五軸數控加工中心刀具算法及農機零部件加工
2018-03-18 01:34:08蘇永華李健龍
廣西教育·B版 2018年11期
蘇永華 李健龍
【摘 要】本文闡述在加工生產復雜的農機零部件中添加五軸數控加工技術,并運用自適應差分的計算方法來對加工的刀具軌跡進行合理優化的具體做法,以較好地提升農機零件加工的效率和精度。
【關鍵詞】農機零部件? 五軸數控加工? 刀具算法
【中圖分類號】G? 【文獻標識碼】A
【文章編號】0450-9889(2018)11B-0035-03
伴隨農機科技水平的提升,其系統中與自動化控制系統相對應的高精度零件也變得非常復雜,尤其是加工技術,這一因素是阻礙現時期農機設計發展的重點問題。為了能夠對相對復雜的農機零件高精度加工的問題處理好,在加工生產的工序當中添加五軸數控這種加工技術,并同時運用自適應差分的計算方法來對加工的刀具軌跡進行合理優化,可以較好地提升農機零件加工的效率和精度。具體來說,就是通過離線編程這一技術與 CAD/CAM 的集成系統及 NC 的代碼,合理運用五軸數控技術,能夠加工生產出曲面形狀復雜的農機零部件。這種方法對于提升農機零件加工成效來說有非常重要的意義和作用。當前,我國大多數企業雖然已安裝了五軸的機床,但很大一部分都不清楚和了解五軸數控加工技術的理論,也沒有實踐經驗,沒有切削參數與切削量的具體優化參考數據。特別是切削參數與切削量的相應優化對于農機零件的加工來說比較重要,因為其會直接給農機零部件的加工質量、加工精度帶來影響。因此,如想把五軸數控加工的技術合理地添加到農機的復雜的零件加工當中,一定要深入研究和分析刀具加工技術中的參數與路徑,從而才能更好地提升農機復雜零部件的加工安全性與穩定性。
一、集成化農機數控部件加工系統
伴隨集成系統與刀具軌跡計算方法的發展,五軸數控加工成為零部件加工的重要工具,如果把其應用于農機復雜零件的加工當中,那么就能夠良好地提升復雜零件的質量和加工的效率。五軸數控加工的機床是在三軸加工機床的基礎上添設了兩個可以靈活選擇的軸。依據所采用的旋轉方式的不同,通常會把經常使用的五軸加工機床劃分成雙擺頭類、轉臺擺頭類。
在三軸基礎之上的五軸加工數控機床,如果從理論層面來對其進行剖析,其系統中的刀具位置是可以靈活地隨意地變動的,這種人性化的設置可充分地減少刀具裝夾操作所耗費的時間,不同程度地提升五軸數加工數控機床的加工效率,而且還可較大地延長刀具的使用壽命。因此在農機復雜零部件的加工過程中,合理性地運用五軸加工數控機床將能較大地提升零部件加工的效率。在運用五軸數控機床加工中心來對農機復雜零配件加工的時候,可使用相應的集成系統來對刀具軌跡實行有效優化。
