基于三軸協(xié)調(diào)控制的貼片機(jī)運(yùn)動(dòng)系統(tǒng)設(shè)計(jì)*
2018-03-06 05:52:31陳方斯吳文軒周瑜陳立嫻
福建輕紡 2018年2期
關(guān)鍵詞:檢測(cè)
陳方斯,吳文軒,周瑜,陳立嫻
(廈門理工學(xué)院 電氣工程與自動(dòng)化學(xué)院,福建 廈門 361024)
隨著現(xiàn)代工業(yè)的迅猛發(fā)展,對(duì)各種工業(yè)設(shè)備的自動(dòng)化程度和控制精度的要求與日俱增,新型制造技術(shù)要求運(yùn)動(dòng)控制系統(tǒng)要靈活地適應(yīng)多種自動(dòng)化的解決方案[1]。但僅依靠操控單獨(dú)的電動(dòng)機(jī),工作效率則遠(yuǎn)遠(yuǎn)不夠,比如生產(chǎn)流水線中多種機(jī)械配合的運(yùn)作、機(jī)器人運(yùn)動(dòng)的路徑規(guī)劃等。為此,研究與設(shè)計(jì)協(xié)調(diào)控制多機(jī)運(yùn)動(dòng)系統(tǒng)是很有現(xiàn)實(shí)意義的[2]。
貼片機(jī)是現(xiàn)代電子產(chǎn)業(yè)的核心設(shè)備,而現(xiàn)代工業(yè)對(duì)貼片機(jī)的精度和工作效率的要求越來(lái)越高[3]。本文以全自動(dòng)貼片機(jī)的運(yùn)動(dòng)控制方式為研究背景提出一種基于三軸協(xié)調(diào)運(yùn)動(dòng)控制算法,并對(duì)比傳統(tǒng)的單一控制算法與提出的三軸協(xié)調(diào)控制算法的工作效率。計(jì)算結(jié)果表明所提出的三軸協(xié)調(diào)控制算法滿足全自動(dòng)貼片機(jī)的生產(chǎn)要求。
1 全自動(dòng)貼片機(jī)的工作原理
全自動(dòng)貼片機(jī)作為集高速度與高精度要求于一身的機(jī)電設(shè)備,其需要利用到運(yùn)動(dòng)控制、圖像識(shí)別等技術(shù),并可由計(jì)算機(jī)上的人機(jī)交互界面對(duì)其進(jìn)行操控[4]。在工業(yè)上通常將全自動(dòng)貼片機(jī)的框架水平平移方向設(shè)定為X軸和Y軸,全自動(dòng)貼片機(jī)貼片頭的垂直移動(dòng)設(shè)定為Z軸。當(dāng)前世界上各大產(chǎn)商所生產(chǎn)的成品貼片機(jī),主要分為以下兩個(gè)結(jié)構(gòu):轉(zhuǎn)塔式和框架式。轉(zhuǎn)塔式結(jié)構(gòu)的全自動(dòng)貼片機(jī)是將印制電路板安置在框架上通過(guò)X和Y軸的協(xié)同運(yùn)作來(lái)達(dá)成的,框架式結(jié)構(gòu)的全自動(dòng)貼片機(jī)是將貼片頭安置在框架上在X和Y軸的協(xié)同運(yùn)作來(lái)達(dá)成的。貼片機(jī)的工作流程如圖1所示[5]。
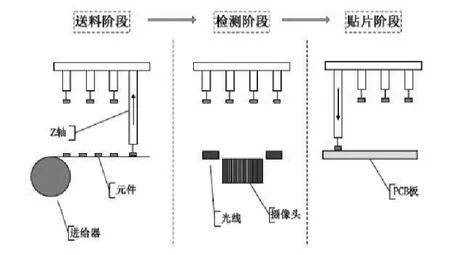
圖1 全自動(dòng)貼片機(jī)工作過(guò)程
