冷(溫)鍛壓力機的特點及研制要點(下)
2018-03-21 07:38:37李江國北京機電研究所
鍛造與沖壓 2018年5期
關鍵詞:振動
文/李江國·北京機電研究所
史向平·武漢昱仝科技有限公司
李海濤·海安北京機電研究所鍛壓產業研發中心
徐 超·機械科學研究總院半固態技術研究所
《冷(溫)鍛壓力機的特點及研制要點》(上)見《鍛造與沖壓》2018年第3期
壓力機本體的動態特性
壓力機的動態特性表現為晃動、振動和噪聲。與基礎固定時,壓力機表現為振動;與基礎沒有固定時(含安裝隔振器的情況)表現為晃動;對于機械結構來講,晃動、振動往往伴隨聲波產生,當聲波的頻率在20~20000Hz時,表現為噪聲。壓力機的激振頻率接近或等于壓力機的某一階固有頻率時,會引起壓力機產生共振。
振動、晃動,特別是共振會降低壓力機的動態特性,大幅降低零部件甚至整機的壽命,產生的噪聲會大大影響操作工人的身心健康。近幾年,越來越多的案例表明,由于使用隔振器使壓力機晃動過大,嚴重時會大幅影響壓力機的使用性能。因此,在壓力機的動態特性不是很好的情況下,隔振器要慎用。
(1)理論上,壓力機上所有運動的零部件(包括電動機)均可以引起振動甚至共振,都是激振源,都應該考慮其引起振動甚至共振的可能性。
(2)激振源能否引起共振的三要素:頻率(激振源的頻率接近或等于某一階固有頻率)、方向(激振源的振動方向與模態振型的方向一致)和能量(產生振動的能量),三者缺一不可。
(3)激振源的能量相對于壓力機的自重只要達到一定條件就可以引起振動。
(4)冷(溫)鍛壓力機的激振源分為回轉類激振源(各種軸、齒輪、電機、飛輪)和平面運動激振源(滑塊、多連桿機構)。
(5)理論上,只要將激振源產生振動的能量降低到一定程度就可以大幅降低振動,同時可以避免共振。
(6)模態分析是分析壓力機是否可以產生共振的最好手段,可以計算出壓力機的各階固有頻率。表2是CWFP2-1250冷(溫)鍛壓力機的前20階固有頻率,圖10是CWFP2-1250冷(溫)鍛壓力機的前6階模態振型。
(7)理論上講,提高壓力機的剛度是降低壓力機振動、共振的有效方法,特別是提高機身及其他非運動零部件的剛度可以有效提高共振頻率,使大多數的激振源頻率遠離共振頻率從而避免產生共振。計算表明,冷(溫)鍛壓力機的各種激振源頻率中,齒輪嚙合的頻率和電機的頻率最高,前者可以達到40~120Hz,后者一般為10~50Hz,壓力機的共振頻率分布在15~200Hz的范圍內,這兩個激振源引起共振的可能性非常大,應該引起足夠的重視。
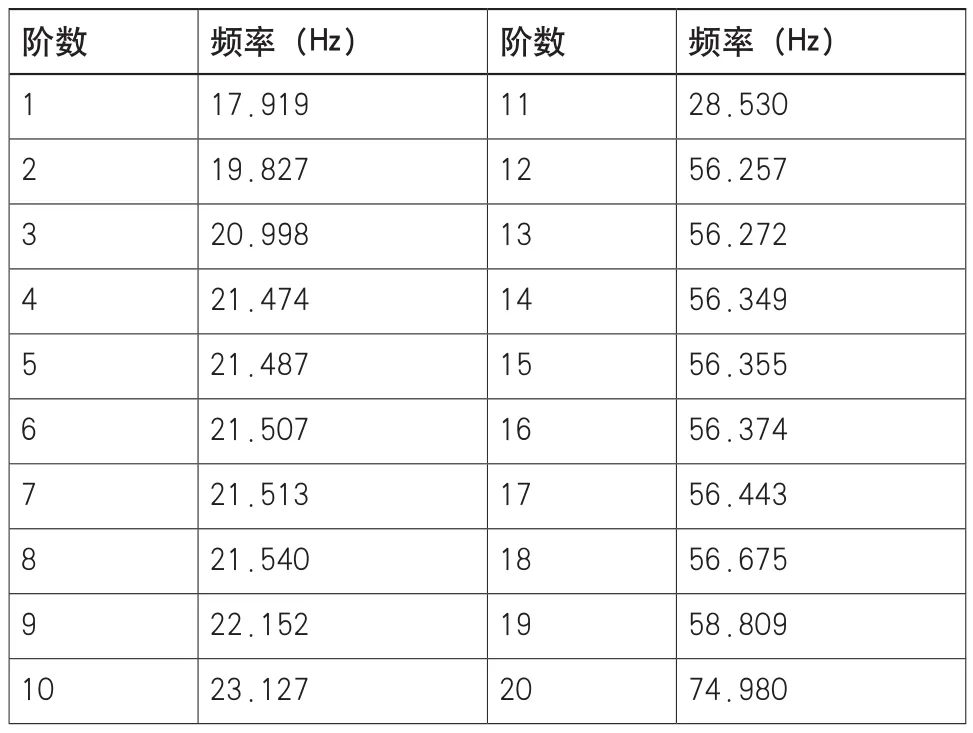
表2 CWFP2-1250冷(溫)鍛壓力機的前20階固有頻率
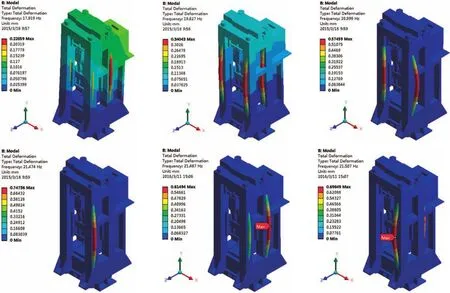
圖10 CWFP2-1250 冷(溫)鍛壓力機前六階模態振型
(8)降低壓力機振動、共振的方法。
1)通過大幅提高壓力機的固有頻率從而避免上述兩個激振源引起共振的代價是非常大的,會導致壓力機的自重大幅增加,最好的辦法就是降低激振源的能量。
2)采用高性能、低振動(通過動平衡檢測)、可調速的電機是避免電機引起共振和降低電機引起振動的有效手段。
3)采用人字齒傳動和齒面磨削是避免齒輪嚙合引起的共振和降低齒輪嚙合引起的振動的有效手段。
4)離合器結合帶來的擾力和擾力矩(圖11)雖然激振頻率很低,不會引起共振,但是由于從動部分巨大的等效慣性力矩,往往會給壓力機帶來很大的沖擊,從而帶來明顯的振動、晃動。降低擾力和擾力矩的方法:離合器結合緩沖(這里不展開)、盡可能簡化從動部分(比如:將封閉高度調節機構移至從動機構之外)、降低從動部分的質量和轉動慣量(比如將三角連桿鏤空圖12)、平衡曲柄(圖13)等。

