自升式移動平臺圓柱型樁腿建造檢驗要點
2018-03-20 11:26:44張蔚
江蘇船舶 2018年6期
張 蔚
(江蘇分社 鎮江辦事處,江蘇 鎮江 212003)
0 引言
自升式移動平臺是國內外最為廣泛應用的鉆井平臺,主要由來臺、樁腿和升降機構三部分組成。自升式移動平臺海上作業時,將樁腿插入或坐入海底,平臺則繼續沿著樁腿上升,離開海面直至作業所需高度,工作時不受海浪的影響[1-2]。拖航時,平臺可再從樁腿降下,浮在海面上,同時將樁腿從海底拔出,收回至船體內,即可無障礙地拖航到新的作業區域上[3]。
樁腿是自升式移動平臺的關鍵結構,它不僅承擔著平臺所有的載荷,而且其自身尺寸及安裝精度直接決定平臺能否順利升降。因此,樁腿制造檢驗的過程顯得尤為重要[4-5]。
本文以某多功能海上自升平臺建造檢驗過程為例,闡述該平臺樁腿制造檢驗控制要點[6]。
1 研究內容及方法
1.1 平臺樁腿設計參數和精度要求
該平臺采用單步進插銷式液壓升降系統,平臺最大作業水深40 m。艏部設有1臺最大起重能力1 200 kN、最大吊高110 m(距主甲板)的全回轉起重機用于起吊作業。該平臺入級符號如下:
★ CSA Self-elevating Offshore Wind Turbine Service Unit/Crane Unit/Installation Maintenance Repair Unit; DP-1; Thruster; IWS; Lifting Appliance; PSPC(B)
(1)樁腿主要設計參數
樁腿數
4
升降系統型式
液壓插銷式
長度(包括樁靴)
73.00 m