2 全自動(dòng)貼片機(jī)的運(yùn)動(dòng)結(jié)構(gòu)設(shè)計(jì)
全自動(dòng)貼片機(jī)設(shè)計(jì)目標(biāo)參數(shù)如表1所示:

表1 全自動(dòng)貼片機(jī)的設(shè)計(jì)目標(biāo)
作為高水平的全自動(dòng)貼片機(jī),其X軸和Y軸的運(yùn)動(dòng)速度需達(dá)到2 m/s,Z軸的運(yùn)動(dòng)速度需達(dá)到0.5 m/s,并且總體的精度要達(dá)到±0.04 mm,故本運(yùn)動(dòng)控制系統(tǒng)設(shè)計(jì)中 X軸和Y軸將采用同步帶傳動(dòng)。因?yàn)橥綆鲃?dòng)屬于柔性傳動(dòng),運(yùn)行中的一些松動(dòng)等問(wèn)題會(huì)導(dǎo)致定位的精度比校難確定,所以設(shè)計(jì)中使用雙驅(qū)動(dòng)同步帶的傳動(dòng)方案。經(jīng)過(guò)對(duì)電動(dòng)機(jī)速度和電動(dòng)機(jī)精度的考量,運(yùn)動(dòng)控制系統(tǒng)采用臺(tái)達(dá)伺服電動(dòng)機(jī)作為驅(qū)動(dòng),其最高分辨率可以達(dá)到0.001 mm,因此它滿足設(shè)計(jì)的要求。
綜上所述,設(shè)計(jì)出全自動(dòng)貼片機(jī)運(yùn)動(dòng)控制系統(tǒng)結(jié)構(gòu)如圖2所示。
由圖2可看出全自動(dòng)貼片機(jī)要對(duì)X,Y,Z三軸進(jìn)行運(yùn)動(dòng)控制:X軸由2臺(tái)伺服電動(dòng)機(jī)驅(qū)動(dòng)一個(gè)同步輪實(shí)現(xiàn)貼片頭在X軸上的移動(dòng);Y軸是H型的拱架式結(jié)構(gòu),也是利用2臺(tái)伺服電動(dòng)機(jī)來(lái)驅(qū)動(dòng)同步輪實(shí)現(xiàn)貼片頭在Y軸上的移動(dòng)。Z軸是各使用4臺(tái)伺服電動(dòng)機(jī)來(lái)對(duì)貼片頭的上下移動(dòng)和旋轉(zhuǎn)進(jìn)行驅(qū)動(dòng)。其中4臺(tái)伺服電動(dòng)機(jī)用于驅(qū)動(dòng)全自動(dòng)貼片頭在Z軸上位移,另外4臺(tái)伺服電動(dòng)機(jī)用來(lái)調(diào)整全自動(dòng)貼片頭的旋轉(zhuǎn)角度。
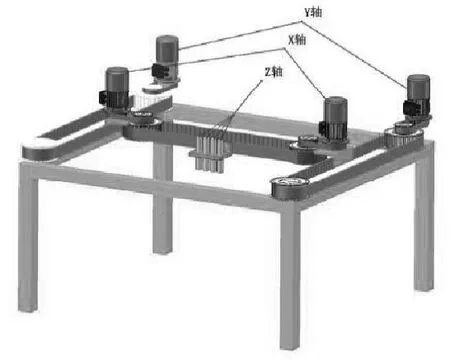
圖2 全自動(dòng)貼片機(jī)運(yùn)動(dòng)控制系統(tǒng)結(jié)構(gòu)
3 全自動(dòng)貼片機(jī)傳統(tǒng)單一控制算法
全自動(dòng)貼片機(jī)的傳統(tǒng)運(yùn)動(dòng)貼片過(guò)程,首先讓貼片頭在X軸上運(yùn)動(dòng)到所需要到達(dá)的坐標(biāo)點(diǎn),到達(dá)后發(fā)出信號(hào)讓貼片頭在Y軸上運(yùn)動(dòng)到所需要到達(dá)的坐標(biāo)點(diǎn),接下來(lái)貼片頭在Z軸上再通過(guò)垂直運(yùn)動(dòng)進(jìn)行工作。這種工作形式X軸、Y軸、Z軸分別單一控制進(jìn)行。
