一起發(fā)電機定子鐵芯松動故障分析與處理
2018-02-22 03:16:24周文良
電力安全技術(shù) 2018年12期
關(guān)鍵詞:發(fā)電機
周文良
(中國華電集團有限公司望亭發(fā)電廠,江蘇 蘇州 215155)
0 引言
某電廠1號機組發(fā)電機為通用電氣公司生產(chǎn)的390H-V942型全氫冷發(fā)電機。2017年3月,在發(fā)電機抽轉(zhuǎn)子檢修時發(fā)現(xiàn)定子鐵芯松動,部分通風(fēng)槽鋼斷裂,鐵芯被擊傷。經(jīng)統(tǒng)計,該機組從上次大修后至2017-02-26中班停機檢修,累計運行2 949 h,啟動次數(shù)136次。
1 狀態(tài)評估和修理方案選擇
1.1 發(fā)電機定子狀態(tài)評估
經(jīng)檢查,發(fā)電機定子鐵芯通風(fēng)槽鋼有6根飛出,7根斷裂。發(fā)電機定子膛內(nèi)有多處鐵芯被斷裂飛出的通風(fēng)槽鋼擊傷,如圖1所示。
發(fā)電機定子線圈未發(fā)現(xiàn)擊傷,定子直流電阻、絕緣電阻、交直流耐壓試驗按DL/T 596—1996《電力設(shè)備預(yù)防性試驗規(guī)程》均合格。
1.2 修理方案
要解決鐵芯松動問題,必須將線圈全部拆除、重新更換損壞部件并重新疊壓,其關(guān)鍵處理工藝在于疊壓。針對這個問題,有3種處理方案:
(1) 定子返廠修理;
(2) 定子整體更換;
(3) 定子現(xiàn)場處理。
前2種方案處理比較徹底,可以在制造廠內(nèi)進行。發(fā)電機定子鐵芯都是豎直疊壓的,但受到電廠現(xiàn)有汽機房行車起重能力和起吊高度限制,現(xiàn)場不具備定子起吊條件,國內(nèi)也沒有定制、使用專用豎式起重機械的經(jīng)驗。經(jīng)綜合考慮,決定采取用1 000 t臥式油壓機在現(xiàn)場疊裝修復(fù)的方案。
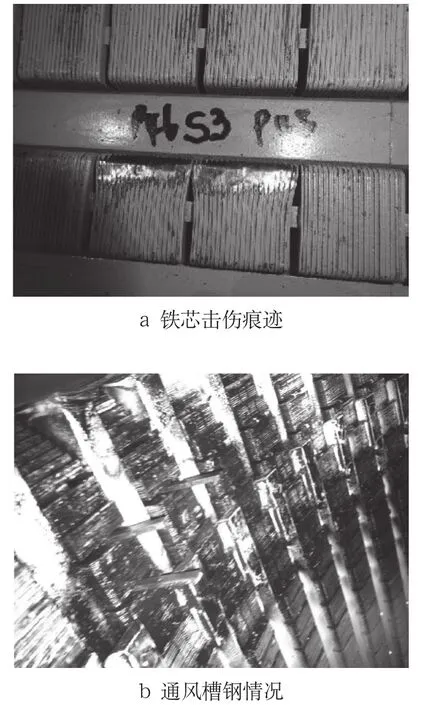
圖1 發(fā)電機定子膛內(nèi)情況