這是基于五軸數控集成化的農機部件數控加工流程圖。首先,明確農機的復雜零件的結構,掌握其加工時所運用的具體參數。其次,使用相應的集成系統來對農機零部件加工過程中所用的實際參數進行集成化操作,在系統中使用合理的計算方法對五軸數控加工中心的刀具進行優化。本文所采用的是自適應差分形式的計算法,并同時對刀具軌跡實施仿真模擬,以此來對五軸數據控加工中心的刀具加工的軌跡進行優化。最后,確定五軸機床中刀具加工的主要路徑。
二、運用自適應差分算法優化五軸數控加工刀具軌跡
在五軸數控機床的加工過程中,其走刀的軌跡非常復雜。因為同時對多個軸進行控制時存在協同性的難度,所以如果想讓數控機床中的每個軸都發揮出最大的功效,那么一定要對數控加工中心的刀具的軌跡做優化處理。我們在此運用自適應差分的算法來對五軸數控加工中心的刀具的軌跡實施具體優化。此為基于自適應差分算法進行的多軸走刀軌跡優化圖。
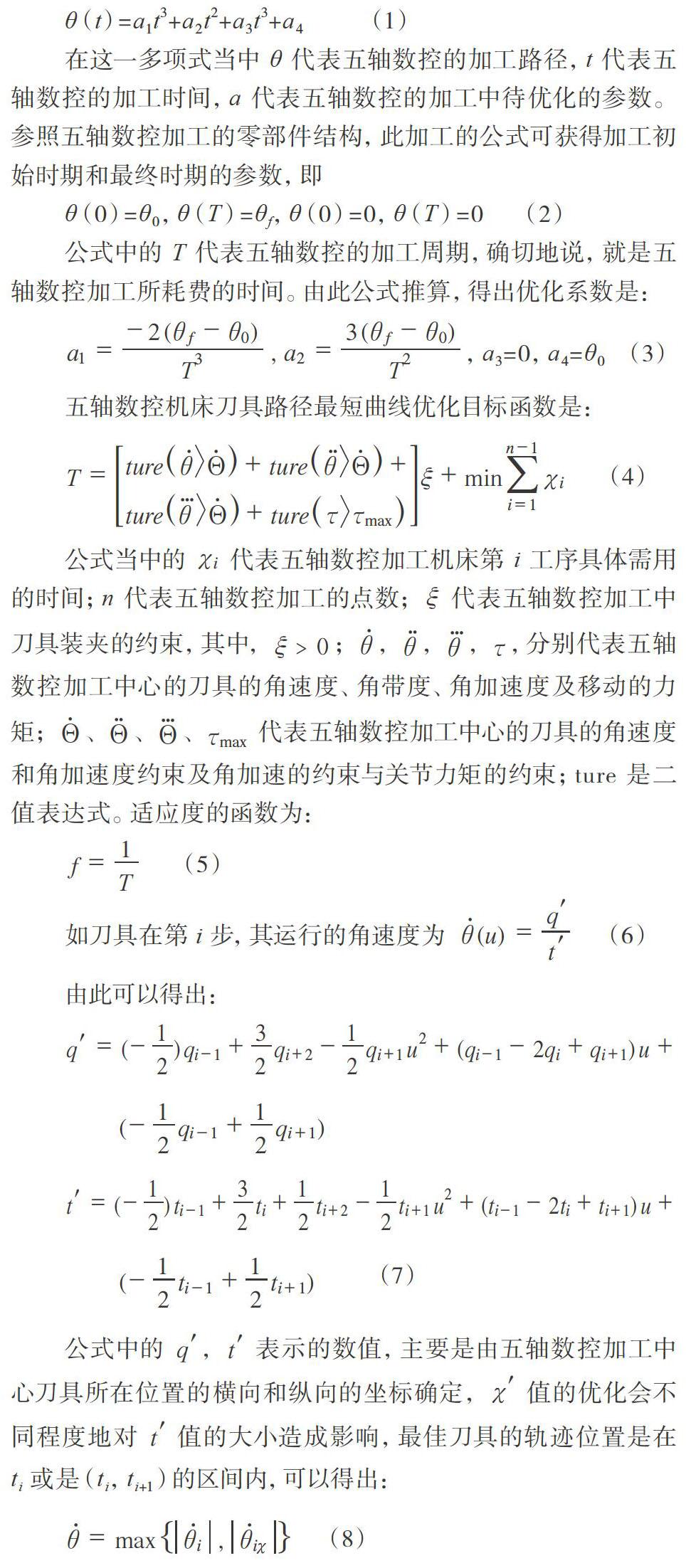
基于自適應差分算法優化的多軸走刀軌跡優化圖表示的是以自適應差分的算法為依托來對五軸數控加工中心的刀具軌跡實施優化,這一操作流程包含數據的初始化,適應函數與進化操作,以獲得刀具優化軌跡的條件。在此操作過程中,初始和終止的位置可參照加工的零部件來給予具體明確。五軸數控加工路徑與時間都是屬于自變量,五軸數據控加工的路徑能夠用三次加工的多項式來表示,通過優化多項式中的系數,得出合理、科學的五軸數控加工路徑。三次加工的多項式:
在這一多項式當中 θ 代表五軸數控的加工路徑,t 代表五軸數控的加工時間,a 代表五軸數控的加工中待優化的參數。參照五軸數控加工的零部件結構,此加工的公式可獲得加工初始時期和最終時期的參數,即
公式中的 T 代表五軸數控的加工周期,確切地說,就是五軸數控加工所耗費的時間。由此公式推算,得出優化系數是:
五軸數控機床刀具路徑最短曲線優化目標函數是:
三、在農機零部件加工中五軸數控加工中心刀具算法的應用