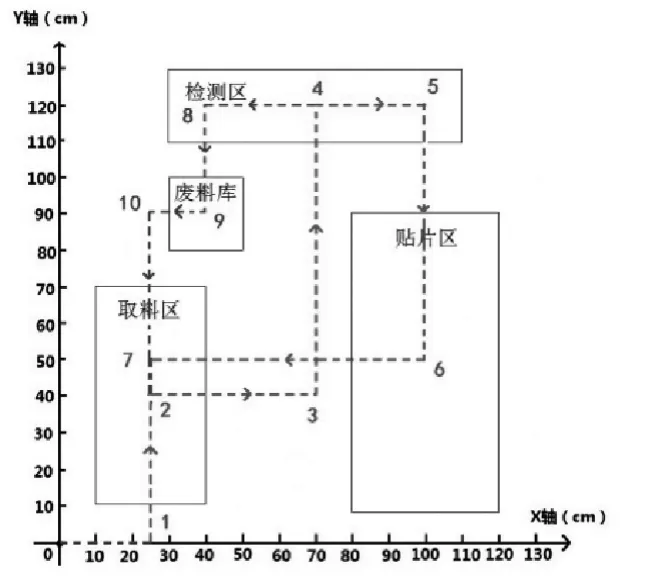
圖3 X 軸、Y 軸直線運(yùn)動(dòng)軌跡
在運(yùn)動(dòng)路徑平面建立平面直角坐標(biāo)系,如圖3中所示。O點(diǎn)是全自動(dòng)貼片機(jī)的零點(diǎn),是出發(fā)的位置。取料區(qū),此處為取料位置,所有的待貼元件都在這邊準(zhǔn)備被貼片頭提取。檢測(cè)區(qū)為檢測(cè)環(huán)節(jié)區(qū)域,若是檢測(cè)元件出現(xiàn)不合格,將進(jìn)入廢料區(qū)進(jìn)行投放,若是元件合格,將進(jìn)入貼片區(qū)進(jìn)行貼片環(huán)節(jié)。廢料庫(kù),功能為若是元件檢測(cè)出不合格,將會(huì)將元件放入廢料庫(kù)。貼片區(qū)為進(jìn)行貼片的區(qū)域,該區(qū)域中放置PCB板,將貼片頭所提取的元件依次在PCB板上進(jìn)行貼片操作。
首先將全自動(dòng)貼片機(jī)的水平運(yùn)動(dòng)控制單獨(dú)進(jìn)行分析,那么就是對(duì)其X軸與Y軸的運(yùn)動(dòng)進(jìn)行分析。根據(jù)以上區(qū)域劃分,并且由貼片機(jī)的運(yùn)動(dòng)步驟,可以得出貼片機(jī)運(yùn)動(dòng)軌跡如圖 3所示。
(1)提取元件階段。X軸從原點(diǎn)0處出發(fā),經(jīng)0-1 段、1-2 段到達(dá)提取元件區(qū)域,水平方向共運(yùn)動(dòng)65 cm,后Y軸重復(fù)該過(guò)程。由貼片機(jī)X軸Y軸設(shè)計(jì)目標(biāo)可知,運(yùn)動(dòng)速度為2 m/s,則用時(shí)為0.65 s;到達(dá)之后Z軸垂直運(yùn)作,4個(gè)貼片頭分別運(yùn)動(dòng)10 cm 進(jìn)行提取元件操作,共運(yùn)行距離為80 cm,運(yùn)動(dòng)速度為1 m/s,則用時(shí)為0.8 s;所以整個(gè)取料階段用時(shí)為t1=1.45 s。
(2)檢測(cè)元件階段。X軸從點(diǎn)2處出發(fā),經(jīng)2-3段、3-4 段到達(dá)檢測(cè)元件區(qū)域,水平方向共運(yùn)動(dòng)125 cm,后Y軸重復(fù)該過(guò)程,則水平方向總用時(shí)為1.25 s;到達(dá)之后Z軸垂直運(yùn)作,4個(gè)貼片頭同時(shí)下降,運(yùn)動(dòng)2 cm 使貼片頭到達(dá)距離檢測(cè)攝像頭3 cm處,檢驗(yàn)完畢后再上升到原處,共運(yùn)行距離為7 cm,運(yùn)動(dòng)速度為1 m/s,則用時(shí)為0.07 s;在檢測(cè)階段,圖像處理的時(shí)間為0.1 s;所以整個(gè)檢測(cè)階段用時(shí)為t2=1.348 s。
