電子束焊接技術在承壓設備制造中的應用分析①
2018-01-29 07:42:46徐進
化工機械 2017年6期
徐 進
(南京市鍋爐壓力容器檢驗研究院)
隨著經濟的快速發展,承壓設備的制造規模也在不斷向著大型化發展。例如在煉化行業中加氫反應器單個設備凈重已突破千噸級[1];丁二醇BDO裝置中核心設備的內徑已超過6 000mm[2]。近些年一些稀有金屬如鋯、鉭等,以其優異的耐腐蝕性不斷被引入作為承壓設備的主體材料[3]。我國目前在承壓設備制造領域的主要問題是高端制造能力不足和低端產能過剩,新型高效焊接技術的引進更是缺乏。電子束焊接具有高能量密度、高熔透性、焊接變形量小、適用于焊接各類金屬材料等優點[4~8],在日本、德國等國家被廣泛應用[9,10]。筆者結合國內外的研究現狀,深入探討了電子束焊接技術應用于承壓設備領域的可行性。
1 電子束焊接技術
1.1 焊接原理
電子束焊接的原理主要依據電子束所產生的“匙孔效應”,即當高速電子束撞擊工件金屬表面時,電子的動能轉化為熱能,使焊接位置的金屬表面達到極高的溫度,從而導致金屬汽化形成金屬蒸氣,由于蒸氣的作用導致融化的金屬向四周排擠,電子束繼續撞擊更深處的金屬。隨著焊接工件的移動,融化后的金屬冷卻后形成了完整焊縫結構。電子束焊接原理如圖1所示。
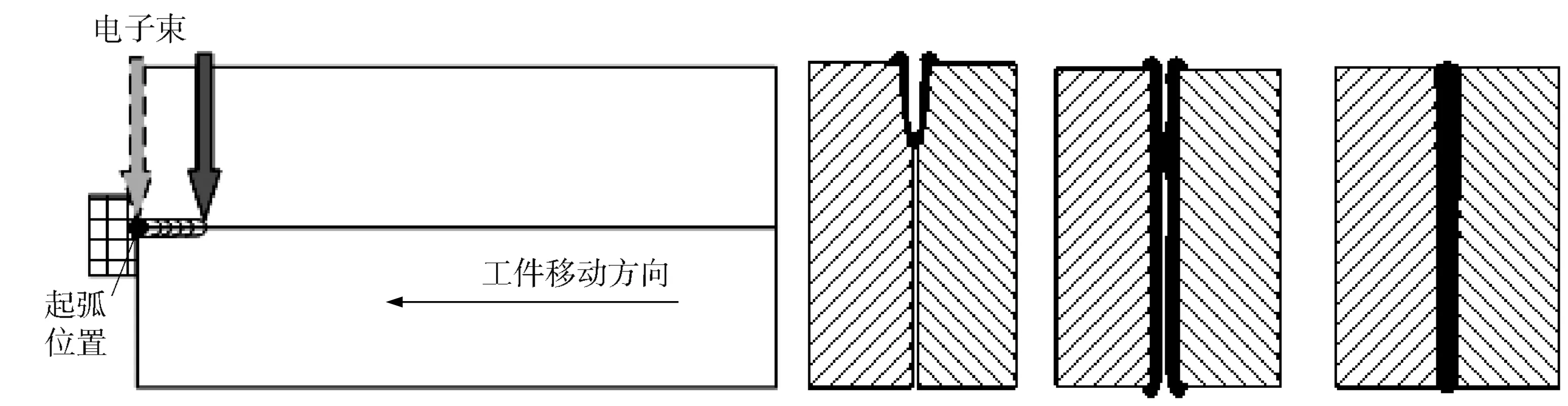
圖1 電子束焊接原理示意圖
1.2 技術特點
電子束焊接過程是電子束通過聚焦在工件表面形成直徑小于1mm的焦點,使得電子束的功率密度達到104~109W/cm2。高功率密度可以提高電子束焊接的焊接速度(100~180mm/s)、深寬比達到50∶1,最大允許焊接材料厚度可達300mm。電子束焊接過程采用激光定位,通過調節電場和磁場可以在焊接過程中隨時準確定位焊接方位并調整熔池位置,實現焊接過程的精確可控。