外徑
3.80 m
材料
EH690
結構型式
圓筒形(鋼板卷制焊接)
筒壁厚度
68 mm
作業溫度
-10 ℃~+45 ℃
(2)樁腿制造精度要求
整樁長度公差
≤50 mm
外徑公差
圓度
≤3 mm
直線度
5 mm/10 m;60 mm/整樁
樁腿結構示意見圖1。
(3)主要檢驗依據及參考標準
設計圖紙、技術規格書;
《海上移動平臺入級規范》(2016);
《材料與焊接規范》(2018);
CB/T 4000—2005中國造船質量標準、美國材料與試驗協會ASTM及其他相關行業標準。
1.2 樁腿制造流程
本項目樁腿制造大體流程見圖2。

圖2 樁腿制造簡要流程圖
2 建造和檢驗要點
根據樁腿材料特性和設計要求,整個制造檢驗過程中的關鍵點是焊接和精度控制,因而有必要對各個制造環節的檢驗控制要點進行研究。
2.1 焊接工藝的選定
本次檢驗的樁腿原材料厚度大,需要多道焊成型,焊接工作量大,焊接過程控制要求極高。為考察E690材料的焊接性能,首先應核算其碳當量。依據《材料與焊接規范》(2018)中的碳當量計算公式,最終得出本次選用的E690鋼板碳當量約為0.56%,遠高于一般高強度鋼碳當量(0.42%)。由此可見,其焊接性能遠不如一般高強度鋼。為保證焊接接頭的性能,避免產生冷裂紋,焊接之前應采取預熱措施,焊接過程中嚴格控制層間溫度,焊后進行消除應力熱處理,并保溫緩冷。
關于焊接材料的選用,《海上移動平臺入級規范》(2016)有明確要求,E690材料僅有“4Y69”、“5Y69”兩種等級的焊材可供選擇。現選取三種認可后的焊接工藝進行對比分析,見表1。