圖11 CWFP2-1250冷(溫)鍛壓力機擾力和擾力矩

圖12 鏤空三角連桿

圖13 在與曲柄連接的齒輪上增加配重塊
鉸接點間隙對壓力機的影響
多連桿機構的鉸接點很多,各桿在空間的相對位置相當復雜,各鉸接點間隙的大小和間隙的位置對壓力機的運動影響非常大,應引起高度重視,但是這方面的研究非常少。鉸接點的間隙對滑塊行程的影響有時候可以達到行程的1%~3%(5~10mm),甚至更多。
因此冷鍛壓力機最好采用稀油潤滑,因為稀油潤滑允許的間隙可以降低至軸徑的0.75‰,另外通過桿系的加工誤差來調整間隙對滑塊行程的影響。鉸接點間隙的位置如果變化過快,會對壓力機造成沖擊和產生異響,可以通過約束來避免這種情況的出現。
主要輔助機構
主要輔助機構包括平衡系統、下頂出機構、上頂出機構、封閉高度調節機構、模架(模具)快換裝置。
(1)平衡系統。節流會使平衡缸里面的氣壓瞬間升高,從而導致平衡系統損壞的現象越來越多,需要盡可能加大平衡缸與氣罐之間的管路,避免產生嚴重的節流現象。
(2)下頂出機構。自動化鍛造主機需要強力下頂出機構,CWFP2-1250冷(溫)鍛壓力機下頂出力達到了80t,行程達到125mm。對于機械下頂出機構來講,避免工件彈跳是面臨的最大難題,工件彈跳產生的原因一般有三個:下頂出機構剛度低、脫模時頂桿速度過快、粘模。下頂出設計要求有足夠的剛度、盡可能降低脫模瞬間的頂出速度。
(3)上頂出機構。冷(溫)鍛壓力機的上頂出機構比熱模鍛壓力機的上頂出機構的頂出力和行程都要大得多,CWFP2-1250冷(溫)鍛壓力機的上頂出力為26t,頂出行程為100mm。上頂出機構一般有機械頂出、氮氣彈簧頂出和液壓頂出三種形式。
(4)封閉高度調節機構。常見的封閉高度調節機構分為滑塊整體調整和單工位分別調整兩類。滑塊整體調整機構有偏心軸式、楔塊式和螺紋式,單工位分別調整機構比較少見。
(5)模具(模架)快換裝置。單工位模具更換可采用機械換模臂[CWFP2-1250冷(溫)鍛壓力機采用了這種裝置],模架(含模具)整體快換可采用換模小車,所有模具(不含模架)整體快換裝置可以使用副模架。
結束語
我國在冷(溫)鍛壓力機方面的研發起步較晚,最近幾年發展較快,已經取得了可喜的進步,希望本文能夠給相關研究機構或企業提供有益的幫助。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