電子束焊接厚壁材料時可以不用加工焊縫坡口;焊接過程不需要額外增加填充金屬;焊接過程一次性完成。因此相比于需要填充金屬的傳統焊接方法,如手工焊、埋弧自動焊及鎢極氣體保護焊等具有無填充材料污染、焊接效率高和焊材成本低的技術優勢。
由于電子束焊接是在真空環境中操作的,因而可以最大程度地避免焊縫熔池冷卻過程中形成氣泡和空氣中的H、O、N元素對金屬的危害。這些特點適用于焊接有色金屬、活潑金屬等特殊材料。
2 國內外技術應用現狀
電子束焊接技術的出現最早應用于核工業、航空航天及軍事等高科技領域,后逐步拓展至汽車、電子及能源等領域。20世紀60年代美國和德國率先將電子束焊接技術應用于工業領域,并生產了原型機。隨后法國和日本也陸續將電子束焊接推廣到化工、能源等領域。法國最先將電子束焊接應用于核設備中錳鋼鍋爐的縱縫焊接和熱交換器的管子管板焊接。德國也開始研制直線型的電子束焊接設備,并陸續開發了焊縫焊接自動跟蹤和電子束功率密度分布測試系統。日本的電子束焊接起步相對較晚,但對該技術高度重視,在壓力容器制造領域大力推廣。日立、川崎重工、東芝電氣及三菱重工等公司均有將電子束焊接應用于壓力容器的技術實例[11]。國內也于20世紀90年代開始將電子束焊接引入航空航天領域[12],主要應用于焊接航空航天組件中發動機燃燒室、金屬波紋管、燃料儲箱及高壓氣瓶等部件[13]。目前尚未見到應用于承壓設備部件制造或整體制造的應用實例。
3 電子束焊接在承壓設備制造的應用分析
隨著技術革新和產能提高,承壓設備也在不斷往精密化和重型化發展[14]。筆者主要針對在煉油、煤化工工藝中核心承壓設備(如加氫反應器、氣化爐以及有色金屬制備的壓力容器)來探討電子束焊接的應用。
