鋁合金活塞銷孔加工過程工藝優化*
2018-03-20 04:42:18李安海盧永紅
制造技術與機床 2018年2期
李安海 盧永紅 劉 濤 趙 軍
(①山東大學機械工程學院高效潔凈機械制造教育部重點實驗室,山東 濟南 250061; ②山東濱州渤海活塞股份有限公司,山東 濱州 256602)
活塞作為汽車發動機的心臟,是把發動機燃燒產生的熱能轉化為有效功的最關鍵零部件,活塞承受著高溫、高爆壓。隨著汽車工業高效和節能減排需求的不斷提高,發動機應具有更高的功率密度,高強耐磨輕質新材料在發動機活塞上的應用日趨廣泛。然而,當發動機爆發壓力達到20 MPa時,在高溫高壓工況下,裝機易出現活塞燃燒室和銷孔開裂等破壞失效,活塞的加工質量已成為制約活塞使役性能和疲勞壽命的重要因素之一。
活塞切削加工時,往往以止口為多道工序的定位基準,其工藝流程包括以下工序[1]:粗車止口→粗車外圓、頂面→精車止口→粗鏜銷孔→精車環槽→半精車外圓→精鏜銷孔→車擋圈槽→車內角→粗精車燃燒室→精車外圓。其中,精車環槽、精鏜銷孔和精車外圓是對活塞加工表面影響最大的重要工序,需要嚴格控制。在加工過程對刀具和切削參數的選擇要求較高,需要對加工用刀具幾何參數和切削參數進行優化,從而提高加工表面完整性和加工效率。特別是鏜銷孔時加工表面粗糙度值較大,嚴重制約了刀具壽命、加工效率和表面完整性的提高。
活塞銷孔加工質量的高低直接影響著發動機運轉時的性能,如果活塞銷孔表面的加工質量達不到技術要求,將有可能導致活塞在發動機汽缸內上下運動過程中產生卡死或運動不暢等現象,引起發動機在運轉過程中發生故障[2]。Usman等人[3]發現活塞銷孔加工質量同整個發動機系統運行可靠性關系重大。對特殊結構活塞銷孔的加工,通過優化設計的方式可較快的得到合理的切削參數。Wu等人[4]研究了活塞異型孔鏜孔加工的控制方法。Severino等人[5]設計了一種車削馬氏體活塞環的特殊結構硬質合金刀具,并獲得了良好的加工效果。郭書剛等人[6]通過精鏜銷孔工序中改進夾具和控制銷孔溫度分別來提高壓縮高和銷孔直徑的加工精度,從而改進銷孔加工方式并提高加工質量。翟可芬[2]指出對于特殊結構活塞銷孔的加工,影響銷孔表面質量的主要因素為鏜桿結構及刀具的形狀。段鵬等人[7]指出在批量生產某小型活塞條件下,通過改進刀具材料和刀具角度使得精鏜銷孔工序加工質量大為提高,降低了次品率。
本文擬在活塞加工刀具材料選擇、活塞熱-機械負荷耦合分析、加工表面微觀應力集中、切削機理和加工表面質量研究的基礎上,對活塞銷孔粗加工工藝過程進行優化改進,對刀具材料、加工工藝方式、刀具形狀、刀具結構、潤滑方式等方面進行優化,以期獲得良好應用效果。
1 問題描述
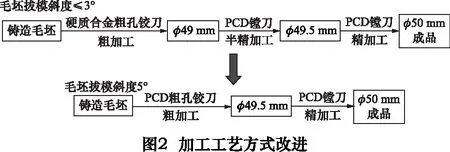
