高性能加氫改質催化劑RIC-3的開發及工業應用
2018-02-01 03:09:33許雙辰戴立順胡志海
石油煉制與化工 2018年2期
關鍵詞:催化劑
任 亮,許雙辰,楊 平,戴立順,胡志海,聶 紅
(中國石化石油化工科學研究院,北京 100083)
隨著柴油質量升級步伐的不斷加快,我國已于2017年在全國范圍內實施國Ⅴ車用柴油標準(GB 19147—2013)[1],十六烷值要求提高至51以上;并計劃于2019年1月1日實施更加嚴格的國Ⅵ車用柴油標準(GB 19147—2016)[2],對多環芳烴和十六烷值提出更高要求。針對這種情況,國內許多煉油廠存在柴油池十六烷值不足的問題。
柴油加氫改質技術可以在相對較緩和的工藝條件下,以較低的氫耗實現柴油十六烷值的適度提高,煉油廠通過劣質柴油加氫改質直接生產滿足標準要求的清潔柴油,或者加氫改質柴油再與其它高十六烷值組分調合,可以較低的成本實現劣質柴油的出廠,滿足柴油質量升級需要并且可以大幅度提高劣質柴油的價值。在合適的條件以及一定的轉化率條件下,通過柴油加氫改質技術可以直接生產滿足國Ⅴ及以上標準的清潔柴油以及3號噴氣燃料或者重整原料。
目前,國內開發的提高十六烷值的柴油加氫改質技術主要有:①采用常規硫化態催化劑與抗硫貴金屬催化劑或非貴金屬催化劑組合,兩段中壓加氫脫芳烴工藝,如DDA-Ⅰ、DDA-Ⅱ工藝。②采用一段串聯中壓加氫開環裂化脫芳烴提高十六烷值,如MHUG[3-4]、MHUG-Ⅱ[5-6]工藝。③兼顧提高柴油十六烷值和柴油收率而開發的RICH技術和MCI技術。