3.1 煉油承壓設備應用分析
煉油工藝中加氫反應器是核心設備。反應器采用高強度、耐熱性好的鉻鉬鋼(12Cr1MoR、15CrMoR、14Cr1MoR等)作為主體材料,內部采用堆焊雙層奧氏體不銹鋼的形式。由于鉻鉬鋼焊接性能較差,焊接過程需要對預熱溫度、焊接過程參數和焊后熱處理過程嚴格控制。目前國內大型承壓設備制造企業為保證焊接質量和經濟性,多采用窄間隙埋弧自動焊的方法,焊接節點如圖2所示。但是在實際制造過程中仍然存在由于焊接過程的控制不嚴格等問題造成的焊接缺陷,進而導致焊縫返修或在役過程中產生危害性缺陷導致的安全事故與經濟損失。
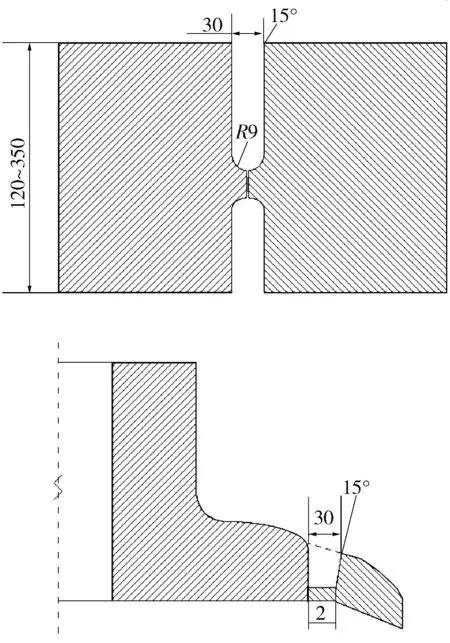
圖2 加氫反應器焊接節點示意圖
根據電子束焊接技術的特點,將電子束焊接引入加氫反應器核心部件的制造將極大地降低制造成本,同時提高焊接質量。以下從3個方面進行分析:
a. 安全性,電子束焊接環境為真空環境,可以有效避免H、O、N等空氣中雜質元素對焊縫質量的影響;同時由于無需焊材等填充金屬,避免了S、P等有害元素融入所造成的焊縫強度降低和焊接缺陷形成。
b. 經濟性,電子束焊接速度是傳統焊接方法的幾十倍,極大縮短產品的制造周期;同時無需焊材等填充金屬,降低制造企業對高端焊材的依賴;此外,由于電子束焊接不需要制備相應特殊的焊接坡口,可有效提高材料的利用率并縮短材料預制的加工周期。
c. 操作性,由于加氫反應器結構尺寸偏大,可以考慮采用局部真空電子束焊接方法[15~17](圖3)。采用局部真空處理,電子槍旋轉定位焊接的技術。而諸如封頭組對鍛環等部件焊接工序,可采用全真空電子束焊接方法。此外因為電子束焊接工藝經評定合格后,實際生產為全自動焊接,可有效避免人工操作所引發的焊接質量問題。

