車(2016年4期)2016-03-01 04:13:43
舒適廣告(2008年9期)2008-09-22 10:02:48