上述技術途徑各有優缺點,但在主要以催化裂化柴油為原料的加氫改質過程中,兼顧提高柴油十六烷值和收率的RICH技術具有操作條件緩和、改質效果明顯、氫耗較低、操作靈活性好的優點。
加氫改質技術的關鍵是加氫改質催化劑,加氫改質催化劑通過酸中心和加氫中心的有機協同作用,將環烷環選擇性開環裂化,從而提高柴油的十六烷值并降低密度。為進一步降低催化劑使用成本、提高劣質柴油的十六烷值,中國石化石油化工科學研究院(石科院)在第一、第二代改質催化劑的基礎上開發了堆密度更低、性能更高的新一代加氫改質催化劑RIC-3。本文主要介紹RIC-3催化劑的開發及其工業應用情況。
1 加氫改質過程中的反應化學
烴類型與十六烷值的關系如圖1[7]所示。由圖1可見,正構烷烴的十六烷值最高,無側鏈或短側鏈的芳烴的十六烷值較低,且環數越多,十六烷值越低,而帶有較長側鏈的芳烴的十六烷值相對較高,且隨側鏈鏈長的增長,其十六烷值增加。因此,柴油餾分的理想組分是環數少、長側鏈及分支較少的烴類。
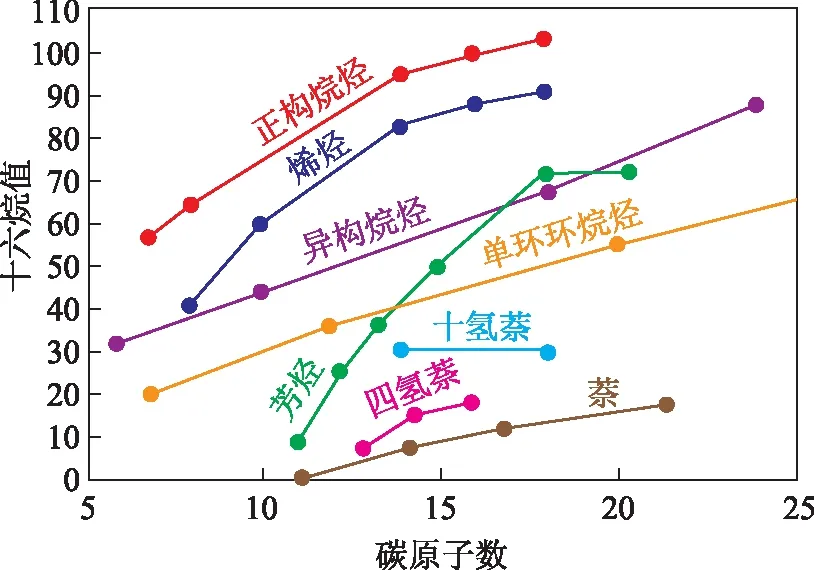
圖1 烴類型與十六烷值的關系
在催化裂化柴油加氫改質過程中,雙環芳烴的化學反應遵循如下途徑:大部分雙環芳烴加氫飽和后變成四氫萘類化合物,部分四氫萘類化合物開環裂化為單環芳烴;另外少量四氫萘類化合物進一步飽和為雙環環烷烴類化合物,單環芳烴進一步加氫飽和為單環環烷烴。