一種超臨界材料銑削切削力試驗(yàn)研究*
2018-02-05 08:40:26韓俊峰梁軍華高宏力陳洪濤
制造技術(shù)與機(jī)床 2018年1期
關(guān)鍵詞:影響
韓俊峰 梁軍華 高宏力 陳洪濤
(①四川工程職業(yè)技術(shù)學(xué)院,四川 德陽(yáng) 618000;②西南交通大學(xué)機(jī)械工程學(xué)院,四川 成都 610031)
為適應(yīng)低碳經(jīng)濟(jì)結(jié)構(gòu),火電機(jī)組發(fā)電效率要求不斷的提升,傳統(tǒng)機(jī)組將難以滿足,因此國(guó)內(nèi)新增的火電機(jī)組將以超臨界或超超臨界機(jī)組為主(最高使用溫度為566 ℃~630 ℃;蒸汽參數(shù)24 MPa)。
超臨界材料1Cr11Co3W3NiMoVNbNB是一種從日本日立公司引進(jìn)的超臨界機(jī)組用馬氏體不銹鋼。其為一種改良型Cr12%鋼,在Cr12%鋼基礎(chǔ)上添加了Co、W等元素,使其在高溫強(qiáng)度、持久性能等方面有了很大的提高,主要用于超臨界汽輪機(jī)的葉片、螺栓、圍帶、轉(zhuǎn)子等零部件的制造用材[1]。
切削力是金屬切削過(guò)程中一個(gè)重要物理現(xiàn)象,切削力與切削熱、刀具磨損、加工表面質(zhì)量等息息相關(guān),是計(jì)算機(jī)床功率、刀具及夾具等工藝系統(tǒng)強(qiáng)度的重要依據(jù)[2-6]。影響切削力的因素有許多,切削用量是其中一項(xiàng)重要因素。本文研究切削用量的改變對(duì)切削力作用,對(duì)于指導(dǎo)切削用量的選取和分析切削過(guò)程都有重要意義。
1 試驗(yàn)條件
(1)實(shí)驗(yàn)機(jī)床:加工中心VDL850D,主軸功率15 kW。
(2)實(shí)驗(yàn)刀具:成都英格數(shù)控刀具有限公司,φ30mm;可轉(zhuǎn)位銑刀EM90-30LD15L200,刀片型號(hào)LDFT1504PDSR-33,所裝刀片的個(gè)數(shù)為2個(gè)。
(3)冷卻條件:嘉士多4K切削液。
(4)銑削方式:滿刀切削寬度、順銑。
(5)工件材料:1Cr11Co3W3NiMoVNbNB不銹鋼,機(jī)械性能如表1所示。
表1 工件材料機(jī)械性能
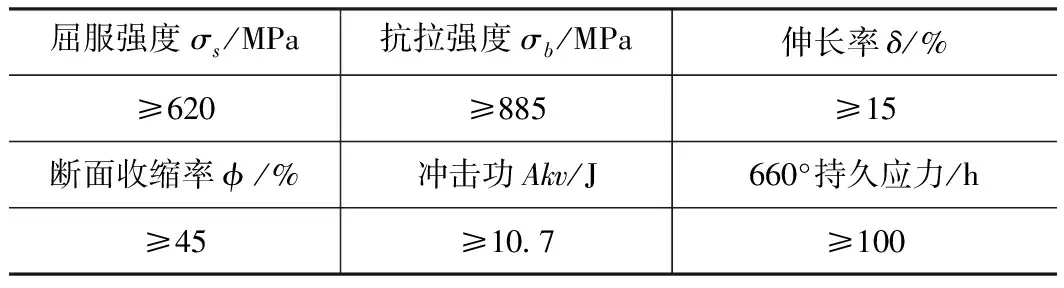
屈服強(qiáng)度σs/MPa抗拉強(qiáng)度σb/MPa伸長(zhǎng)率δ/%≥620≥885≥15斷面收縮率?/%沖擊功Akv/J660°持久應(yīng)力/h≥45≥107≥100