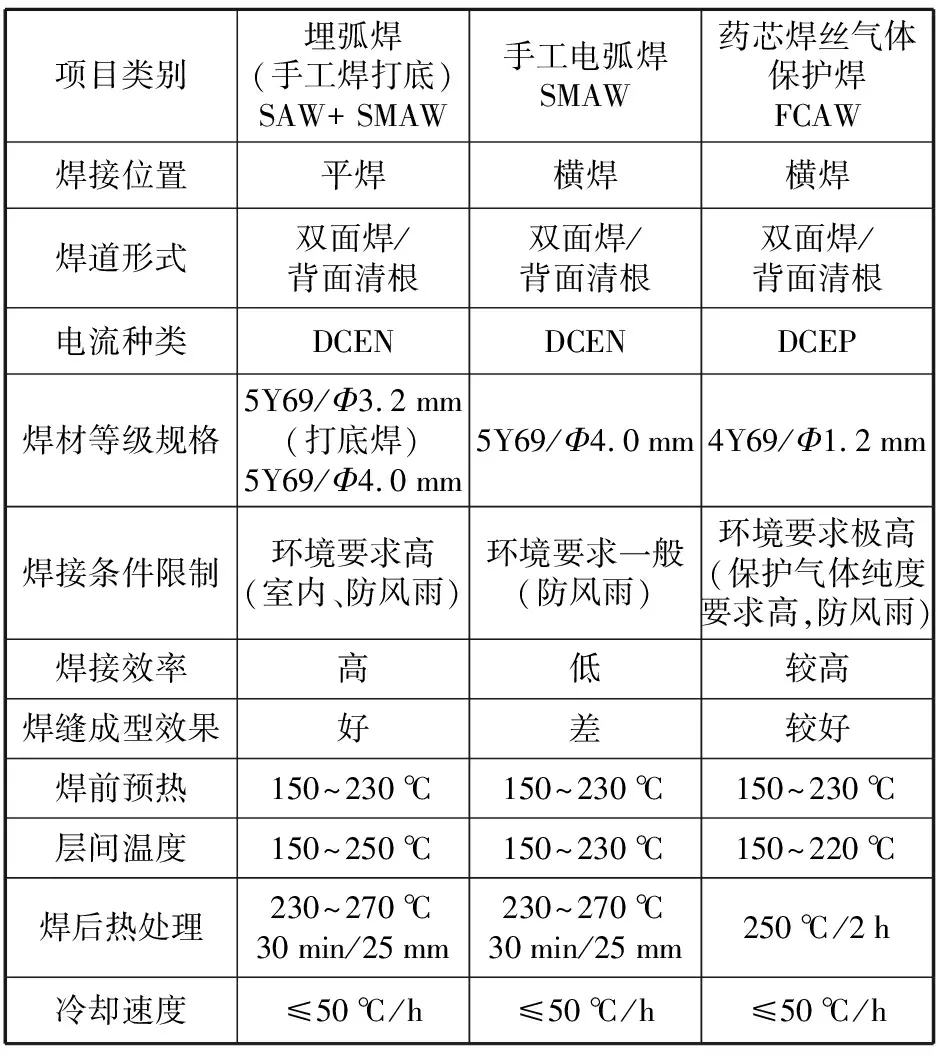
表1 三種認可后的焊接工藝對比分析
樁腿船臺合攏焊接位置為橫焊,有兩種工藝可供選擇。船廠最希望采用藥芯焊絲氣體保護焊,原因主要是效率高、成型效果好。據測算,在船臺施工條件下,若采用手工電弧焊,一道樁腿合攏縫總的焊接時間為5~6 d(不包括焊前預熱及焊后保溫時間);采用藥芯焊絲氣體保護焊時,總的焊接時間可縮短為2~3 d。但是,藥芯焊絲氣體保護焊對環境要求極高。本項目施工現場實際環境條件很難長時間滿足要求,同時保護氣體的純度是否穩定也會影響焊接質量。最終,經過綜合考量,樁腿船臺合攏采用傳統的手工電弧焊。
2.2 樁腿筒體分段制造
2.2.1鋼板下料和卷制
不同于普通結構用鋼,E690鋼材一般延伸率較低,屈強比較大,其機械加工性能遠低于普通結構用鋼,若加工過程操作不當,極易產生裂紋。
由于樁腿筒體由鋼板卷制成型,因此鋼板加工工藝中應考慮到延伸率的限制,必要時應進行冷彎工藝評估。加工時應按工藝要求設定卷板機的加工參數,加工輥輪表面應時刻保持清潔。筒體卷制、焊接、輥圓完成后,應仔細檢查,確認無表面缺陷。
2.2.2焊前準備工作
為控制焊接變形,工廠應根據前期工藝試驗的數據預留變形收縮量。筒體完成后應在端部做好對接標記點,對接裝配時應注意按設計要求將縱縫接頭錯開規定距離。
焊接工作開展前,應檢查車間環境狀況。車間應盡量封閉,焊接工位應避開風口,確保無雨水滴淋。環境濕度大時,應采取除濕措施或者停止焊接。
2.2.3筒體分段焊接
根據《材料與焊接規范》(2018)的要求,本項目焊工需通過母材級別為“W03”的考試。焊工需接受焊前培訓,熟悉筒體焊接程序和WPS相關要求。