可以用圖2來表征這一過程:加氫改質催化劑良好的開環裂化能力促進了開環裂化反應(3)的發生,從而打破了反應(1)的化學平衡,使得整個加氫改質工藝反應過程中除發生(1)-(2)的反應外,還增加了(1)-(3)-(4)的反應,從而可更大幅度地降低產品的芳烴含量并提高其十六烷值。
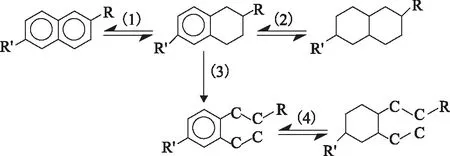
圖2 雙環芳烴改質的化學反應路徑[8-9]
2 高性價比加氫改質催化劑的開發
基于對催化裂化柴油加氫改質反應化學和酸性材料的深入研究,通過優選開環性能更優的改性分子篩作為酸性組分、優化載體組成及加氫活性金屬組元體系,石科院最終開發了新一代高性能柴油加氫改質催化劑RIC-3。RIC-3與上一代加氫改質催化劑RIC-2的性能對比見表1,相對堆密度對比見圖3。
從表1和圖3可以看出,與上一代加氫改質催化劑RIC-2相比,新開發的RIC-3催化劑作用下的柴油產品的十六烷指數提高2個單位,十六烷值提高2.9個單位,密度降低值更大。此外,RIC-3催化劑裝填堆密度比RIC-2催化劑降低25%左右,堆密度降低有利于降低工業裝置裝填催化劑的總質量,從而降低催化劑總體費用。

表1 RIC-3與RIC-2催化劑的性能對比
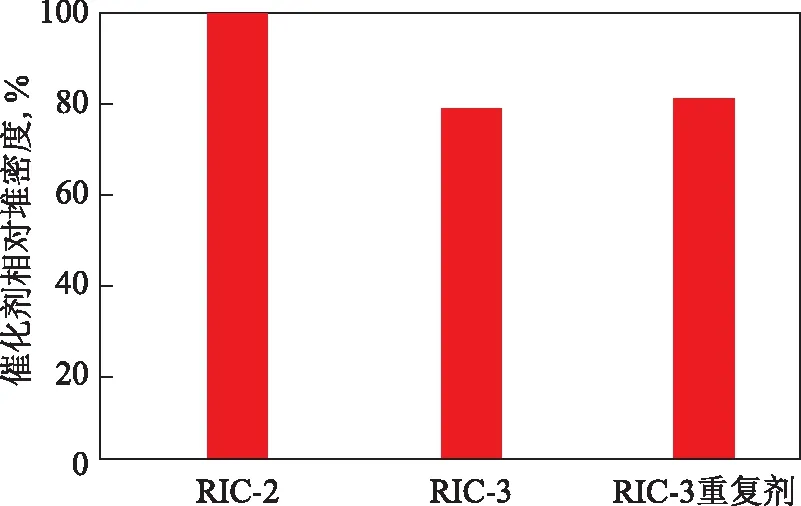
圖3 RIC-2、RIC-3催化劑和重復劑的相對堆密度對比
3 加氫改質催化劑加工不同原料油的適應性