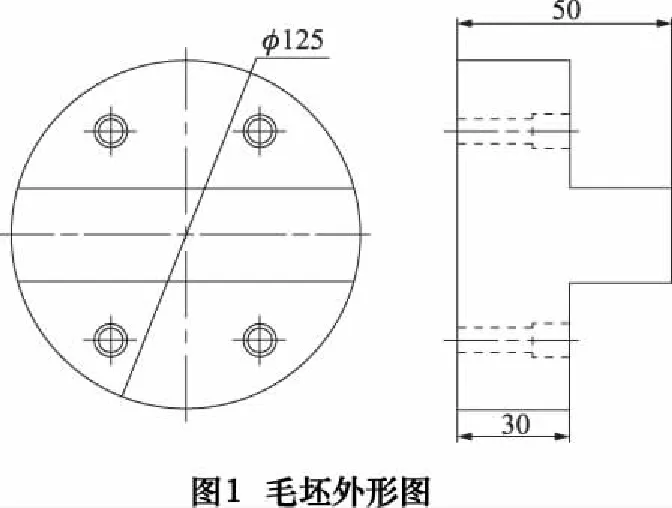
毛坯規(guī)格:φ125 mm×50 mm,外形為凸字形狀,下部通過(guò)螺釘與測(cè)力臺(tái)連接,上部凸臺(tái)用于切削實(shí)驗(yàn),見(jiàn)圖1。
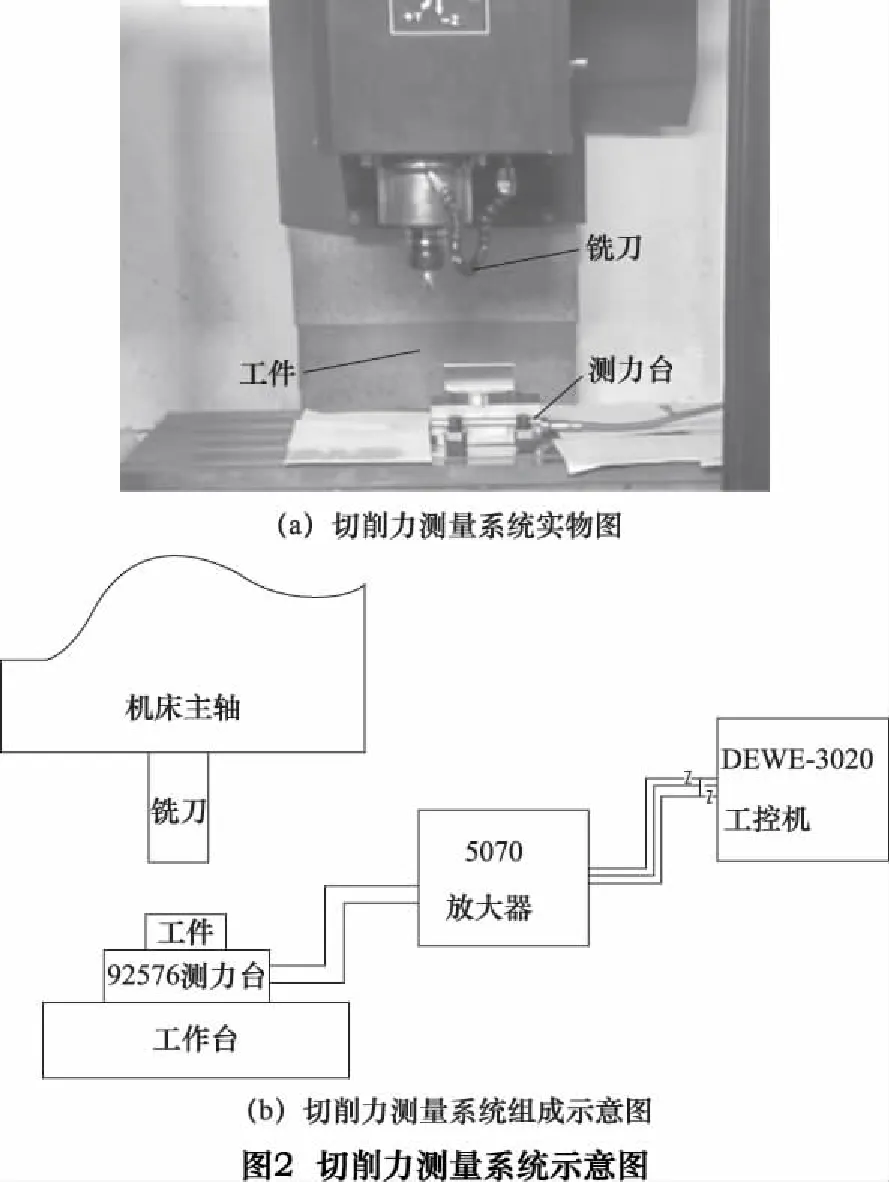
(6)切削力測(cè)量系統(tǒng):奇石樂(lè)儀器儀表公司Kistler9257B測(cè)力儀、5070A電荷放大器、集16通道A/D轉(zhuǎn)換卡和數(shù)據(jù)分析處理軟件Dewesoft-6-se于一體的DEWE3020數(shù)字采集工控機(jī),切削力測(cè)量系統(tǒng)如圖2所示。該測(cè)量系統(tǒng)可測(cè)量銑削過(guò)程中主切削力FC(對(duì)應(yīng)測(cè)力臺(tái)的Fx)、進(jìn)給力FF(對(duì)應(yīng)測(cè)力臺(tái)的Fy)和背向力FP(對(duì)應(yīng)測(cè)力臺(tái)的Fz)等三個(gè)方向的切削力。由測(cè)量系統(tǒng)測(cè)得三向分力,通過(guò)切削力合成計(jì)算公式可得到總切削力。

(1)
(7)試驗(yàn)方案:試驗(yàn)采用單因素實(shí)驗(yàn)法,即只改變切削用量的某一個(gè)參數(shù),其余切削條件不變的情況下,對(duì)超臨界材料1CrllCo3W3NiMoVNbNB進(jìn)行銑削實(shí)驗(yàn),研究切削用量變化對(duì)切削力的影響規(guī)律,并給出該種超臨界材料粗銑時(shí)的參考切削用量。
2 試驗(yàn)結(jié)果及分析
切削力是指切削過(guò)程中作用在刀具或工件上的力,它是工件材料抵抗刀具切削所產(chǎn)生的阻力。切削力主要來(lái)源于3個(gè)方面:(1)克服切削層彈性變形的抗力。(2)克服切削層塑性變形的抗力。(3)克服切屑對(duì)刀具前面、工件對(duì)刀具后面的摩擦力。根據(jù)金屬切削原理,有切削力指數(shù)計(jì)算公式[7]:
(2)
式中:F為切削力;C為與工件和切削條件有關(guān)的系數(shù);x、y和z分別為背吃刀量ap、每齒進(jìn)給量fz和切削速度vc的指數(shù);K為各種因素對(duì)切削力的修正系數(shù)的乘積。
2.1 背吃刀量ap改變對(duì)切削力的影響