(3)貼片階段。X軸從點(diǎn)4處出發(fā),經(jīng)4-5段、5-6段到達(dá)貼片工作區(qū)域的PCB板上方,X軸水平方向共運(yùn)動(dòng)100 cm,后Y軸重復(fù)該過(guò)程,則用時(shí)1 s;到達(dá)之后Z軸垂直運(yùn)作,假設(shè)貼片僅在PCB板同一位置,則4個(gè)貼片運(yùn)動(dòng)所花時(shí)間與提取元件階段的Z軸運(yùn)動(dòng)時(shí)間相同,所用時(shí)間為0.8 s;所以在貼片階段所用時(shí)間為t3=1.8 s。
(4)回到原點(diǎn)階段。X軸從點(diǎn)6處出發(fā),經(jīng)過(guò)6-7段、7-1段、1-0段回到取料區(qū)的2處,后Y軸重復(fù)該過(guò)程,準(zhǔn)備下一輪的工作,X軸Y軸水平運(yùn)動(dòng)距離為300 cm,則用時(shí)t4=1.5 s。
由上可得,若進(jìn)行直線運(yùn)動(dòng),一輪貼片的總用時(shí)為:

4 貼片機(jī)協(xié)調(diào)運(yùn)動(dòng)控制分析
如圖4所示,X軸Y軸從原點(diǎn)0處出發(fā),經(jīng)0-1段到達(dá)取料區(qū),X軸Y軸協(xié)調(diào)運(yùn)作;在XY軸協(xié)調(diào)運(yùn)作的同時(shí),Z軸也進(jìn)行協(xié)調(diào)運(yùn)動(dòng),如圖0-1段垂直方向下降;在Z軸接下來(lái)提取過(guò)程要求4個(gè)貼片頭協(xié)調(diào)控制。如圖1-2,2-3段,這個(gè)過(guò)程的運(yùn)動(dòng)步驟為:Z1軸向下移動(dòng)提取元件,Z1軸拾取完元件往上移動(dòng),同時(shí)Z2軸向下移動(dòng)拾取元件,Z3與Z4軸重復(fù)相同的運(yùn)動(dòng)步驟。X軸Y軸從點(diǎn)取料區(qū)處出發(fā),X軸Y軸的水平方向檢測(cè)區(qū)協(xié)調(diào)運(yùn)作。Z軸需要在此過(guò)程中將4個(gè)貼片頭同時(shí)下降,如圖中3-4段所示,4個(gè)元件同時(shí)開(kāi)始進(jìn)行圖像處理檢測(cè)。X軸Y軸從點(diǎn)2處出發(fā),經(jīng)檢測(cè)區(qū)到達(dá)貼片工作區(qū)域的PCB板上方,此時(shí)Z軸需要在這個(gè)過(guò)程中將4個(gè)貼片頭同時(shí)上升,如圖4-5段;到達(dá)之后Z軸垂直運(yùn)作,假設(shè)貼片僅在PCB板同一位置,則4個(gè)貼片運(yùn)動(dòng)所花時(shí)間與提取元件階段的Z軸運(yùn)動(dòng)時(shí)間相同,如圖5-6、6-7段所示。X軸與Y軸從貼片區(qū)域回到原點(diǎn)0處,準(zhǔn)備下一輪的工作,Z軸同時(shí)上升至原處,如圖中7-0段所示。
