中羅拉橫梁檢驗方法的研究
2018-03-16 01:45:00北京中麗制機工程技術有限公司王從云
紡織機械 2018年1期
關鍵詞:測量
北京中麗制機工程技術有限公司 王從云/文
1 前言
假捻變形機是將POY原絲經一羅拉喂入、變形熱箱加熱、二羅拉牽伸。在POY絲進行牽伸的同時,纖維受到來自摩擦盤的旋轉力,使絲條繞其軸線回轉而加捻,由假捻器在兩個握持點(一、二羅拉)之間對絲進行加捻,完成了拉伸變形過程,使纖維具有一定的強、伸度和蓬松性。
中羅拉結合件是該機的核心結合件之一,由中羅拉橫梁、羅拉、加壓臂、軸承座、軸承、羅拉軸等零件組成。各零件精度直接影響到絲的質量穩定,以及全機振動等性能。采用專用檢驗工裝后,對所有中羅拉橫梁采取百分百檢驗,全面控制橫梁質量,并大幅提高檢驗效率。
2 中羅拉橫梁技術要求
每節中羅拉結合件是由中羅拉橫梁1、羅拉2、加壓臂3、軸承座4、軸承5、羅拉軸6等零件組成(圖1所示)。每臺假捻變形機的中羅拉部件根據客戶需求不同,可由10~13節中羅拉結合件通過聯軸節連在一起。中羅拉轉速在1200~5160(轉/分)范圍內,因此裝機過程中要求羅拉軸軸頭同軸度≤0.05mm,羅拉全列直線度≤0.10mm,羅拉水平≤0.10mm/1000mm,羅拉振動值≤10mm/s。裝配后兩羅拉軸中心距180±0.05mm,羅拉軸中心到中羅拉橫梁安裝面的距離63.64±0.05mm(圖2所示)。所有中羅拉結合件一致性好才能保證連接后的技術要求,這就對零件提出了很高的要求。中羅拉橫梁通過控制尺寸2mm和5.5mm來保證尺寸 156.5±0.1mm 和4.9±0.05mm( 圖 3所示)。

圖1
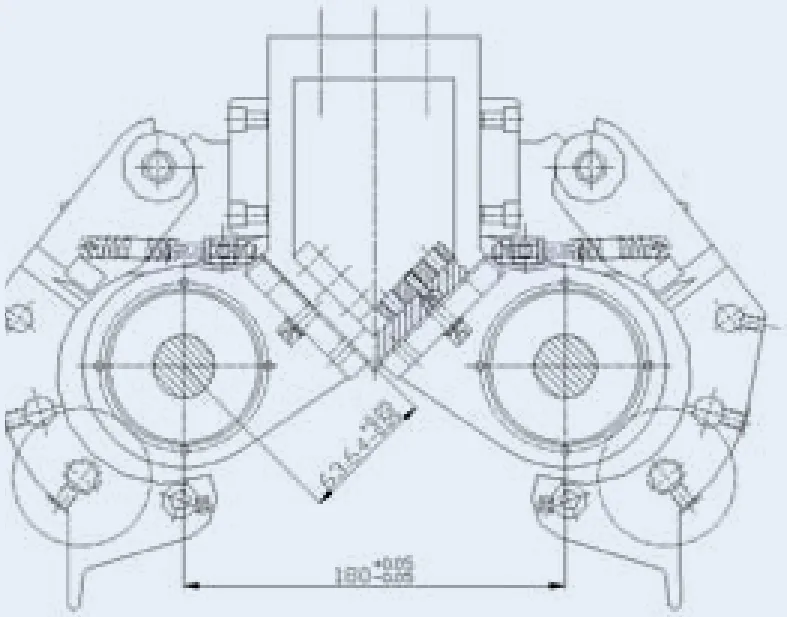
圖2

圖3
3 傳統中羅拉橫梁檢驗方法
3.1 傳統檢驗方法
3.1.1 通過游標卡尺測量尺寸2mm和尺寸5.5mm;
3.1.2通過垂直度測量儀測量一側安裝面與另一側安裝面的垂直度0.05mm;
3.1.3 通過千分尺和直徑φ3mm的量針,測量尺寸12.14±0.05mm來間接測量尺寸4.9±0.05mm(圖4所示);
3.1.4 多測幾個點的尺寸4.9±0.05mm來反映臺階面的直線度;
3.1.5 兩個安裝面的平面度需在檢驗平臺上用塞尺測量。