焊接過程應嚴格執行WPS要求。考慮到溫度突變對材料的影響,應使用電加熱裝置進行焊前預熱,禁止使用火焰割刀進行加熱。由于埋弧焊速度相對較快,焊縫層間溫度經常來不及降至WPS要求的范圍,因此,每道焊焊前應測量記錄層間溫度。若層間溫度超標,需要等焊縫自然冷卻至WPS要求的溫度范圍方可繼續施焊。焊接過程必須全程監控并留有詳細記錄,所有焊縫需實名記錄。
焊后應隨即進行熱處理,加熱至WPS要求的溫度范圍并按時間要求保溫。冷卻過程應考慮環境因素的影響,必要時采取緩冷措施。
2.2.4插銷孔加工
在插銷式升降系統中,插銷孔是樁腿結構直接受力點,直接承受整個平臺的載荷。為準確測量插銷孔的加工尺寸,應使用定制的專用樣板。插銷孔邊緣打磨完成后,應進行表面探傷,確保無裂紋。插銷孔內部水密封板焊接完成后應進行密性試驗。
2.2.5樁腿分段制造精度測量
根據設計要求,樁腿直徑允許0~-5 mm的偏差,筒體外部焊縫需做磨平處理。根據本項目插銷式升降裝置的設計特點,樁腿直徑最好控制在0~-2 mm范圍內。為達到控制目標,精度測量應貫穿整個筒體分段制造過程。
單個樁腿筒體焊接、輥圓后應測量各項參數。圓度測量需要制作專門的樣板。
筒體每個合攏環節完成后均應進行精度測量。所選的測量環面應包括所有容易產生變形部位,如環縫兩側、筒體自由端、內部環狀結構安裝位置等。為確保測量精度和效率,盡量選擇使用高精度全站儀進行測量。
2.3 筒體分段與樁靴內部結構焊接