圖3 局部真空電子束焊接示意圖
3.2 煤化工承壓設備應用分析
荷蘭殼牌粉煤加壓氣化SCGP工藝中的核心設備氣化爐由于材料的特殊性和部件制造工藝復雜,使得該設備初期大量依賴于進口。其中氣化爐外殼體中制造難度最大的是氣體返回室的Y形結構(圖4)的焊接制造。目前,國內制造企業多采用全手工電弧焊或自主研發的埋伏自動焊焊接方法。由于焊縫坡口形式不規整,使得焊接質量控制存在較高難度。如果出現焊縫缺陷需要二次返修,將大幅提高制造成本。
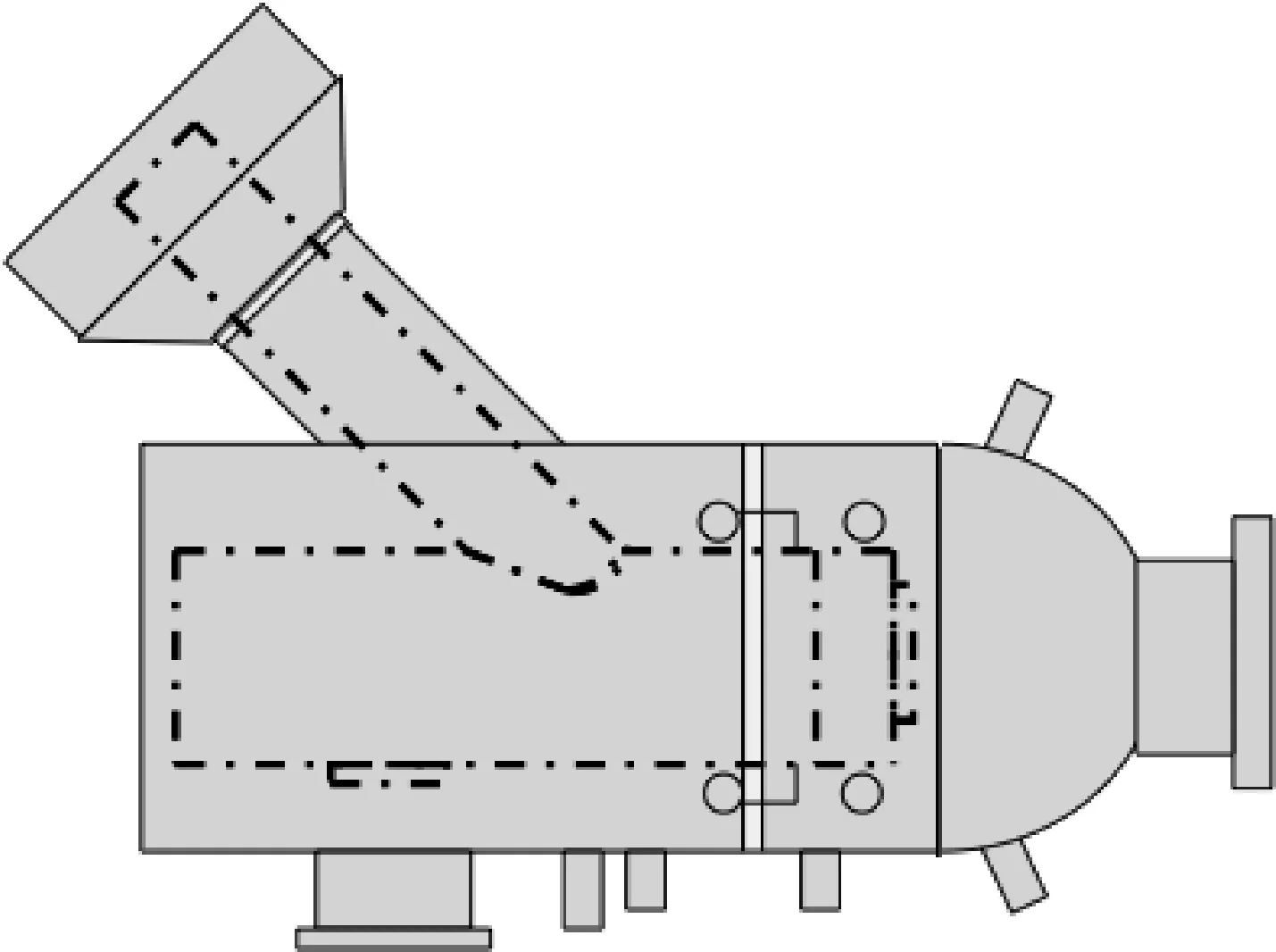
圖4 殼牌氣化爐返回室示意圖
針對此處的焊接過程采用真空電子束焊接將會有效解決目前制造過程中的難題。氣體返回室焊接坡口端面心形結構,可以通過激光定位保證焊接過程中焊縫成形位置。同時考慮到焊接過程焊縫需要持續預熱和焊后熱處理的問題,可以采用文獻 [18~20]中所提出的利用電子束分時控制的技術(圖5),即利用電子束在磁場內發生偏轉的特性,通過改變偏轉線圈的勵磁電流使磁場發生變化,實現束流的分時控制完成預熱、焊接與后熱處理的工藝過程,有效解決預熱和后熱處理的問題。
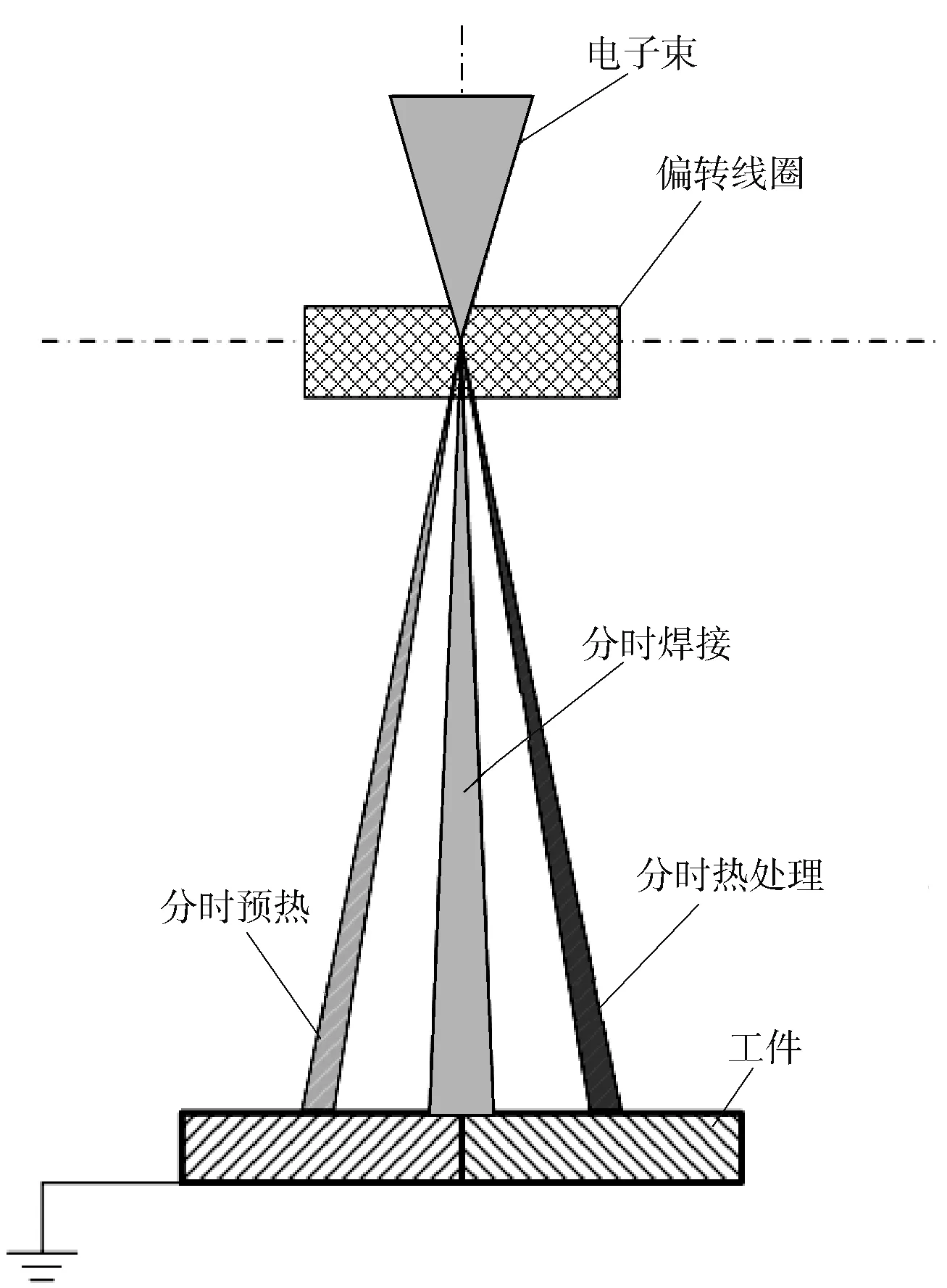
圖5 電子束分時控制示意圖
3.3 其他領域的應用分析
在醋酸、PTA和多晶硅行業中,承壓設備主體材料多采用有色金屬或有色金屬與碳鋼的復合材料,如:鈦、鎳、鋯、鈦復合板等。制造過程中存在大量有色金屬焊接和異種鋼焊接的情況。目前,制造企業多采用TIG或激光焊等先進焊接手段,但是焊接質量并未得到有效改善。電子束焊接在航空航天領域就被大量應用于有色金屬和異種鋼焊接工藝中[21,22],其技術特點可以有效地保證有色金屬焊后的強度和耐腐蝕性以及異種金屬焊接過程熔池融合的問題。