圖4
3.2 傳統檢驗方法的缺點
3.2.1 測量手續繁瑣,檢驗人員工作量大,不能做到百分百檢驗;
3.2.2 手工測量一致性差,間接測量不易保證測量精度;
3.2.3 無法直觀顯示臺階面的直線度和兩安裝面的平面度;
3.2.4 測量效率相對較低。

圖5
4 采用專用檢驗工裝
4.1 專用檢驗工裝的組成
專用檢驗工裝(詳見圖5)由底座1、量棒2、對塊3、把手4和螺母5組成。

圖6
4.2 專用檢驗工裝的設計原理
4.2.1 模擬零件的使用狀態,裝配后兩羅拉軸中心距180±0.05mm,羅拉軸中心到中羅拉橫梁安裝面的距離63.64±0.05mm,設計底座1的兩側孔位置尺寸,保證兩側孔相對應V型面對稱(如圖6所示);
4.2.2 設 計 對塊3的尺寸,孔到臺階面的尺寸為60.14±0.01mm, 孔到安裝面的尺寸為63.64±0.01mm( 圖7所示);
4.2.3 通過尺寸鏈計算設計通止規量棒2,通端過、止端不過就是合格,否則即為不合格;4.2.4量棒2和底座1孔緊密配合可自由滑動。

圖7
4.3 專用檢驗工裝的工作過程
4.3.1 將把手4擰到底座1上,用螺母5鎖住,方便檢驗時移動工裝;
4.3.2 將兩件對塊3貼住底座1靠在二羅拉橫梁兩個安裝面上,兩件量棒2分別通過底座1的孔插入對塊3的孔;
4.3.3 量棒2通過底座1的孔插入對塊3的孔,能順暢插入即為合格零件,不能順暢插入即為不合格零件;
4.3.4 按住對塊3同時推量棒2使底座1和對塊3在橫梁安裝面上滑動,若滑動順暢,說明臺階面的直線度和安裝面的平面度合格,否則即為不合格。
4.4 專用檢驗工裝的優點
4.4.1 采用此工裝能直接檢驗橫梁的各尺寸和位置度要求;
4.4.2 使用方便快捷,專用工裝檢驗5件樣品只需45分鐘,檢驗效率大大提高;
4.4.3 減低對檢驗人員技能的要求,降低了人力成本;
4.4.4 能輕易做到零件的百分百檢驗,從而很好的控制產品質量。
4.5 對檢驗合格品的復驗和對比
4.5.1 復驗項目:兩斜面的垂直度0.05,斜面根部寬度(b)4.9±0.05。參見圖3、圖4
4.5.2 復驗方法:取專用工裝檢驗合格的5件橫梁進行復驗,用數字垂直度測量儀測量垂直度;用φ3的標準量針和0~25mm的千分尺測量兩量針外側的距離L,根據幾何關系換算出斜面根部的寬度(b)
b=L-3-2X(1.52+1.52)1/2=L-7.243
4.5.3 復驗數據 mm

4.5.4 復驗結果:經過復驗,隨意抽取的5件樣品,兩斜面的垂直度均小于0.05,斜面根部寬度經換算都在4.9±0.05的合格范圍內,總耗時178分鐘。用專用工裝檢驗同樣數量的耗時比傳統檢驗方法效率提高4倍,可見,用專用工裝檢驗合格的橫梁質量是可靠的。
5 總結
綜上所述,采用新的專用檢驗工裝后,中羅拉橫梁的質量得到有效控制;為保證產品批量裝配質量打下了堅實基礎;同時大大提高了檢驗效率;為提高假捻變形機的整體質量提供了有力保障。
1. 《現代夾具設計手冊》朱耀祥,浦林祥,北京,機械工業出版社,2009
2.《機械設計手冊[M]》成大先,北京,化學工業出版社,2002
3.《機械加工工藝手冊[M]》王先逵,北京,機械工業出版社,2007
4.《機械制造工藝規程制定及裝配尺寸鏈》哈爾濱工業大學,上海工業大學,1988
5.《光滑極限量規設計手冊》,國標標準工作組編,機械工業出版社,1985
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