某批次柴油機鋁合金活塞,其銷孔直徑為φ50 mm,銷孔毛坯拔模斜度一般為≤3°。常用的銷孔加工工藝方式為:粗加工―半精加工―精加工,即粗加工先采用硬質合金粗孔鉸刀加工至φ49 mm,再用PCD鏜刀加工至φ49.5 mm的半精孔尺寸,最后采用PCD鏜刀精加工至φ50 mm的成品尺寸。由于整體焊接刀具刀尖回轉直徑無法調節,只能加工固定直徑的活塞;每次刀具刃磨后,必須重新對刀,影響加工效率;刀尖磨鈍時,即使刀體完好,也需要整體更換,生產成本較高。
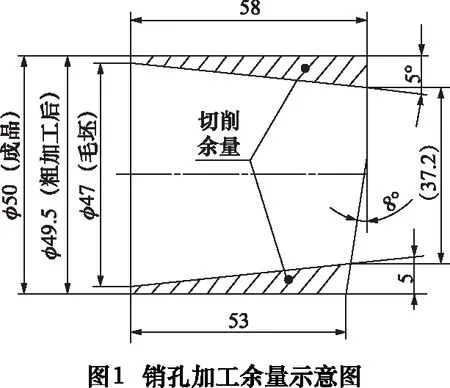
為提高高速強載內燃機的性能和動力指標,對活塞的要求也相應提高,為了降低鑄造廢品率、保證鑄造質量、提高機械加工精度,在最大限度的發掘設備加工能力的基礎上,可將此類活塞的銷孔在鑄造時將拔模斜度由3°改為5°(如圖1所示)。改進后活塞加工按照原定的工藝方案已經不能滿足高效低成本的需要,需要在原工藝基礎上進行優化和改進。
2 加工過程參數優化
2.1 刀具材料
PCD刀具相比硬質合金刀具在Al-Si合金活塞的切削性能和價格上具有明顯的優勢,因此可采用批量生產性價比更高的PCD刀具代替硬質合金刀具進行活塞銷孔加工。基于柴油機活塞特點,結合金剛石和硬質合金刀具優異的性能,為應對高效高品質切削加工的挑戰,分析了鋁硅合金活塞材料的微觀結構和組織特點,筆者在前期工作中基于層次分析法和熵權法對鋁活塞刀具材料進行了優化選擇[8]。優選結果表明,PCD刀具因其優異的物理力學性能在加工Al-Si合金時,刀具壽命和刀具成本等方面具有明顯的優勢。
2.2 加工工藝方式
隨著現代數控技術的發展,機床精度的提高及刀具材料性能的提高,加工工藝方式可由“粗―半精―精”加工方式改進為“粗—精”加工方式。改進后的加工工藝方式見圖2所示,即銷孔可由PCD粗孔鉸刀直接加工至φ49.5 mm的半精孔尺寸,再精加工至φ50 mm的成品尺寸。
活塞銷孔毛坯拔模斜度改為5°后,加工余量增大,銷孔單邊最大余量從1.25 mm增加到6.15 mm。這也使得切削過程產生新的問題,如:
(1)材料去除率增大,刀具磨損加快,刀具壽命降低,換刀頻次增大。
(2)刀具扭矩增大,刀桿變形加劇,銷孔平行度、對稱度以及垂直度等難以滿足工藝要求,對后續精加工產生不利影響。
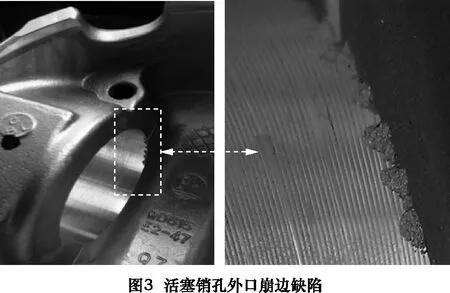
(3)刀具切出時容易發生負剪切現象,造成銷孔內側外口容易產生崩邊缺陷(如圖3所示)。因此,需要進一步改進刀具結構和形狀。
2.3 刀具形狀
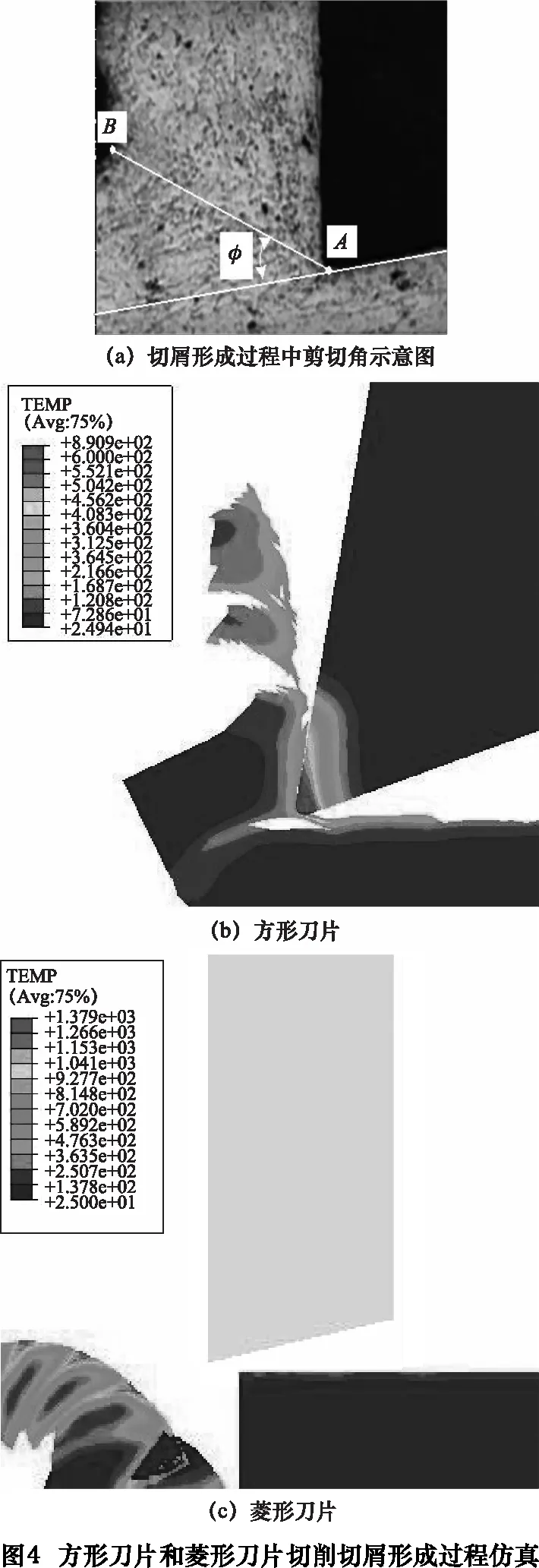
針對銷孔內側外口的崩邊現象,進行了工藝過程的理論分析和原因探討,發現其與刀具切出過程的負剪切現象密切相關。負剪切現象是指刀具切出時,發生剪切角(圖4a中所示角度)偏轉現象,從而引起負剪切角,惡化工件應力場;在復雜的拉應力和剪應力的作用下加工表面會在負剪切區產生滑移變形,并進而形成裂紋;剪切角在切削方向的下方,即剪切角為負值,裂紋會沿著負剪切角的方向增殖擴展從而引起斷裂。