為研究新一代改質催化劑RIC-3加工不同原料油的適應性,選用4種不同催化裂化柴油開展試驗,試驗用各原料油性質見表2。由表2可見,各原料油的密度(20 ℃)為0.895 2~0.941 4 g/cm3,十六烷值為17.2~31.6,具有密度大、十六烷值低的特點。另外,這幾種試驗原料油的芳烴含量和雙環及以上芳烴含量較高,總芳烴質量分數達到了62.7%~75.9%,多環芳烴質量分數為41.9%~49.2%。
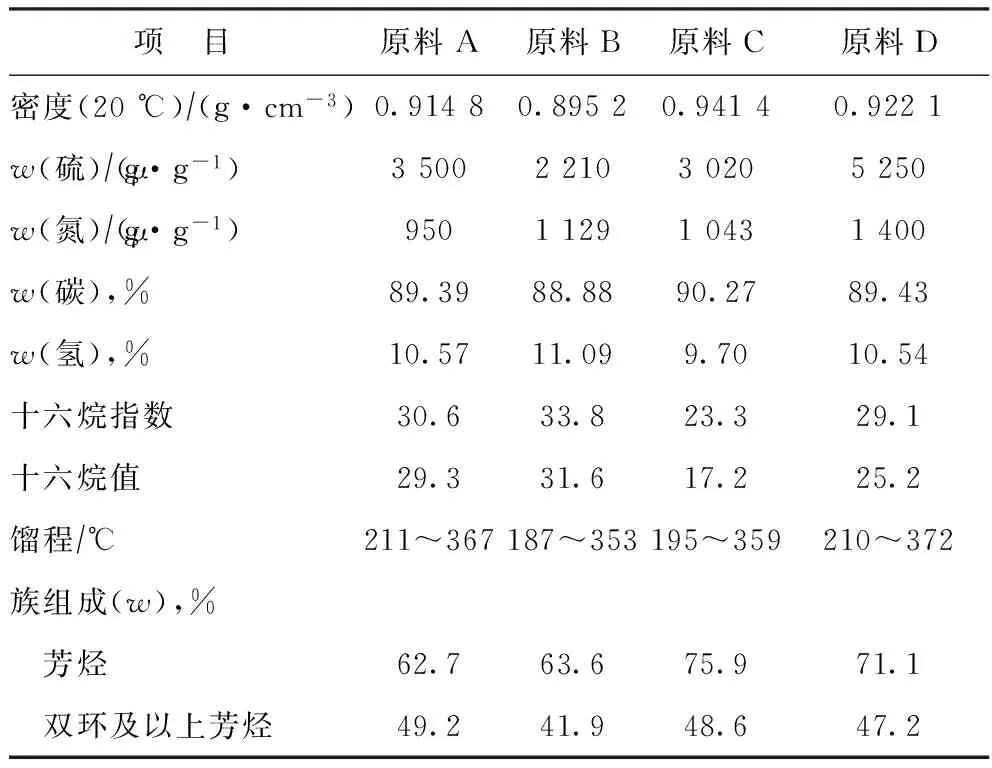
表2 原料油適應性試驗所用催化裂化柴油的性質
在氫分壓6.4 MPa、總體積空速1.25 h-1、精制反應溫度350 ℃、改質反應溫度360 ℃的條件下開展了原料油適應性試驗,結果見表3。由表3可見:在試驗條件下,反應轉化率均較低,石腦油收率為4.25%~6.26%,石腦油芳烴潛含量為66.3%~79.0%,可作為優質的重整原料;產品柴油餾分的收率為93.74%~95.75%,柴油餾分的密度(20 ℃)比原料油降低0.039 5~0.047 9 g/cm3,氮質量分數小于0.5 μg/g,硫質量分數小于10 μg/g,十六烷值較原料提高10.1~11.9個單位,可作為優質的柴油調合組分。
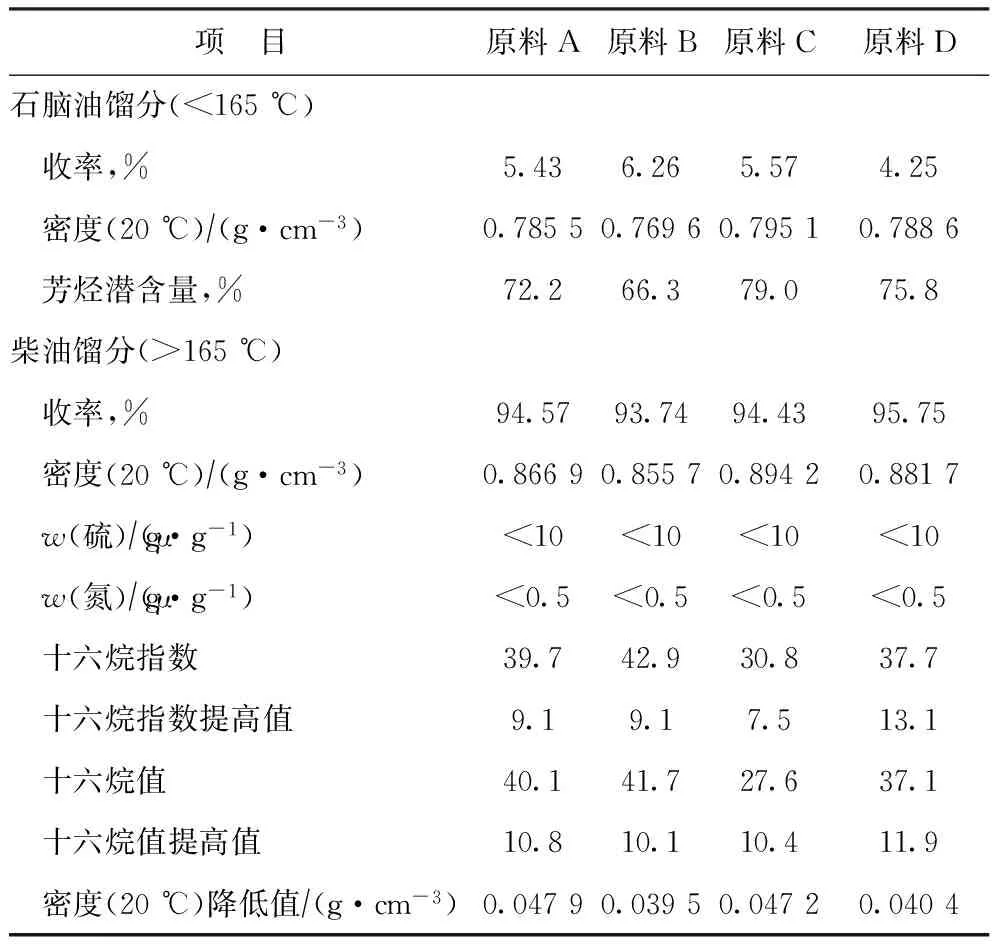
表3 原料油適應性試驗的反應結果
4 加氫改質催化劑RIC-3的穩定性