4 存在的問題
電子束焊接技術特點突出,在部分領域的應用有技術優勢。但是,目前電子束焊接也存在以下幾個方面的問題有待解決:
a. 成本偏高。由于國產電子束焊接設備化技術尚不成熟,造成電子束焊接設備購置和運行維護成本高。同時焊接過程需要高素質專業人員進行操作,一定程度上提高了企業的用工成本。
b. 尺寸受限。電子束焊接工件需要放置在密閉真空環境中,受限于設備結構和大尺寸真空區域的制造成本,使得電子束焊接方法目前無法適用于壓力容器全位置焊接。局部真空電子束焊接技術尚處于試驗階段,廣泛應用于設備制造中還不成熟。
c. 安全防護。電子束焊接會產生X射線,對人體有嚴重傷害。承壓設備制造過程勞動用工相對密集。因此需要對作業人員進行嚴格的健康防護。
d. 法規受限。電子束焊屬于高能束焊接方法的一種,但此焊接方法未納入NB/T47014《承壓設備焊接工藝評定》[23]。因此在國內使用電子束焊焊接承壓設備,例如應用于固定式壓力容器需要依據TSG 21-2016《固定式壓力容器安全監察規程》[24]1.9條的規定報送國家質檢總局進行技術評審,評審結果批準后方可應用于壓力容器承壓焊縫的焊接。
5 結束語
電子束焊接作為一種新型、高效的焊接方法在航空和軍事領域被廣泛應用。筆者通過分析電子束焊接方法的技術特點,并結合承壓設備制造過程中尚難有效解決的問題,探討了將電子束焊接方法引入承壓設備制造的可行性。隨著電子束焊接技術以及局部真空焊接技術的進一步發展,電子束焊接在承壓設備制造中的應用必將得到進一步完善。
[1] 蔣良雄. 超大直徑超大壁厚渣油加氫反應器的國產化研制[J]. 能源化工,2016,37(1):79~87.