第一節筒體(樁腿最底部區段)完工后,需要與樁靴進行裝配焊接。根據《海上移動平臺入級規范》(2016)的定義,與樁靴相連接部分的樁腿垂直結構屬“特殊構件”,即“關鍵載荷傳遞點”和“應力集中處”,見圖3。同時,查閱樁靴結構有限元分析結果可見,樁腿與樁靴頂板、底板連接位置也是受力集中區域。樁靴頂板受力云圖見圖4。因此,這些位置的裝配精度、焊接質量也應特別關注。
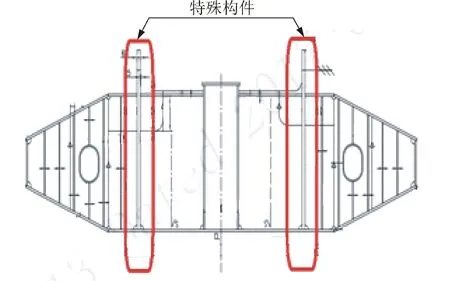
圖3 樁靴關鍵結構
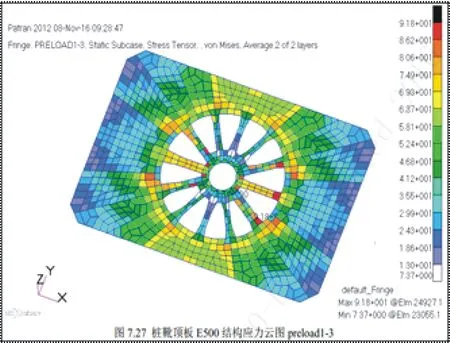
圖4 樁靴頂板受力云圖
2.4 樁腿分段船臺定位合攏
2.4.1樁腿分段吊裝定位
受起吊高度影響,升降系統裝配流程如下:樁靴隨平臺主體預定位后,進行樁腿分段吊裝預定位,然后進行固樁室(包括動定環梁)定位及精控測量(包括上下耐磨板中心對位),最后進行樁腿及樁靴定位。樁腿分段定位環節應進行各種參數的精度測量,如與耐磨板間隙、周向對位精度、直線度、合攏口上下插銷孔孔心距(包含預留的焊接收縮量)、筒體板對接位置錯邊量等。
2.4.2樁腿船臺合攏焊接
(1)現場防護措施:所有焊接位置應有牢固的防風、防雨雪圍擋。根據其他船廠同類項目的經驗教訓,應特別注意防止雨水沿筒體外壁向下流至焊縫區域。
(2)焊材管理:焊條使用前應嚴格按使用說明要求進行烘烤、保溫。
(3)焊接程序和過程控制:為控制變形量,樁腿合攏縫應安排雙數焊工進行對稱焊接。焊接過程必須嚴格按WPS要求進行控制,焊前預熱、層間溫度控制、焊后熱處理等過程必須全程監控記錄。
(4)其他注意事項:焊接工作應連續進行不得中斷;焊接過程中打磨時不得使用氣動打磨機,必須使用電動打磨機;焊縫缺陷返修不得超過2次,超過2次需經過特別認可。