為了考察RIC-3催化劑的穩定性,進行了2 500 h穩定性試驗。圖4~圖6分別為穩定性試驗的全餾分生成油密度、石腦油收率、全餾分十六烷指數提高值隨運轉時間的變化曲線。由圖4~圖6可見,穩定性試驗期間,全餾分的密度(20 ℃)維持在0.851 2~0.857 1 g/cm3,密度(20 ℃)降低值維持在0.050 2~0.056 1 g/cm3,石腦油收率維持在6.00%~8.57%,全餾分十六烷指數增加值為9.1~9.8個單位。在穩定性試驗運轉過程中反應溫度恒定,生成油密度變化較小,表明催化劑有良好的活性穩定性。
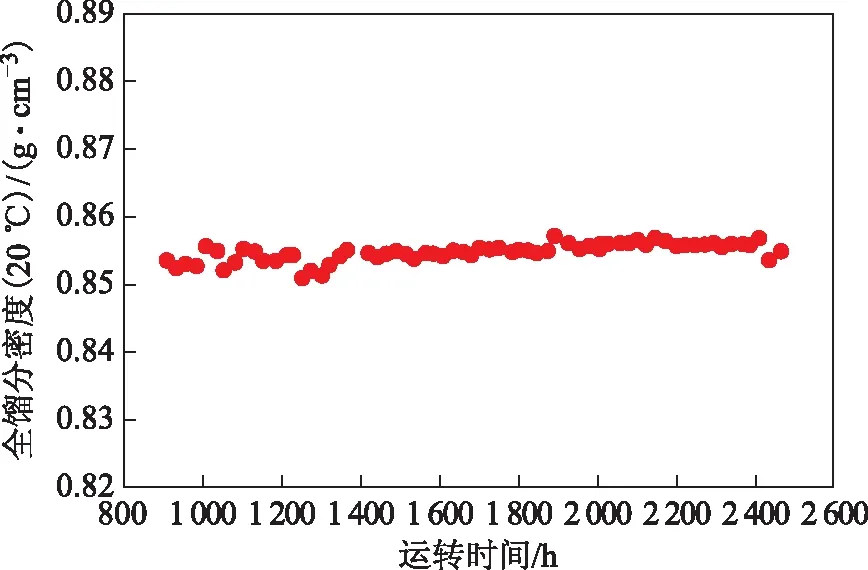
圖4 RIC-3改質催化劑穩定性試驗全餾分生成油密度變化曲線

圖5 RIC-3改質催化劑穩定性試驗石腦油餾分收率曲線
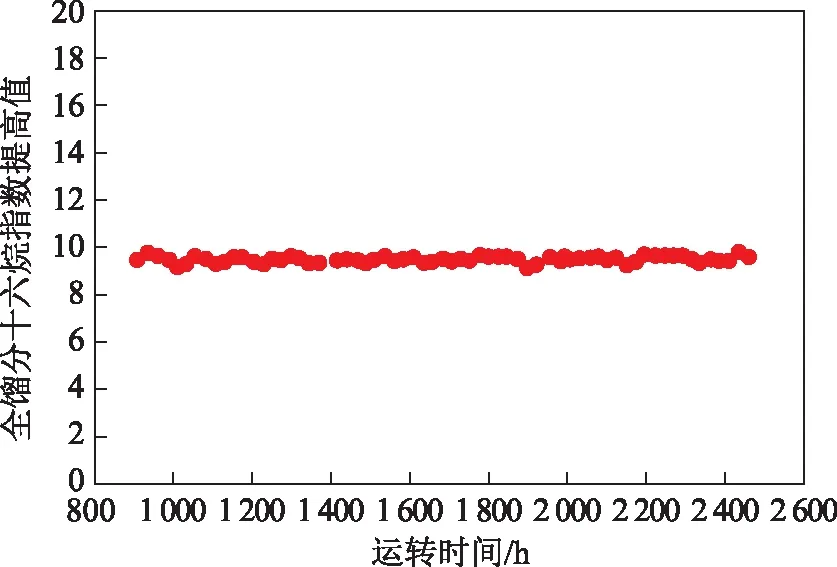
圖6 RIC-3改質催化劑穩定性試驗全餾分生成油十六烷指數提高值變化曲線
5 加氫改質催化劑RIC-3的再生性能
穩定性試驗完成后,將催化劑卸出,對其進行實驗室再生試驗,并對再生劑進行活性評價,評價試驗所用原料油、工藝條件與新鮮劑時相同,試驗結果見表4。由表4可見,再生后催化劑活性與新鮮劑相當,表明RIC-3催化劑具有優良的再生性能。
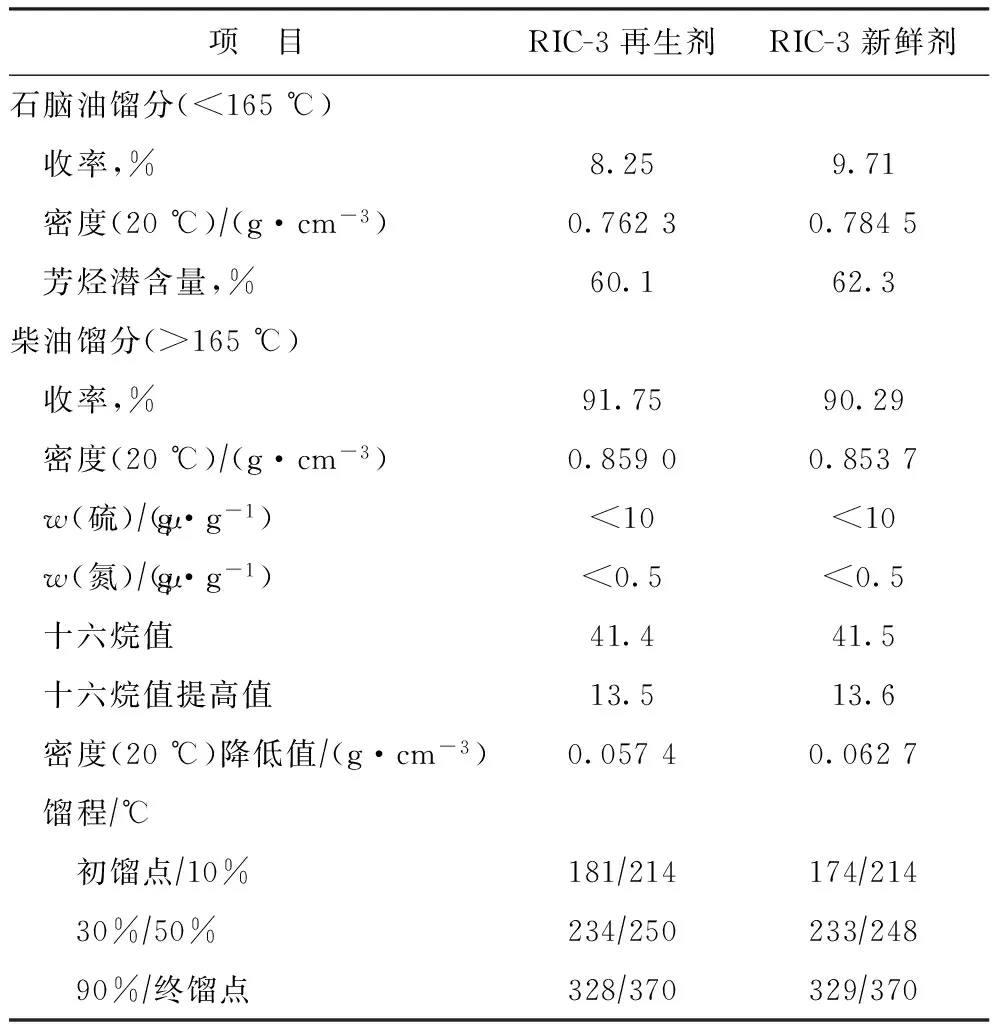
表4 RIC-3實驗室再生劑和新鮮劑評價結果對比
6 RIC-3催化劑在T煉油廠的工業應用