如圖3所示,切削力隨背吃刀量ap改變的變化規(guī)律(其中vc= 100 m/min,fz= 0.15 mm/齒,ap分別取0.1、0.5、1.0、1.5和2.0 mm)。
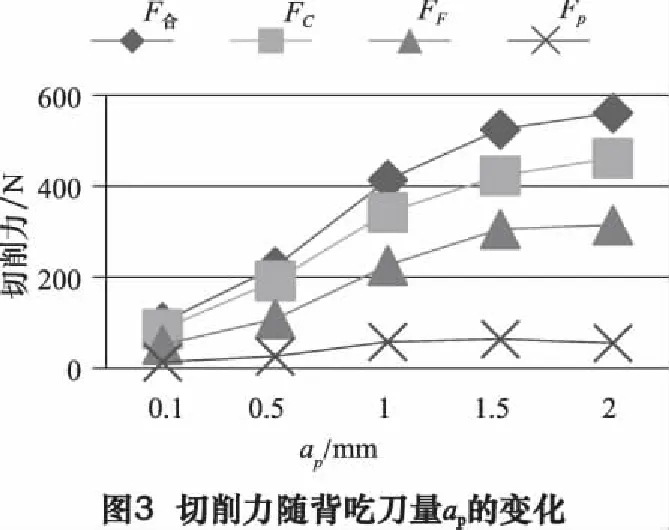
從圖3可以看出,三向力的大小順序?yàn)镕C、FF和FP。對(duì)比各力曲線的斜率可知,背吃刀量ap對(duì)FC影響明顯,幾乎成比例關(guān)系,對(duì)FF的影響次之,對(duì)FP幾乎沒(méi)影響。總切削力F的變化規(guī)律與FC的變化規(guī)律相似。
背吃刀量ap對(duì)主切削力FC影響幾乎成比例,原因是當(dāng)切削速度和進(jìn)給量保持不變,若背吃刀量增加一倍,則切削的切屑寬度、切屑與刀具前刀面接觸的面積都隨之增大一倍,從而使得切削過(guò)程中I變形區(qū)變形抗力和刀具前刀面上摩擦抗力增大,故主切削力FC增大,幾乎與背吃刀量成正比例增大。
但當(dāng)背吃刀量ap超過(guò)一定程度時(shí),二者逐漸呈現(xiàn)非線性關(guān)系[1]。因?yàn)楸吵缘读吭龃蟮耐瑫r(shí)會(huì)引起切削熱增多,使得刀屑面溫度升高、導(dǎo)致摩擦系數(shù)減小,使得主切削力部分減小。
背吃刀量ap增加使得切削面積增加,進(jìn)給阻力增大,故進(jìn)給力FF增大;背吃刀量ap引起的切削層金屬、切屑的變化對(duì)背向力FP影響很小,如圖3所示FP的變化很小。
2.2 進(jìn)給量fz改變對(duì)切削力的影響
如圖4所示,切削力隨進(jìn)給量f改變的變化規(guī)律(其中vc=100 m/min,ap= 1.0 mm,fz分別取0.05、0.10、0.15、0.20和0.25 mm/齒)
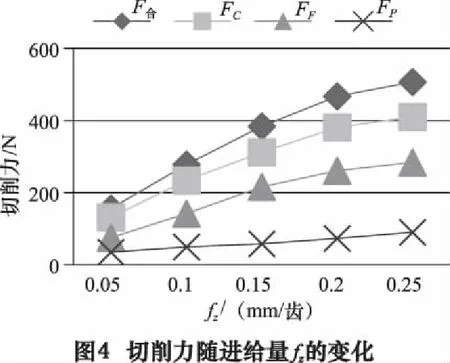
從圖4可以看出,三向力大小順序?yàn)镕C、FF、FP。各力隨進(jìn)給量的增大成增大趨勢(shì),變化趨勢(shì)與改變背吃刀量相似,但沒(méi)有背吃刀量的作用那么明顯。對(duì)比各力曲線的斜率可知,進(jìn)給量對(duì)FC影響大些,對(duì)FF、FP的影響較小。