(1)提取元件階段。由上一章節(jié)分析,可得X軸Y軸協(xié)調(diào)運(yùn)作,水平方向共運(yùn)動(dòng)47.17 cm,總耗時(shí)0.236 s;在XY軸協(xié)調(diào)運(yùn)作的同時(shí),Z軸也進(jìn)行協(xié)調(diào)運(yùn)動(dòng),如圖0-1段垂直方向下降5 cm;在Z軸接下來(lái)提取過(guò)程要求4個(gè)貼片頭協(xié)調(diào)控制。如圖1-2,2-3段,這個(gè)過(guò)程的運(yùn)動(dòng)步驟為:Z1軸向下移動(dòng)5 cm提取元件,Z1軸拾取完元件往上移動(dòng),同時(shí)Z2軸向下移動(dòng)5 cm拾取元件,Z3與Z4軸重復(fù)相同的運(yùn)動(dòng)步驟,所以這拾取元件的幾個(gè)步驟一共耗時(shí)0.25 s;則整個(gè)提取元件階段用時(shí)為 t1=0.486 s。
(2)檢測(cè)元件階段。X軸Y軸從點(diǎn)取料區(qū)處出發(fā),X軸Y軸的水平方向共運(yùn)動(dòng)91.79 cm;Z軸需要在此過(guò)程中將4個(gè)貼片頭同時(shí)下降2 cm,如圖中3-4段所示,在到達(dá)檢測(cè)區(qū)域前,所以此過(guò)程共用時(shí)0.459 s;由于4個(gè)元件檢測(cè)同時(shí)開(kāi)始,圖像處理時(shí)間耗時(shí)t4=0.1 s;所以在檢測(cè)元件階段總用時(shí)為 t2=0.559 s。
(3)貼片階段。X軸Y軸從點(diǎn)2處出發(fā),經(jīng)檢測(cè)區(qū)到達(dá)貼片工作區(qū)域的PCB板上方,X軸與Y軸水平方向共運(yùn)動(dòng)76.16 cm,此時(shí)Z軸需要在這個(gè)過(guò)程中將4個(gè)貼片頭同時(shí)上升2 cm,如圖4-5段,用時(shí)0.381 s;到達(dá)之后Z軸垂直運(yùn)作,假設(shè)貼片僅在PCB板同一位置,則4個(gè)貼片運(yùn)動(dòng)所花時(shí)間與提取元件階段的Z軸運(yùn)動(dòng)時(shí)間相同,如圖5-6、6-7段所示,即0.25 s;所以整個(gè)貼片階段總用時(shí)為 t3=0.631 s。
(4)回到原點(diǎn)階段。X軸與Y軸從貼片區(qū)域回到原點(diǎn)0處,準(zhǔn)備下一輪的工作,X軸Y軸水平運(yùn)動(dòng)距離為111.8 cm,Z軸同時(shí)從5 cm處上升至10 cm,如圖中7-0 段所示,用時(shí)t4=0.559 s。
由上可得,若進(jìn)行X軸Y軸Z軸插補(bǔ)運(yùn)動(dòng),一輪貼片的總用時(shí)為:
T2 = t1 + t2 + t3 + t4 = 2.235 s
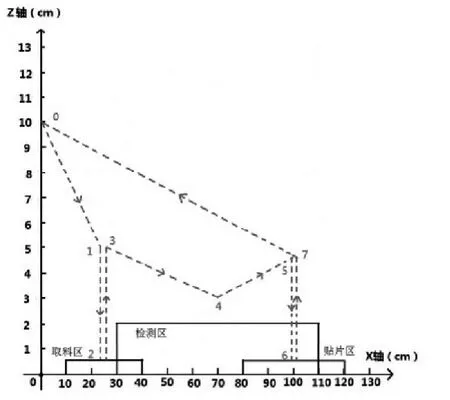
圖4 貼片機(jī)X 軸、Y軸、Z 軸插補(bǔ)運(yùn)動(dòng)軌跡
5 傳統(tǒng)單一控制與協(xié)調(diào)控制的時(shí)間對(duì)比