在整個施工過程中,一共進行了3次鐵芯疊壓(松開定位筋螺母后、疊片后冷壓和加熱后熱壓)、3次鐵損試驗(鐵芯修復(fù)前、鐵芯修復(fù)后和打槽楔后)、4次加熱固化(鐵芯冷態(tài)壓緊后、下層線圈安裝后、上層線圈安裝后和最后完工后)、4次定子線圈耐壓試驗(第1次是對已拆出的定子線圈逐根耐壓試驗,以決定留用數(shù)量和更換數(shù)量;第2次是定子復(fù)裝下層線圈就位后耐壓試驗;第3次是上層線圈下完線后,定子進行上、下層線圈整體耐壓試驗;第4次是所有定子安裝工序完工后,進行三相分相交流耐壓試驗,并在1.05UN下觀察整機電暈情況)。
2 解體檢查
2017-04-01至2017-05-19,對1號發(fā)電機鐵芯進行解體檢查,拆除汽側(cè)、勵側(cè)兩端壓圈、壓指和階梯段鐵芯。鐵芯解體發(fā)現(xiàn)的情況如圖2,3所示。

圖2 壓圈上定位筋橫斷面壓痕
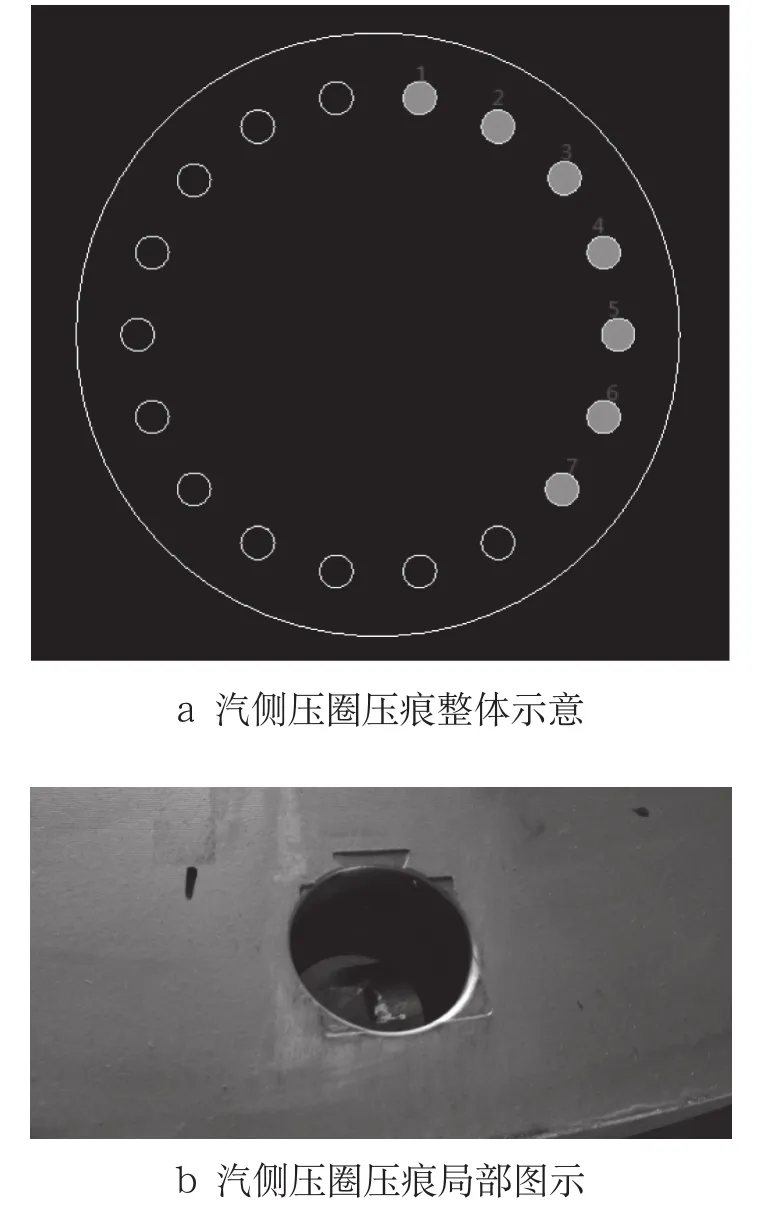
圖3 汽側(cè)壓圈
2.1 解體過程中發(fā)現(xiàn)的鐵芯問題
(1) 在汽側(cè)壓圈18個螺孔中,從勵側(cè)方向觀察,共有7個螺孔有壓痕(見圖3a灰色圓圈部分),壓痕深1—2 mm不等,壓痕形狀與定位筋橫斷面形狀吻合。經(jīng)分析,認定該部分壓圈在制造廠壓制時壓到了定位筋。
(2) 將汽側(cè)、勵側(cè)兩端沖片拆出后,發(fā)現(xiàn)中間軛部有通風(fēng)槽鋼壓痕(見圖4),齒部及背部無壓痕。
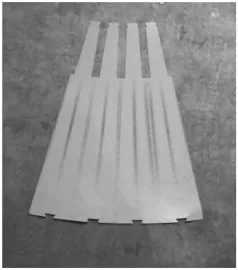
圖4 沖片壓痕
2.2 原因分析
390H發(fā)電機的鐵芯由154個本體鐵芯段(約202 356個鐵芯沖片和2 790個通風(fēng)槽鋼)和汽、勵兩端每側(cè)6個階梯鐵芯段(約8 352個鐵芯沖片和90個通風(fēng)槽鋼)疊裝而成。制造時,鐵芯疊壓是垂直進行的;疊裝時,需要對鐵芯片進行周期性壓緊操作。鐵芯的壓緊力是通過汽、勵兩端壓圈和18根定位筋來維持的。
對解體過程中發(fā)現(xiàn)的問題進行如下分析。
(1) 安裝壓圈上有壓痕的6根定位筋偏向了汽側(cè),使定位筋橫斷面高于其他12個定位筋橫斷面;同時,沖片疊的長度不夠使壓圈直接壓在定位筋鴿尾上,實際上并沒通過壓指壓緊鐵芯,造成整個鐵芯未能按設(shè)計要求壓緊,這是引起鐵芯松動的根本原因。汽端端部階梯型硅鋼片(即項號片)松動,硅鋼片磨損產(chǎn)生鐵粉,遇油成泥狀,硅鋼片失去緊力后振動加劇,導(dǎo)致通風(fēng)槽鋼疲勞開裂,甚至飛出。