[2] 高亞萍,張凱,湯傳梅,等. 超大型薄壁壓力容器(BYD反應器)制造技術[J]. 化工機械,2015,42(6):835~837.
[3] 邵峰. 鉭鋯多層復合容器的制造及結構改進[J]. 化工機械,2011,38(4):461~464.
[4] 劉春飛,張益坤.電子束焊接技術發展歷史、現狀及展望(Ⅰ)[J]. 航天制造技術,2003,(1):33~36.
[5] 劉春飛,張益坤.電子束焊接技術發展歷史、現狀及展望(Ⅱ)[J]. 航天制造技術,2003,(2):37~42.
[6] 劉春飛,張益坤. 電子束焊接技術發展歷史、現狀及展望(Ⅲ)[J]. 航天制造技術,2003,(3):27~31.
[7] 劉春飛,張益坤. 電子束焊接技術發展歷史、現狀及展望(Ⅳ)[J]. 航天制造技術,2003,(4):24~29.
[8] 劉春飛 ,張益坤. 電子束焊接技術發展歷史、現狀及展望(Ⅴ)[J]. 航天制造技術,2003,(5):48~52.
[9] 馬正斌,劉金合,盧施宇,等. 電子束焊接技術研究及進展[J]. 電焊機,2012,42(4):93~96.
[10] 劉玉東. 淺析電子束焊接技術在工業中的應用[J]. 科技與企業,2013,(20):397.
[11] 柳曾典. 日本電子束焊接在壓力容器中的實際應用[J]. 壓力容器,1986,3(1):93.
[12] 何俊,張永和,張濤. 電子束焊接技術在我國星船容器研制中的應用[J]. 航天制造技術,2010,(4):51~55.
[13] 薛承博,孫黎,姜煜霞. 電子束焊接技術發展及其在航空航天領域的應用[J]. 科技展望,2015,(5):122.
[14] 陳建俊. 我國壓力容器制造技術發展方向的探討[C].第六屆全國壓力容器學術會議壓力容器先進技術精選集.杭州:中國機械工程學會,2005:16.
[15] 馮吉才,王廷,張秉剛,等. 異種材料真空電子束焊接研究現狀分析[J]. 焊接學報,2009,30(10):108~112,118.
[16] 何成旦,成永軍,應磊,等. 法蘭環縫局部真空電子束焊接技術研究[J]. 核技術,2002,25(9):749~754.
[17] 張益坤,劉景鐸. 殼段法蘭局部真空電子束焊機的特點及使用[J]. 電焊機,2005,35(7):43~45.
[18] 王金南,付鵬飛,毛智勇,等. 316不銹鋼電子束焊接熱處理復合接頭組織及力學性能[J]. 材料熱處理學報,2016,37(5):150~155.
[19] Tao P,Yu H,Fan Y,et al. Effects of Cooling Method after Intercritical Heat Treatment on Microstructural Characteristics and Mechanical Properties of As-cast High-strength Low-alloy Steel[J]. Materials & Design,2014,54(2) : 914~923.
[20] Koei,Sasaki,Takanori,et al. Microstructure Analysis for Chemical Interaction between Cesium and SUS316 Steel in Fast Breeder Reactor Application[J]. Journal of Energy and Power Engineering,2013,(4): 716~725.
[21] 李曉延,鞏水利,關橋,等. 大厚度鈦合金結構電子束焊接制造基礎研究[J]. 焊接學報,2010,31(2):107~112,118.
[22] 王廷,謝志尚,馮吉才,等. 鈦合金與異種金屬的高能束焊接研究現狀[J]. 焊接,2015,(10):18~22,68.
[23] NB/T 47014-2011,承壓設備焊接工藝評定[S].北京:中國標準出版社,2014.
[24] TSG 21-2016,固定式壓力容器安全技術監察規程[S].北京:新華出版社,2016.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
制造技術與機床(2018年12期)2018-12-23 02:40:58
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24