RIC-3催化劑在T煉油廠一次應用成功,穩定生產滿足國Ⅴ排放標準的清潔柴油。2016年進行了該裝置的技術標定。標定原料油為焦化柴油和焦化汽油的混合油,其性質見表5,產品性質見表6。標定期間精制反應器入口氫分壓約為7.19 MPa,精制劑床層平均反應溫度為344 ℃,改質劑床層平均反應溫度為345 ℃。化學氫耗率為1.39%,干氣產率為0.12%,液化氣產率為1.04%,石腦油收率為22.17%,柴油收率為77.15%。柴油產品密度(20 ℃)為0.834 2 g/cm3,硫質量分數為3.9 μg/g,十六烷指數為49.6,十六烷值為51.2;與原料相比,柴油產品的十六烷值提高了11.2個單位。標定結果表明,該裝置采用的加氫改質MHUG技術及配套RIC-3催化劑反應效果較好,在較低的反應溫度下,可以生產滿足國Ⅴ排放標準要求的清潔柴油。
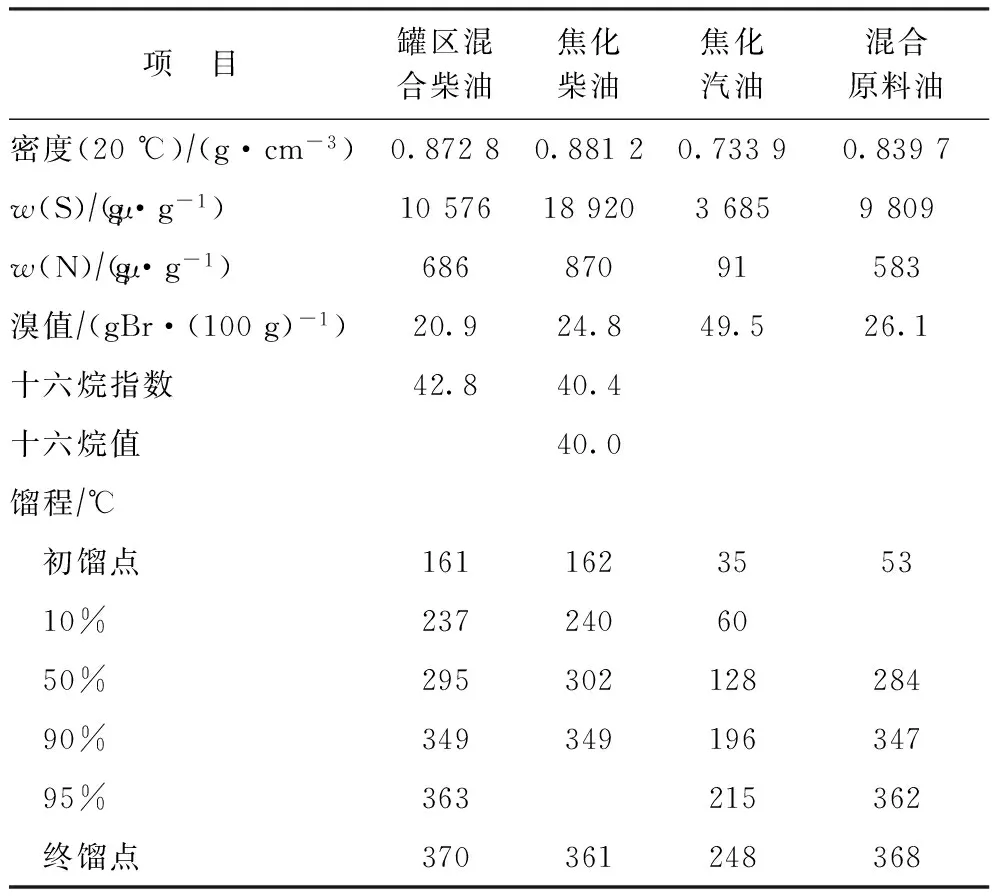
表5 標定期間焦化柴油、焦化汽油及混合原料的性質
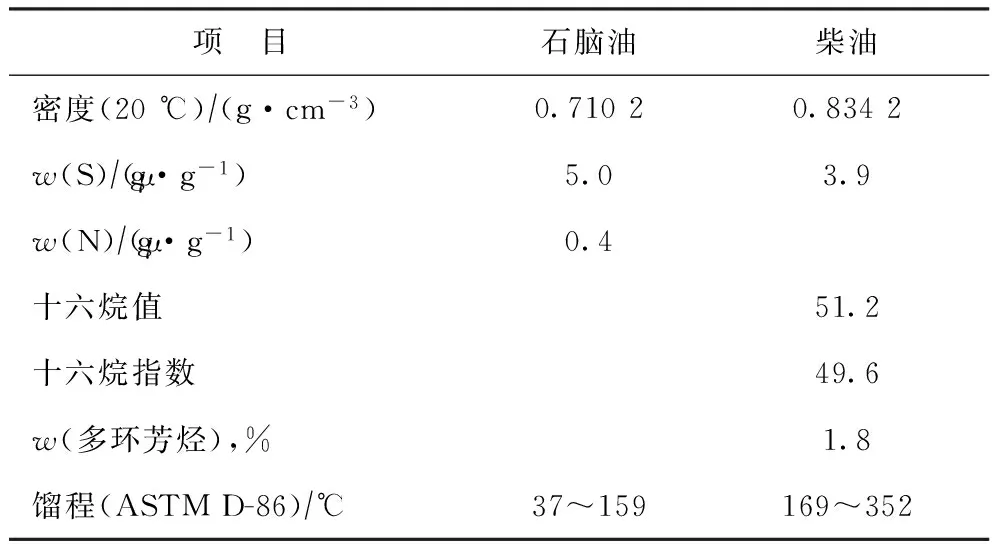
表6 標定期間主要產品的性質
7 結 論
為進一步提高劣質柴油的產品質量,石科院開發了新一代高性能加氫改質催化劑RIC-3。與上一代改質催化劑RIC-2相比,新一代改質催化劑RIC-3的十六烷值提高性能更優且堆密度降低了25%左右。新一代改質催化劑RIC-3對各種催化裂化柴油原料有優良的適應性,有良好的活性穩定性以及再生性能;實測十六烷值提高值達到10.1~11.9個單位,密度(20 ℃)降低值達到0.039 5~0.047 9 g/cm3;產品柴油硫含量和多環芳烴含量滿足國Ⅴ和國Ⅵ柴油標準要求,可作為優質柴油調合組分。