為了有效地證明自適應差分法對五軸數控加工中心的刀具軌跡優化情況,我們可以選擇凹凸類零件加工作為研究對象,對刀具進行具體的規劃,并以現實的加工效果來檢測五軸數控加工中心刀具算法是不是安全可靠。例如一種用于修剪果樹的新型自動修剪機,它屬于農業機械。因為該機器在傳動過程中需要完成的動作非常復雜,所以機械的各位置會運用一些復雜的連接零部件,這給零件的加工增大難度。然而用五軸數控機床來加工復雜的農機零部件時,能夠適當地對刀具的軌跡進行合理規劃,讓刀具保持曲線運行,從而加工出復雜零部件。為了確定刀具軌跡的優化算法具備可靠性,需對五軸數據控加工中心刀具的軌跡實施仿真的操作,以此來對其軌跡進行分析和研究。
通過算法編程技術獲得刀具的實際運行線。五軸數控機床加工中心直接加工運行的過程,由此圖可以發現,在曲線彎轉的情況下,加工中會存在走刀的現象。這種情況會對加工的農機零部件質量產生較大的影響。在對其進行優化以后,會獲得明顯的優化效果。
通過這一刀具軌跡優化后的圖片可以看出,與未進行優化操作以前的圖片相比較,從刀具運行的軌跡看,在復雜部位增加了走刀過程的密集度,這樣可以確保農機零部件復雜部位加工的精度。從零部件加工后的效果能夠明顯地看出農機零件加工的精度變得非常高,復雜部件的表面比沒有進行刀具軌跡優化操作以前光滑得多,零部件加工后的毛刺也非常少,達到高精密加工水平,取得復雜性農機零配件加工的精密度。
但是需要注意的是,運用五軸數控進行加工的時候,由于刀具的矢量在不斷地變化,并且計算也非常復雜,因此,為了充分有效地確保計算方法的安全可靠性,對刀具的運行軌跡進行優化后,要進行仿真模擬測試,即要對刀具的運行軌跡進行仿真模擬操作和相應的測試實驗,經過測試合格后,才能進行實物加工。
總的來說,加工復雜性農機零件的時候,選擇五軸數控加工機床,通過運用離線編程法、集成化系統與自適應差分的刀具軌跡優化法,可明顯提升加工的精度,使加工出的零部件的表面獲得理想的光滑度,有效地滿足農機復雜零部件的高精度加工需要。這種加工方法為現時期的農機復雜性零部件加工指明新的方向,較好地促進我國農機產品和農業的快速可持續發展,為我國創造出更大的社會效益和經濟效益。
【參考文獻】
[1]劉 宏,羅麗麗,樊永強.三軸橢球精密曲面的數控雙指令銑削加工技術[J]. 制造業自動化,2015(10)
[2]丁 漢,畢慶貞,朱利民,等.五軸數控加工的刀具路徑規劃與動力學仿真[J].科學通報,2010(25)
[3]王 晶,張定華,羅 明,等.復雜曲面零件五軸加工刀軸整體優化方法[J].航空學報,2013(6)
(責編 盧建龍)