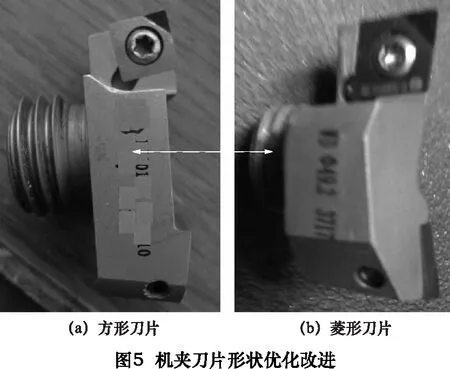
圖4b所示為出現負剪切現象的切削過程有限元仿真,可以看到負剪切現象對刀具切出時的加工表面產生裂紋或斷裂。經過改進刀具形狀和幾何參數,如圖5所示將方形刀片改為菱形刀片,改進后切削過程平穩,切出過程切屑很容易被切除,避免了負剪切現象,切削仿真效果見圖4c所示。
2.4 刀具結構
傳統機夾刀具的兩個刀片裝夾位置相同,完全對稱,即“對稱型”刀具。為了提高加工效率,簡化加工工藝過程,將“對稱型”改進為“非對稱型”刀具(如圖6所示)。改進后的“非對稱性”刀具具有以下優點:
(1)兩刀片不同回轉直徑裝夾,減小毛坯加工余量。
(2)兩刀片采用一定間隔前后配置,實現一次進刀兩次加工,提高加工效率。
(3)減小切削力,避免對稱型因兩刀片裝夾帶來的加工誤差。
2.5 潤滑方式
在活塞加工過程中,先進活塞制造企業對活塞加工一般采用切削液進行冷卻和潤滑,可以降低切削區的高溫,減緩刀具磨損。但是,切削加工中使用切削液對環境造成一定的污染、對操作者健康的危害是不可忽視的問題,使用切削液帶來的劇烈溫差變化使刀具很容易產生熱裂紋,發生疲勞破壞。然而,目前以降耗、節能、節材、減廢、有利于環境保護和人的身心健康、實行清潔安全生產的“綠色工程”是目前機械制造行業的迫切要求[9]。
因此,可以盡可能多地采用干切削替代使用切削液加工,另一方面可以提高切削速度使用高速切削來發揮干切削的優勢。
3 工藝過程優化結果驗證及應用
從企業面臨的市場競爭環境出發,降低廢品率、提高加工質量、降低成本對企業提高市場競爭力有著很重要的意義,加工工藝的改進顯得尤為重要。此工藝過程中采用的PCD刀具在切削參數范圍內刀具壽命能夠得到較好的發揮,不需考慮刀具成本,切削力、機床振動等其他條件都在許可范圍內,主要考慮切削參數優化來得到最小表面粗糙度值。圖7為優化前參數和優化后參數得到的加工表面。應用改進后的切削參數得到的表面粗糙度可以達到0.268 μm,說明優化改進后在鋁合金活塞生產加工應用效果良好。
4 結語
針對活塞鋁合金材料,限于機床設備、工裝夾具、材料性能參數等試驗和仿真條件,通過銷孔加工理論分析、實驗研究、有限元分析,優化結論結果為:加工方式為“粗加工—精加工”,刀具材料為金剛石(PCD),刀具結構為非對稱型(刀片前后配置),刀具形狀為菱形刀片,潤滑方式為高速/干切削,優化改進后在鋁合金活塞生產加工獲得了良好的應用效果,預期得到的表面粗糙度可達到0.268 μm。
[1]陳長江, 王渠東, 尹冬弟, 等. 內燃機活塞材料的研究進展[J]. 材料導報, 2009, 23(15): 62-65.