RIC-3催化劑在T煉油廠的工業應用結果表明,以焦化柴油和焦化汽油的混合油為原料,在氫分壓7.1 MPa以及較低的反應溫度下,產品柴油硫質量分數小于5 μg/g,十六烷值為51.2,化學氫耗率為1.39%,產品性質和產物分布達到了裝置設計目標。
[1] 中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.車用柴油:GB 19147—2013[S].北京:中國標準出版社,2013
[2] 中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.車用柴油:GB 19147—2016[S].北京:中國標準出版社,2016
[3] 張毓瑩,胡志海,辛靖,等.MHUG技術生產滿足歐Ⅴ排放標準柴油的應用研究[J].石油煉制與化工,2009,40(6):1-7
[4] 邵為讜,羅智,蔣東紅,等.兼產噴氣燃料和重整原料MHUG技術的工業應用[J].石油煉制與化工,2011,42(2):14-18
[5] 宋鵬俊,闞寶訓,賴全昌,等.柴油加氫改質MHUG-Ⅱ裝置長周期運轉分析及潛能預測 [J].石油煉制與化工,2016,47(4):7-11
[6] 蔣東紅,任亮,辛靖,等.高選擇性靈活加氫改質MHUG-Ⅱ技術的開發[J].石油煉制與化工,2012,43(6):25-30
[7] Eng O T,Kennedy J E.FCC light cycle oil:Liability or opportunity [C]//NPRA Annual Meeting,Washington D.C.,2000,AM-00-28
[8] 胡志海,蔣東紅,石玉林,等.RICH工藝研究與開發[C]//中國石油學會第四屆石油煉制學術年會論文集,北京:石油工業出版社,2001:241-243
[9] Hunter M,Gentry A,Brown K,et al.MAKFining-premium distillates technology the future of distillate upgrading [C]//NPRA Annual Meeting,Washington D.C.,2000,AM-00-18
猜你喜歡
大自然探索(2023年7期)2023-11-14 13:08:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
智富時代(2018年3期)2018-06-11 16:10:44
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
超硬材料工程(2016年1期)2016-02-28 22:20:04
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
合成化學(2015年4期)2016-01-17 09:01:27
應用化工(2014年3期)2014-08-16 13:23:50