影響原因分析:(1)進(jìn)給量增加,切削的切屑厚度增厚,切屑的變形抗力增大,故切削力FC、FF、FP也隨之增大。(2)進(jìn)給量增加,雖然切屑的厚度增大,但切屑的寬度未變,切屑與前刀面的接觸面積未變,故切削力隨著進(jìn)給量增加而增大,但沒(méi)有背吃刀量增加的迅速。(3)刀具在制造以及刀尖強(qiáng)度方面的問(wèn)題,刀尖處必然有刀尖圓弧的存在,切削過(guò)程中刀尖圓弧隨著切削的旋轉(zhuǎn)運(yùn)動(dòng)和切削進(jìn)給的移動(dòng),會(huì)使工件上產(chǎn)生殘余的未切削材料。其他因素不變,進(jìn)給量增加,單位時(shí)間兩刀尖移動(dòng)的距離增大,則工件上殘留面積將增大,工件殘留部分材料對(duì)刀具的擠壓力也會(huì)增大,其可以部分抵切削力[5],故進(jìn)給量對(duì)FF、FP的影響較小些。
2.3 切削速度的改變對(duì)切削力的影響
如圖5所示,切削力隨切削速度vc改變的變化規(guī)律(其中fz= 0.15 mm/齒,ap=1 mm保持不變,vc分別取50、100、150、200和250 m/min)
從圖5可以看出,三向力大小依次為主切削力FC,進(jìn)給力FF,背向力FP。對(duì)比各力曲線的斜率可知,vc對(duì)FC影響明顯,對(duì)FF的影響次之,對(duì)FP的影響較小。切削速度對(duì)切削力的影響比較復(fù)雜,剛開(kāi)始增大,隨后趨于減小。

當(dāng)vc在<100 m/min低速段時(shí),隨著vc增大,切削力增大。原因是隨著切削速度的增加,切屑底層新生的表面與刀具前刀面接觸的時(shí)間減小,切屑的滯留層會(huì)嵌入凸凹不平的前刀面中,形成全面接觸,使得切削阻力增大, 另外由于此材料屬于不銹鋼,不銹鋼在低速切削時(shí)容易形成積屑瘤,粘結(jié)刀具,也使得切削力增大。
當(dāng)vc在100~200 m/min時(shí),隨著vc增大,切削力減小。原因是隨切削速度增大,切削溫度繼續(xù)升高,超過(guò)一定溫度時(shí),在切削溫度的作用下,在第Ⅰ變形區(qū)切削層金屬變形系數(shù)和摩擦系數(shù)減小,剪切角增大,使切削力減小;在第Ⅱ變形區(qū)刀屑平均溫度升高,引起刀屑平均摩擦系數(shù)的減小,進(jìn)而導(dǎo)致切削力減小[2]。
當(dāng)vc在200~250 m/min時(shí),隨著vc增大,切削力也在減小,但減小的斜率相對(duì)變小了,原因是隨著切削區(qū)溫度進(jìn)一步升高,工件的回彈加劇,使得工件與刀具后刀面的擠壓和摩擦加劇,增大了背向力和進(jìn)給力,從而使切削力減小的斜率相對(duì)變小了[3-4]。
如圖5所示FF隨vc的變化與同F(xiàn)C,先增大后減小;切削速度對(duì)FP基本沒(méi)有影響。
2.4 粗銑加工時(shí)切削用量的選取