[2]翟可芬. 特殊結構活塞銷孔的加工[J]. 現代零部件, 2014(7): 61-62.
[3]Usman C, Kendrick A.Effects of multi-grade oils in modeling non-newtonian rheology between piston and cylinder surfaces in engine initial start up conditions[C]. ASME 2014 Internal Combustion Engine Division Fall Technical Conference, 2014.
[4]Wu Y,Leng H, Zhao Z, et al. Research on control method for machining non-cylinder pin hole of piston [J]. Journal of Zhejiang University SCIENCE A, 2006, 7(12): 2073-2078.
[5]Severino G, Paiva E J, Ferreira J R, et al. Development of a special geometry carbide tool for the optimization of vertical turning of martensitic gray cast iron piston rings[J]. The International Journal of Advanced Manufacturing Technology, 2012, 63(5-8): 523-534.
[6]郭書剛, 吳立杰, 劉耀東. 內燃機鋁活塞精鏜銷孔加工方式改進及應用[J]. 內燃機與動力裝置,2009(4): 39-41.
[7]段鵬,林穎慧.內燃機鋁活塞精鏜銷孔工藝分析[J].中國機械,2014(12):278-279.
[8]Li AH, Zhao J, Gong ZC, et al. Optimal selection of cutting tool materials based on multi-criteria decision-making methods in machining Al-Si piston alloy [J]. International Journal of Advanced Manufacturing Technology, 2016, 86(1-4): 1055-1062.
[9]劉志峰,張崇高,任家隆. 干切削加工技術及應用[M].北京:機械工業出版社, 2005.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
