陶瓷壓磚機雙層纏繞工藝的改造
2018-03-14 20:47:06彭志軍
佛山陶瓷 2017年11期
關鍵詞:工藝
彭志軍
摘要:雙層纏繞式壓磚機被市場廣泛認同引發陶機企業對壓機的全面更新換代,而其制造過程中的雙層纏繞工藝成為制約產品生產提速的關鍵因素之一,本文從制造環節纏繞工藝的多方面進行升級改造,為雙層纏繞工序的實現提供了有效的解決方案。
關健詞:陶瓷壓磚機;YP系列;雙層纏繞;升級改造
1前言
纏繞式壓磚機需要用纏繞鋼絲對機架進行預應力處理,此即為整機組裝的纏繞工序,早期鋼絲纏繞采用單層纏繞的方式,隨著壓磚機的不斷更新換代,成本控制與交通運輸等不同需求的發展,引發各陶機企業加大對雙層纏繞機的投入開發力度,YP10000、KD7808正是這一時期的產物,而更具代表性的作品無疑是科達的KD3808與恒力泰的YP2800B,其中YP2800B從產品開發至批量投放市場使用僅半年時間,這一速度更是創造了行業之最。雙層纏繞機型被市場廣泛認同也加快陶機企業對其它機型雙層纏繞的更新換代速度,而公司前期仍采用的單層纏繞方式來完成此工序,隨著雙層纏繞機的批量增大,其對產量的制約變得更加明顯,因此對該工藝的升級改造變得勢在必行,本文針對雙層纏繞工藝的實現提供整套解決方案。
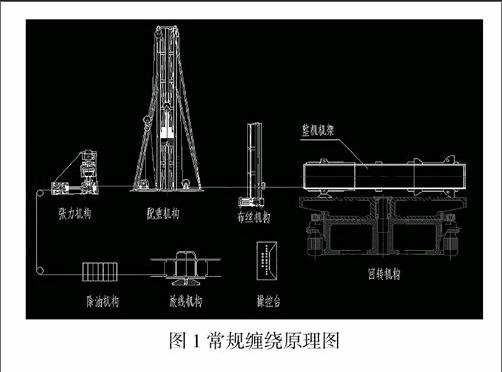
2常規纏繞工作原理介紹
原理介紹:由操控臺控制回轉機構的主電機啟動,帶動整機機架旋轉,從而牽引鋼絲開始布線。整捆鋼絲由放線機構旋轉放出,經除油機構清洗干凈后移動至張力機構,張力機構負責張緊鋼絲,并配合增阻器提供提升配重機構重錘的張力,配重機構按技術要求調節配重砝碼的重量,砝碼在配重機構上下作往復運動,使鋼絲帶著張力向前運動,通過布絲機構上下調節鋼絲布線至機架位置,使鋼絲按順序一層一層無間隙、無重疊、整齊均勻地纏繞至整機機架上,從而完成整機的纏繞過程。
3雙層纏繞工藝改造
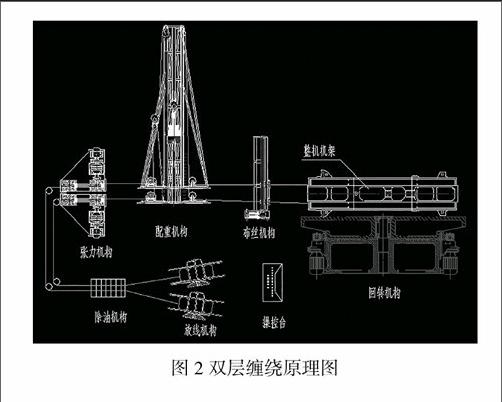
針對雙層纏繞機型的特點,對整套纏繞裝置進行了全面優化改造,改造后的纏繞原理如圖2所示。改造后增加了一套放線機構,一套張力機構,對配重機構進行重新布局,使其能一架二用,新做一套布絲機構滿足雙放線的需求,詳細改造過程如下:
3.1放線機構的改造
放線機構是整機纏繞的源頭,成捆的鋼絲定位放置其上,重約1噸,由主電機帶動旋轉放線,改造前鋼絲由安裝在中心軸的軸承支撐受力,由于每捆鋼絲的重量不一,旋轉過程中產生不均勻的離心力加速了軸承的磨損,使軸承經常需要維修更換,故工作時需要專人時刻留意鋼絲的放線狀態,防止突然的停制導致鋼絲拉斷。改造后利用平面軸承作為受力的支撐,中心軸承只起到限位作用,從而使整捆鋼絲旋轉時受力均勻,保證鋼絲的平穩放線,實現放線工作的自動進行,無需專人看管,為整個工作節約了一個崗位的工作任務。
3.2配重機構的改造