粗加工階段主要目的是去除多余金屬材料,銑削加工金屬去除率公式[6]:
Q=(ap×ae×fz×z×n)/1 000
(3)
式中:Q為金屬去除率,cm3/min;ap為背吃刀量,mm;ae為側(cè)向吃刀寬度(粗加工以及本文實(shí)驗(yàn)采用滿刀切寬)fz為每齒進(jìn)給量,mm/齒;z為銑刀齒數(shù),n為機(jī)床主軸轉(zhuǎn)速n=Vc×1 000/(πD),r/min。從公式看出提高切削用量可以提高金屬去除率。
粗加工時(shí)應(yīng)盡量選擇較大的背吃刀量,以減少走刀次數(shù),提高金屬去除率。在考慮機(jī)床功率、刀具強(qiáng)度以及工藝系統(tǒng)剛度的條件下,粗銑該超臨界材料建議ap取1 mm左右。
粗加工時(shí)增大進(jìn)給量帶來(lái)的加工表面質(zhì)量下降的問(wèn)題,影響不大。但增大進(jìn)給量會(huì)增大切削力,在考慮機(jī)床進(jìn)給機(jī)構(gòu)、銑刀桿剛度以及刀具耐用度的條件下,粗銑該超臨界材料建議fz取0.15 mm/齒左右。
增大切削速度切削力減小的同時(shí)又會(huì)帶來(lái)機(jī)床主軸功率消耗劇增、刀具磨損加劇等不利因素,粗銑該超臨界材料建議vc取120 m/min左右。
3 結(jié)語(yǔ)
(1)在本文所選試驗(yàn)參數(shù)條件下,切削用量改變對(duì)切削力影響的大小順序?yàn)楸吵缘读縜p、每齒進(jìn)給量fz、切削速度vc。
(2)背吃刀量ap在0.1~2 mm范圍內(nèi)增大,三向力增大,ap對(duì)FC影響明顯,對(duì)FF的影響次之,對(duì)FP的影響不明顯,總切削力F的變化規(guī)律與FC的變化規(guī)律相似。
(3)進(jìn)給量fz在0.05~0.25 mm/齒范圍內(nèi)增大,三向力增大,但三力的增大程度不同,fz對(duì)FC影響明顯,對(duì)FF、FP影響較小。
(4)切削速度vc在50~100 m/min范圍內(nèi)增大時(shí),三向力增大,vc在100~250 m/min范圍內(nèi)增大,三向力緩慢減小,vc對(duì)三向力影響大小依次為FC、FF、FP。
(5)根據(jù)本文實(shí)驗(yàn),綜合考慮加工效率以及機(jī)床、刀具等工藝系統(tǒng)因素,超臨界材料1Cr11Co3W3NiMoVNbNB在鋼粗銑加工時(shí)切削用量采用vc≈120 m/min,fz≈0.15 mm/齒,ap≈1 mm。