(2) 沖片是由一定寬度的硅鋼板卷材沖制而成的,矽鋼板在扎制過程中就存在中間厚、兩邊薄的問題,沖片沖制的方向正好與其一致,從而使沖片軛部厚和齒部、背部薄。如果在疊裝時不采取措施,就可能出現(xiàn)鐵芯齒部和軛部松的情況。
3 采取措施及處理過程
3.1 鐵芯擊傷和松動的處理措施
鐵芯擊傷后,可通過鐵損試驗確診位置,再采取酸洗、插片、涂膠、固化處理,消除短路點。
鐵芯松動后,可采取以下2項措施,解決汽端壓圈沒有壓緊鐵芯及鐵芯齒部、背部松的問題。
(1)加長鐵芯。與原尺寸相比,修復(fù)后的鐵芯長度平均加長14 mm,其中:勵端平均加長4 mm,汽端平均加長10 mm,具體數(shù)據(jù)如表1所示。
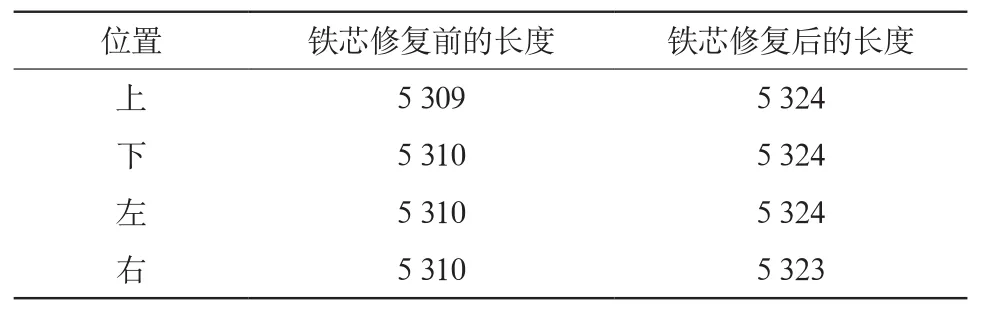
表1 鐵芯修復(fù)前后的長度 mm
(2) 補償墊片。在階梯段汽、勵端各加3層背部墊片(厚度共約1 mm)作為鐵芯背部補償沖片;汽端加1層齒部楔形墊片,作為鐵芯齒部補償墊片。
3.2 鐵芯的主要修復(fù)過程
取出全部線棒后,做第1次鐵損試驗。勵磁線圈9匝接6 kV電源,電流275 A,磁通1.4T,試驗時間60 min。通過紅外熱成像儀發(fā)現(xiàn)鐵芯有6處過熱點,均位于通風(fēng)槽鋼擊傷部位,做好標記,等待處理。
用臥式油壓機加壓910 t,在保壓情況下將發(fā)電機兩端定位筋螺母松開。去掉加壓裝置后,用特殊工裝吊出汽、勵兩端大壓圈。更換汽、勵兩端階梯鐵芯(即項號片);更換汽、勵兩端第1段主鐵芯;按工藝規(guī)程修理上述6處發(fā)熱點。回裝大壓圈及加壓裝置(見圖5),先在室溫下加壓至910 t,保壓把緊定位筋螺母,然后將鐵芯加熱至130—140 ℃,熱態(tài)下再次加壓至910 t,把緊定位筋螺母并鎖死。加熱目的是使新?lián)Q鐵芯沖片漆膜收縮,使項號片固化后貼接。
拆出臥式加壓工裝后,做第2次鐵芯磁化試驗。經(jīng)處理后,原6處熱點已經(jīng)全部合格達標。打完定子槽楔后,做第3次鐵損試驗,修復(fù)后的鐵芯質(zhì)量為優(yōu)良。
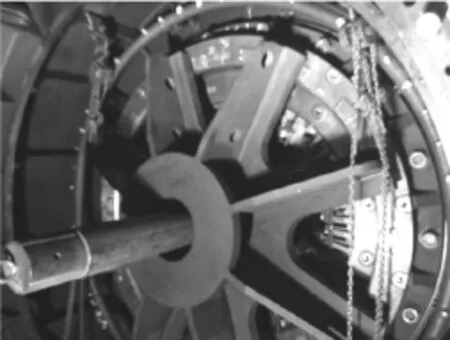
圖5 發(fā)電機鐵芯臥式疊壓
4 運行效果檢查及評估
2017-07-12,該發(fā)電機重新投入運行;2018-05-07,該發(fā)電機停機抽轉(zhuǎn)子。經(jīng)該電廠和修理方聯(lián)合檢查,得出以下結(jié)論:
(1) 經(jīng)過近10個月的運行,定子鐵芯直線段未發(fā)現(xiàn)松動,原過熱點已消除,溫升正常,未發(fā)現(xiàn)新的過熱點;
(2) 受現(xiàn)場施工工藝條件及工期緊張限制,修復(fù)后的定子繞組漸伸線局部綁緊帶和墊塊有松動跡象。待記錄位置后,再對其重新加固處理。
總體而言,此次定子鐵芯松動修理是成功的。
5 結(jié)束語
定子鐵芯故障是發(fā)電機的典型故障之一,常見的定子鐵芯故障有端部鐵芯松動、端部鐵芯斷齒、端部鐵芯通風(fēng)槽鋼斷裂、鐵芯運行時噪聲大、穿心螺桿松、鐵芯定位筋螺母松動、鐵芯硅鋼片短路熔化等。若鐵芯松動或短路太嚴重,現(xiàn)場將難以將其修理;對大型發(fā)電機而言,定子運輸、定子安裝的成本很高,也很困難。而大部分鐵芯故障與制造工藝有關(guān),在新機制造工藝中,定子鐵芯質(zhì)量是關(guān)鍵,現(xiàn)場重新收緊鐵芯難度較大,應(yīng)在監(jiān)造過程加強技術(shù)監(jiān)督。新機運行1年后的首次大修應(yīng)對鐵芯進行重點檢查。
提出定子鐵芯擊傷和松動后的處理措施,可有效解決鐵芯短路及汽端壓圈沒有壓緊鐵芯、鐵芯齒部和背部松動等問題,為一線人員解決類似問題提供了參考。此外,現(xiàn)場修復(fù)進口原裝大型燃氣輪機發(fā)電機的定子鐵芯技術(shù)難度很大,在國內(nèi)外均為罕見,此次處理經(jīng)驗可供同類發(fā)電機借鑒。
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
大電機技術(shù)(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(shù)(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(shù)(2015年5期)2015-12-10 05:52:30
電測與儀表(2015年13期)2015-04-09 11:57:12
電測與儀表(2015年2期)2015-04-09 11:29:14
水電站機電技術(shù)(2014年6期)2014-09-26 12:07:48
水電站機電技術(shù)(2014年1期)2014-09-26 11:59:45