2.5 無損探傷
樁腿結構無損探傷(NDT)需滿足《海上移動平臺入級規范》(2016)的相關要求。根據規范,本項目樁腿相關結構焊縫探傷要求見表2。
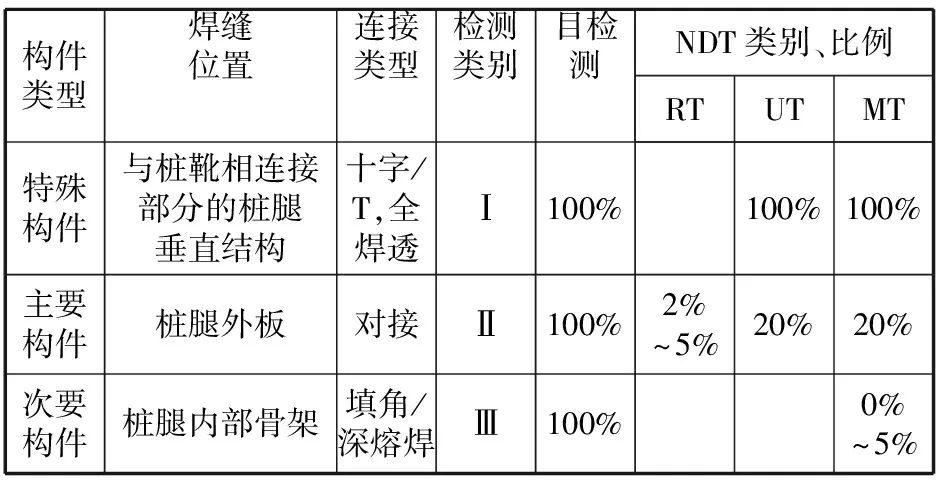
表2 規范要求的樁腿結構焊縫探傷比例
根據規范要求,所有探傷應在焊縫熱處理結束72 h之后進行。本項目樁腿鋼板厚度為68 mm,常規射線探傷效果不佳,作為替代,選用相控陣超聲(PAUT)和衍射時差法(TOFD)聯合掃描方法對樁腿對接焊縫進行檢測。根據相關要求,檢驗前應針對項目實際情況對以上檢測工藝進行認可。樁腿結構探傷比例見表3。
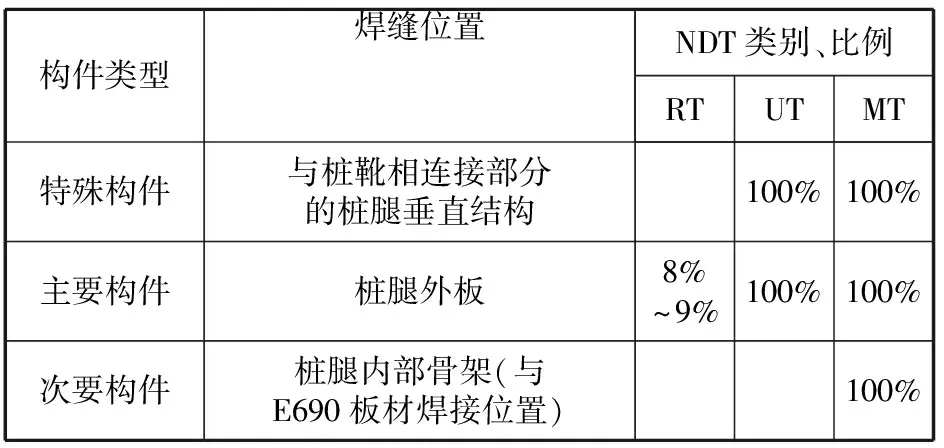
表3 樁腿結構焊縫實際探傷比例
3 問題及建議
3.1 樁腿內部檢驗通道問題
本次檢驗的平臺樁腿總長73 m,從最底端到頂部出口僅有一條通道(見圖5),樁腿內部實際上形成了一個單出口(800 mm×600 mm)的垂直狹長空間。這種設計給平臺后期營運過程中的維護保養工作造成了極大的不便,同時還埋下了安全隱患。經查閱《MODU CODE》(2009)及其他相關資料,未明確要求樁腿內部需設置兩條檢驗通道, UI MODU 1(Rev.1)明確了樁靴和升降基礎的開孔可以不必滿足PMA檢驗通道的要求。
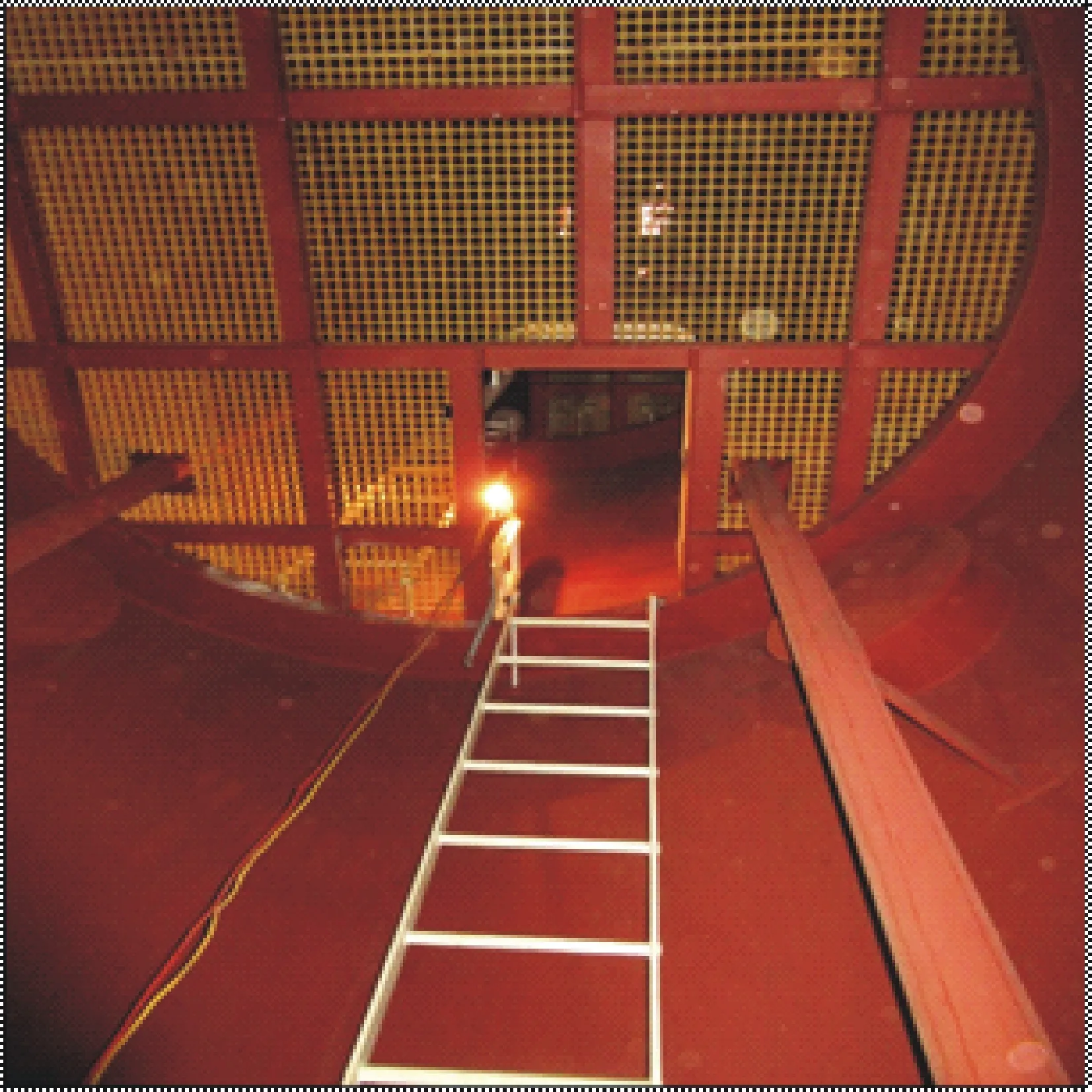
圖5 樁腿內部通道
針對該問題,作者建議:后續同類項目設計時,在結構強度滿足要求的情況下,設計一條聯通樁腿與樁靴,然后從樁靴上部人孔蓋通向外部的檢驗通道。在平臺塢檢時,這種設計能確保樁腿同時有兩條通道可以進出(見圖6),為人員在樁腿內部施工增加安全保障。