配重機構提供纏繞預應力的重力需求,纏繞的不同階段其配重是遞減的。配重由砝碼疊加完成,一塊砝碼25kg,不同機型配重重量有區別,但最大重量超過900Kg,即需要超過30塊砝碼的疊加,纏繞初始階段及每次鋼絲接駁時(鋼絲長度有限,纏完后需要通過焊接與另一捆鋼絲接駁),配重都要減少至約100kg,否則焊接點容易拉斷,于是在每次焊接前需要2人協作把30多塊砝碼一塊一塊搬下來,焊完使焊接點合格通過后再將砝碼一塊一塊搬上去,一臺機纏完需要重復這個過程超過10次,如此工作量費時又費力,效率極低。本次改造的重點就是改善這種工藝形式,通過分析砝碼配重的原理,改變砝碼配重的方式,用掛勾的方式選擇法碼的重量,使用時只需把掛勾切換到相應的位置即可實現相應的配重,無需人工一塊一塊搬運,從而大大節約了勞動時間與工人的工作量。另一方面,對于支撐砝碼重量的動滑輪組,本次改造直接在前期大架上增加一套動滑輪裝置,從而不需要增加額外的場地與大架,節省一大筆工裝費用,巧妙地實現了兩套砝碼裝置在同一架內運動。
3.3布絲機構的改造
布絲機構主要用于準確的控制鋼絲纏繞在主機機架上的位置。其工作原理是:鋼絲固定在滑塊上,而滑塊連接在滾珠絲桿上,滾珠絲桿利用異步電機固定轉動角度的方式,間歇式階躍改變滑塊的位置,從而改變鋼絲出線的位置,使得纏繞用鋼絲無間隙、無重疊、整齊均勻地排在待纏件表面。由于主機機架是跑道型結構,其旋轉時布絲機構會受到連續左右擺動的作用力,長期下來與絲桿連接的滑塊螺紋位會磨蝕,使配合間隙加大,從而影響控制精度。本次改造利用導軌+滑塊的結構,滑塊在導軌上運動,擺動的力作用在導軌上,而不用傳導到絲桿,從而有效保證滑塊與絲桿的傳動精度。另外,一條導軌上可以安裝兩個滑塊,兩個滑塊通過可調節的螺桿連接,另一個滑塊與絲桿連接,從而實現了一條絲桿控制兩個滑塊,即雙放線的需求。
3.4程序控制的改造
改造后張力機構、配重機構都有兩套電機系統,由于工況的不同,兩套電機必須能獨立工作,如此必須要增加一個控制臺才能實現操作,而增加控制臺就必然會增加一名操作員,這樣就不能達到預期目的。本次改造的重點就放在如何實現一個控制臺同時控制兩套電機系統上,通過對所有線路的重新接線、調試,對變頻器重新編譯,并編制新的程序統一控制,然后在控制臺上制作兩套控制旋紐,最終實現了由一名員工在一個控制臺上操控兩套系統,即雙層纏繞的控制需求。
4雙層纏繞工藝的應用
改造后的雙層纏繞工藝應用到YP2800B的纏繞上,與前期的工藝模式比較,各方面指標都有顯著的提高,每個回轉纏繞臺節約了1~2人的人員配置,工作效率提高了50%,場地利用率節省了25%,大幅提高了雙層纏繞機的產能,最終成功解決了壓磚機的雙層纏繞問題。對于公司在雙層纏繞機上的更新換代速度,有著深遠的意義,該改造項目獲得當年公司技改評比活動特等獎的殊榮,正是對項目成功的肯定。
雙層纏繞技術經過二次改造,亦可考慮應用到單層纏繞機型,即單層纏繞機架使用雙層纏繞技術來纏繞,如此可提高一倍的生產效率,對纏繞機來說都是一次革命性的工藝改造。
5結論
雙層纏繞式壓磚機是陶機行業的新星,其在成本控制與交通運輸方面的優勢必定引導行業對壓磚機結構的全面改革,而本文從制造環節在第一道工序為雙層纏繞機的實現提供了技術與裝備,其對纏繞工藝各項指標的改善極富創新性,值得同行業的推廣應用。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52