根據(jù)上述得出的計(jì)算結(jié)果,將各個(gè)時(shí)間段所用時(shí)間用標(biāo)注代替,如下表5-1所示。為了可以很清晰地看出全自動(dòng)貼片機(jī)進(jìn)行1次貼片工作,采用傳統(tǒng)單一控制運(yùn)動(dòng)所花的時(shí)間遠(yuǎn)遠(yuǎn)大協(xié)調(diào)控制運(yùn)動(dòng)所需要的時(shí)間,我們將用兩種辦法來(lái)直觀體現(xiàn),第1種是使用時(shí)間軸,從感官上直接看出協(xié)調(diào)控制運(yùn)動(dòng)一個(gè)周期的時(shí)間遠(yuǎn)遠(yuǎn)小于傳統(tǒng)單一控制運(yùn)動(dòng)的一個(gè)軸時(shí)間。第2種是計(jì)算出在1 h中2種工作方式的效率值,用數(shù)據(jù)說(shuō)明傳統(tǒng)單一控制運(yùn)動(dòng)的工作效率遠(yuǎn)低于協(xié)調(diào)控制運(yùn)動(dòng)。
表2 參數(shù)說(shuō)明
按照貼片機(jī)1 h的工作時(shí)間進(jìn)行計(jì)算,若是采用傳統(tǒng)單一控制運(yùn)動(dòng)的方式,則1 h的貼片數(shù)量為:

采用三軸協(xié)調(diào)控制運(yùn)動(dòng)的方式,則1 h的貼片數(shù)量為:

根據(jù)以上數(shù)據(jù),可以得出表3:
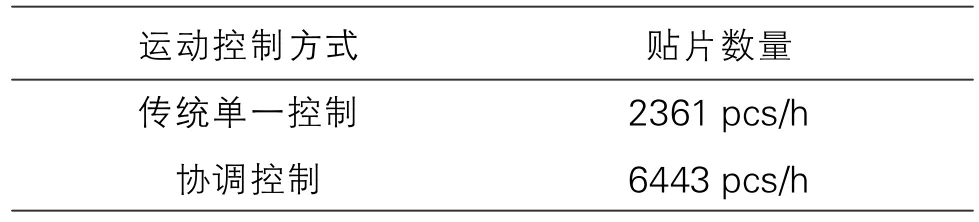
表3 貼片效率對(duì)比
根據(jù)上表可以明顯看出采用協(xié)調(diào)控制貼片機(jī)的貼片效率比傳統(tǒng)單一控制貼片機(jī)的貼片效率提高了2.73倍,貼片機(jī)的貼片效率大幅度提高。使貼片機(jī)達(dá)到高速度的要求。
6 總結(jié)
本文以全自動(dòng)貼片機(jī)為背景,提出了一種三軸協(xié)調(diào)運(yùn)動(dòng)控制系統(tǒng)。經(jīng)驗(yàn)證,該控制方式與傳統(tǒng)控制方式相比,貼片機(jī)的工作效率提高了2.73倍,符合現(xiàn)代電子產(chǎn)業(yè)的需求。
[1] 石玗,樊丁.基于多軸運(yùn)動(dòng)控制卡的伺服控制系統(tǒng)研究[J],甘肅工業(yè)大學(xué)學(xué)報(bào),2002(02): 5-8.
[2] 盧金鐸.多軸運(yùn)動(dòng)控制系統(tǒng)人機(jī)界面設(shè)計(jì)與控制策略的研究[D].濟(jì)南:山東大學(xué),2006.
[3] 羅愛(ài)玲.貼片機(jī)的運(yùn)動(dòng)控制及貼裝優(yōu)化[D].成都:西南交通大學(xué),2015.
[4] 項(xiàng)小東,白國(guó)振.基于運(yùn)動(dòng)控制卡的伺服控制系統(tǒng)開(kāi)發(fā)研究[J],機(jī)電工程技術(shù),2010(11):20-22.
[5] 鐘智雄.基于T-S模糊模型的非線性互聯(lián)大系統(tǒng)的魯棒控制與濾波[D].哈爾濱:哈爾濱工業(yè)大學(xué),2015.
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48