3.2 樁腿插銷孔密性試驗問題
《海上移動平臺入級規范》(2016)對圓柱形樁腿插銷孔位置的密性試驗無明確要求。
根據本項目規格,平臺最大作業水深為40 m,在某些作業工況下,樁腿最大入泥深度為13 m。根據上述設計指標,在制定插銷孔密性試驗參數時應同時考慮水深和插銷孔入泥深度的影響。
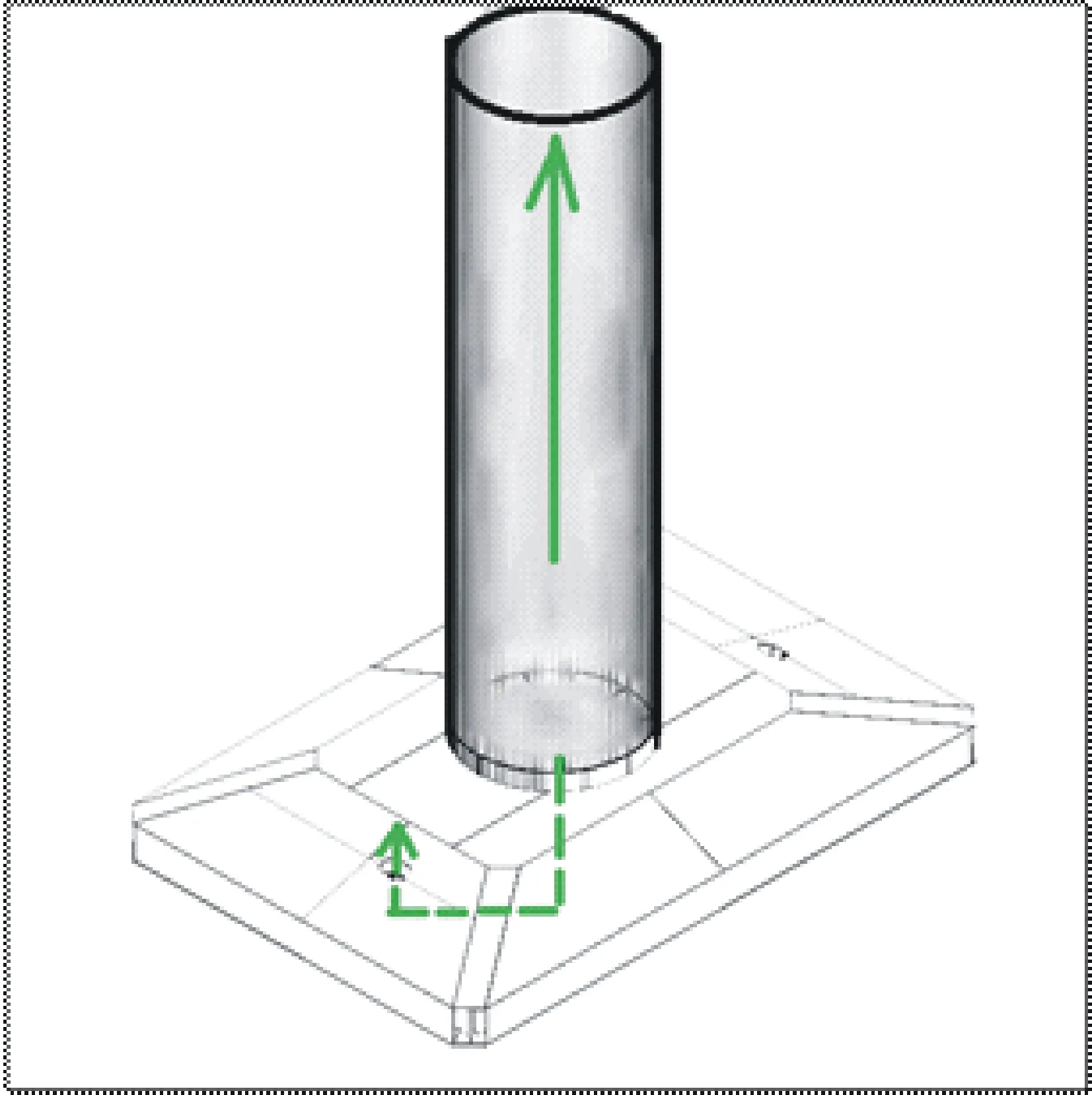
圖6 兩條通道示意圖
作者建議:針對圓柱形樁腿插銷孔以及類似結構的密性試驗要求,規范給出適當的說明,以便現場檢驗時有據可依。
4 結論
隨著海洋產業的發展,海上移動平臺的設計趨于大型化、復雜化。平臺結構的材料等級越來越高,制造精度要求也大幅提升。本文闡述了平臺樁腿制造檢驗控制要點,為保證檢驗質量、降低風險,對樁腿制造檢驗過程中的控制要點進行了概括。這些都給建造廠家的工藝技術、管理水準提供了基礎數據和工程應用價值。
(1)本項目施工現場實際環境條件很難長時間滿足要求,樁腿船臺合攏采用傳統的手工電弧焊。
(2)為達到控制目標,精度測量應貫穿樁腿制造的整個過程。
(3)無損檢測時,選用相控陣超聲和衍射時差法聯合掃描方法對樁腿對接焊縫進行檢測。
猜你喜歡
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
北部灣大學學報(2021年4期)2021-04-28 08:01:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13