[1]陳洪濤,黃遂,傅攀,等.切削條件對(duì)超臨界材料加工影響規(guī)律研究[J].制造技術(shù)與機(jī)床,2010(6):86-89.
[2]嚴(yán)文杰.基于17-4PH葉片鋼的切削力數(shù)學(xué)建模研究[J].工具技術(shù),2015,49(4):23-26.
[3]滕樹(shù)新,黃艷玲.基于正交試驗(yàn)的葉片鋼銑削力研究[J].機(jī)械制造,2013,51(12):56-58.
[4]劉衣昌.42CrMo高強(qiáng)度鋼高速銑削過(guò)程中切削力和切削溫度的研究[D].衡陽(yáng):南華大學(xué),2015: 30-32.
[5]李炳林.不銹鋼加工中切削力分析預(yù)測(cè)研究[D].武漢:華中科技大學(xué),2012: 35-40, 89-91.
[6]劉強(qiáng),張弘弢,董海,等.涂層硬質(zhì)合金刀具切削奧氏體不銹鋼切削力的試驗(yàn)研究[J].工具技術(shù),2008,42(4):22-25.
[7]韓文強(qiáng),何輝波,李華英,等.影響40Cr鋼切削力的主要因素研究[J].西南大學(xué)學(xué)報(bào):自然科學(xué)版,2013,35(6):109-116.
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(shù)(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2016年3期)2016-02-27 16:15:49
現(xiàn)代檢驗(yàn)醫(yī)學(xué)雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學(xué)低年級(jí)版)(2011年3期)2011-01-01 00:00:00

- 制造技術(shù)與機(jī)床的其它文章
- 雙措并舉 共筑高地──全國(guó)機(jī)械行業(yè)首屆工業(yè)機(jī)器人職業(yè)技能競(jìng)賽決賽在佛山開(kāi)啟
- 回顧歷史 砥礪前行 匯集力量 創(chuàng)新發(fā)展
——第30 屆中國(guó)機(jī)床工具行業(yè)發(fā)展論壇暨2018 年運(yùn)營(yíng)形勢(shì)研討會(huì)在京召開(kāi) - 國(guó)內(nèi)外動(dòng)態(tài)
- 基于可視化技術(shù)的曲面加工誤差分析及應(yīng)用*
- 磨粒流拋光工藝中的磨料模糊優(yōu)選模型*
- 機(jī)床主軸的可靠性及可靠性靈敏度分析