FANUC原裝手輪的一次奇異干擾現象的維修
2018-03-20 04:42:31蔣立
制造技術與機床 2018年2期
蔣 立
(江蘇新瑞重工機床工程部,江蘇 常州 213166)
1 故障及排查
2014年5月,新瑞重工機床客服部接到溧陽新華機電公司的報修電話。據用戶反映,一臺配備FANUC-31iMA系統的TK42200-400 機床,在尋找工件零點時,機床的手輪時而失靈,出現軸正向進給卻靜止不動,機床的坐標值卻依然增加的故障現象。這一故障將導致工件零點的坐標值不準確,如果繼續加工將導致工件報廢。
維修人員攜帶備件趕往現場,更換了手輪和手輪電纜后,故障依舊,因而向電氣技術部尋求支持。同時,維修人員向公司客服部描述了更加具體故障現象,維修人員在操作過程中,很難出現那個問題,而機床的一位操作工比較容易使故障現象出現。
筆者趕赴現場后,確認了故障現象描述屬實。但在兩個小時的排查中,筆者一次都沒有使故障出現,但操作工卻使故障出現了3次。筆者也觀測到了更奇怪的現象,快速旋轉手輪時,選定的機床軸都能隨時按選定方向移動,但進給量是否與手輪發出的脈沖量嚴格相等卻不能確定。在尋找工件的零點時,進給量以0.01 mm為單位,手輪旋轉速度很低,這時候才能觀測到選定的機床軸沒有按照選定方向同步進給,甚至是反向退回。
筆者猜測是干擾,但干擾源是什么,從哪個環節進來的,卻無從知道。檢查了機床床身、電柜的接地連線,都符合標準。
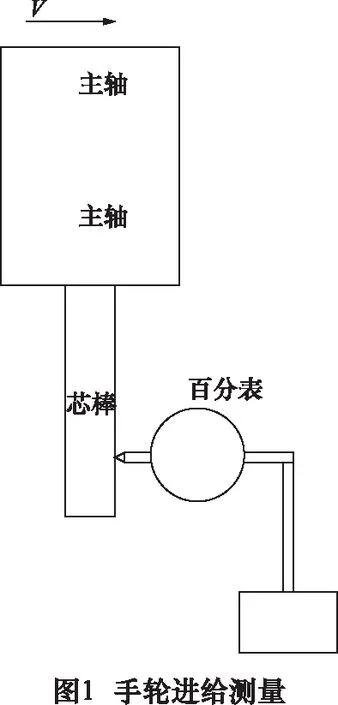
筆者拖著長長的手輪電纜,站在工作臺上,慢速斷續旋轉手輪,一直重復操作工的動作,希望能親手復現一下故障現象。測量方法如圖1。
當手輪進給量處于0.01 mm檔位時,每撥動手輪一格,機床對應軸移動,百分表指針應該變化一格(0.01 mm)。
如果機床移動量與手輪撥動的格數不等,或者方向相反,則認為出現故障。
故障終于出現,但仍然時有時無。正在這時有電話打進來,筆者把手伸進褲子口袋時,摸到一串鑰匙!筆者突然意識到,就是這串鑰匙導致了這個故障發生!
2 手輪的工作原理
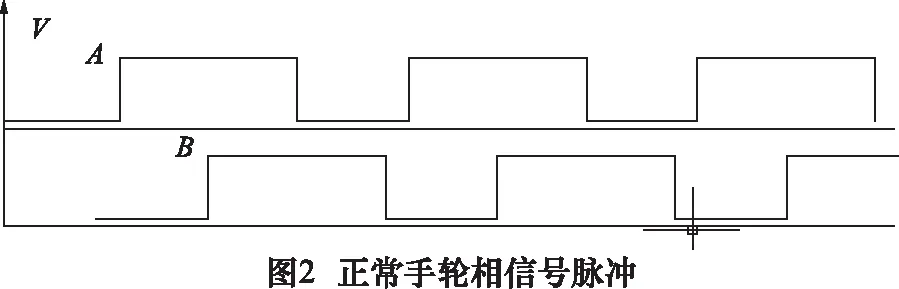
正常手輪的A、B相信號脈沖如圖2所示,A、B信號電角度相位差為90°,如果規定先收到高電平的順序A→B為手輪的順時針旋轉,那么逆時針旋轉時高電平的順序就是B→A。A、B信號的高電平電壓范圍3.6~5.0 V,手輪的工作電壓是5 V。
如果A、B相信號脈沖受到干擾,低于CNC接受的門限值,如圖3所示,那么CNC就認為沒有收到脈沖,對應的軸也就沒有移動。

如果A、B信號脈沖如圖4所示,第一個A脈沖因幅值不夠被丟棄,那么CNC接受高電平的順序就是B→A,則手輪被認為逆時針旋轉,那么,機床的軸就會以相反的方向倒退。

這個手輪和手輪電纜都是日本FANUC公司原裝產品,FANUC的手輪電纜是沒有屏蔽層的,手輪電纜中的導線采用雙絞線。A、B信號跳變感應出鑰匙串的渦流,而這個渦流反過來又影響了A、B信號的完整性。因為手輪的轉向信號由A、B相信號的相位差決定,A、B相信號在電角度上相差90°,如果A、B相信號被干擾,CNC就不能收到有效的A、B脈沖,也就不能確定機床軸的進給方向和進給量。
當手輪電纜靠近工件時,也很會產生這個故障,但在尋找工件零點時,手輪電纜處于拉緊懸空狀態,離工件大約20 cm,所以,此種情況故障很少發生。
在快速連續旋轉手輪時,A、B的脈沖信號對外界的干擾相互抵消。
3 故障排除
因為之前已經大量使用FANUC的原裝手輪電纜,從沒有這個問題,筆者找到用戶公司設備部的人員,一起檢查動力線的配置。果然地線采用了如圖5所示的布線(粗線條)。而該操作工左手腕上戴有一只鋼質手表。

這樣,機床1電氣“地”是穩定的,而機床2的電氣“地”因為機床1的干擾致使“地”電位不穩定,導致CNC收不到完整有效的手輪A、B脈沖信號。
合理的地線連接應采用圖雙色劃線表示的方法,每臺機床應單獨有一根地線,而不是共用其他機床的地線。
因用戶的動力線配置一時難以更改,公司客服部給用戶寄了一條帶屏蔽層的國產手輪電纜,在電纜屏蔽層與PE線可靠連接后,圓滿地解決了這個問題。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國生殖健康(2019年3期)2019-02-01 06:12:26
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
