數控鏜銑床基于SIEMENS 840D加工大型精密相交斜孔
2018-03-22 09:29:48中國兵器集團江山重工十五分廠湖北441813居大偉張甲濤謝正武
金屬加工(冷加工) 2018年2期
關鍵詞:程序
■ 中國兵器集團江山重工十五分廠 (湖北 441813) 李 慶 居大偉 張甲濤 謝正武 張 偉
需加工工件如圖1、圖2所示,工件外形尺寸為2 100mm×200mm×600mm,斜孔不但要保證與基準面的傾斜角22°,還要嚴格保證兩孔的軸線相交和對稱度、斜孔的圓度。
1. 技術原理及方法
加工此類零件的技術難點和技術方案如下:
(1)加工角度22°±0.1°時,利用機床自帶的ROT旋轉坐標系功能,XY方向插補來實現。
(2)加工孔的圓度0.03mm時,角銑頭的旋轉角度與ROT的角度相吻合(使用杠桿表和標準檢棒打表找正),避免在22°軸線方向形成橢圓。
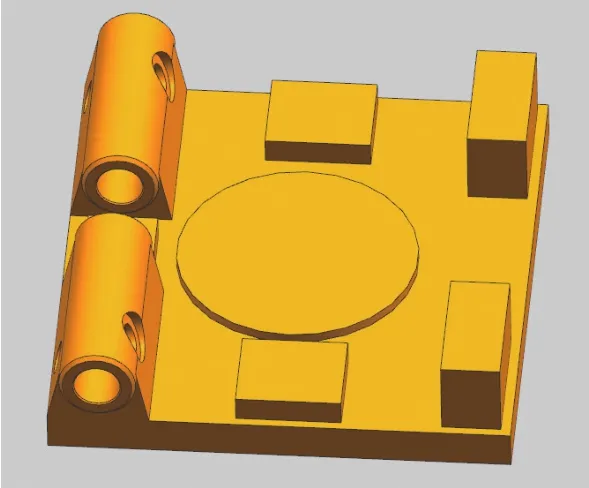
圖 1

圖 2
(3)保證兩孔相交和對稱度時,使用自制心軸,采取打“壁厚差”的方法,調整程序中Y值來實現,消除了角銑頭回轉中心與主軸回轉中心之間的誤差,造成實際加工中直孔軸線與斜孔軸線不相交的現象。
綜上具體技術方案是首先在數控鏜銑床上,利用回轉工作臺,從兩端加工直孔,同時保證同軸度0.1mm,然后利用機床自帶的機械角銑頭,精確加工斜孔,主要分為以下幾步。
首先調整機械式角銑頭的角度,換上角銑頭(見圖3),旋轉角銑頭22°,在MDI狀態下,輸入ROT Z=-22。把旋轉坐標系打開,這樣在手動情況下,X、Y會實現聯動,最后把標準檢棒裝入角度銑頭上,打表找正,保證角銑頭旋轉角22°,消除機械旋轉誤差(見圖4)。
2. 編制加工程序
首先,設定坐標系G56,直孔的回轉中心為G56的X0和Y0,直孔的端面為G56的Z0。具體程序如下:
R1=-550;//刀具長度不一致時,修改此值。當ROT功能打開情況,并且Y=0,刀具刀位點接近斜孔毛坯時,把此時工件坐標系的X值賦值到R1。
R2=0;//假設角銑頭的回轉中心與主軸的回轉中心存在誤差,調整程序中R2值來消除誤差,保證兩軸線相交。
G56 G90 G0;//建立坐標系。
ROT Z=-22;//坐標系旋轉繞Z軸轉22°,程序結束時也不能取消ROT指令,直到斜孔加工完以后,在MDI狀態取消ROT指令。
GO X=R1-50;//X退刀
Y=R2 Z-200;//Z-200 為斜孔的回轉中心到直孔端面的距離
M3 S300 ;
X=R1-3 ;
G1 X=R1+70 F60 ;//R1后面的值根據所使用的刀具如鉆頭或鏜刀不同,可以適當調整一下。
X=R1+200 F1000;
X=R1+270 F60 ;
X=R1-1 F1000;
G0 X=R1-50 ;
M30;//程序結束時也不能取消ROT指令,否則手動狀態下,X、Y顯示值不是程序所需要的R1、R2。
鉆完孔后,先鏜一段斜孔,然后把自制心軸穿入直孔內,使用杠桿表通過打“壁厚差”方法測量兩孔軸線的距離(注意ROT功能一定要打開),然后調整程序Y值,直到兩孔上下壁厚差的值相同,這樣才能保證兩孔相交。
3. 結語
此操作法簡單可靠、便于操作,比較容易保證斜孔的傾斜角和圓度以及兩孔的軸線相交。由于是大型工件,外形尺寸大,使用此操作法加工可以省去專用工裝,并利用公司現有的設備,一次裝夾完成,加工精度高(見圖5)。
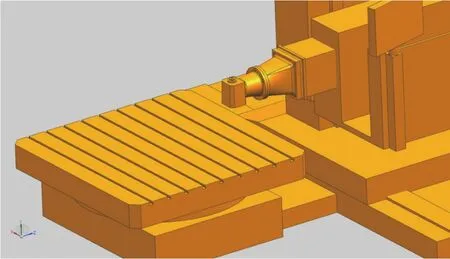
圖 3
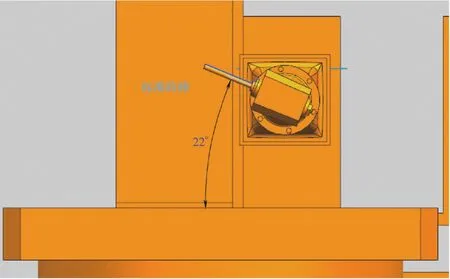
圖 4
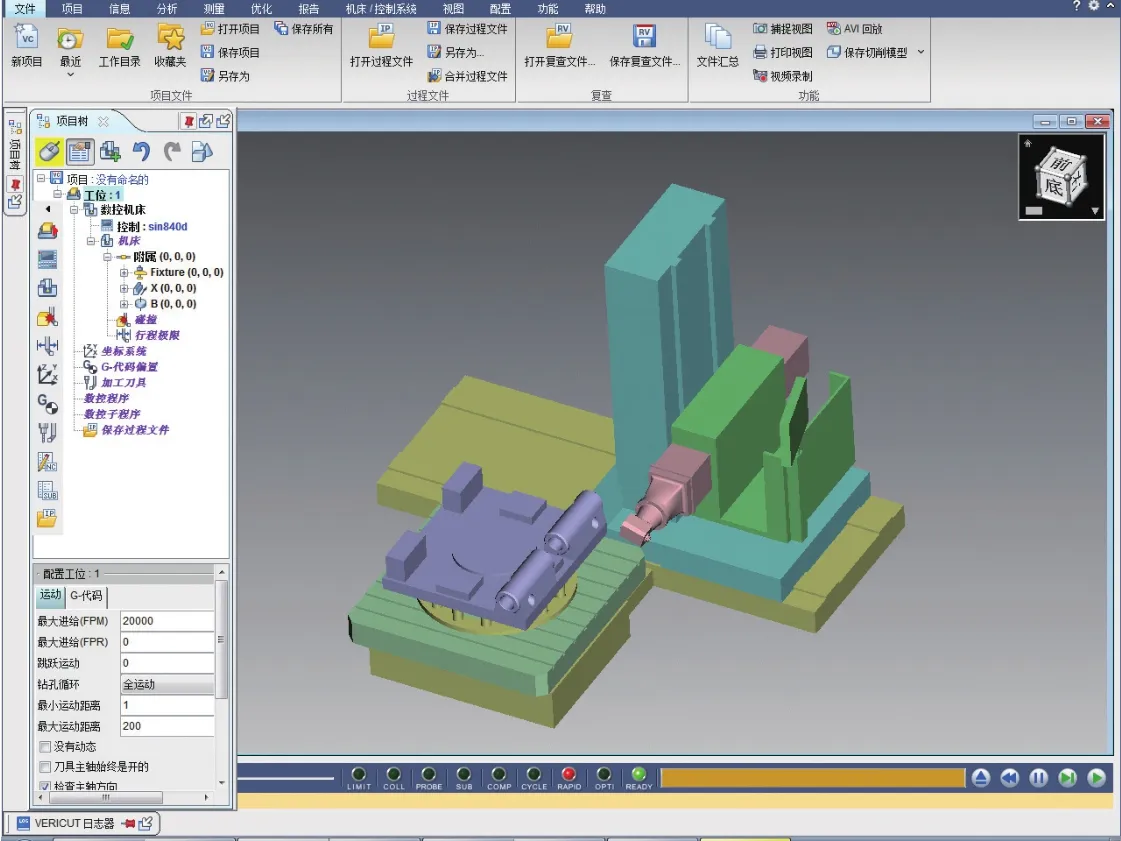
圖 5
[1] 李蓓華. 數控機床操作工 [M].北京:中國勞動社會保障出版社,2004.
[2] 李海霞,姬東偉,馬玉良.VERICUT7.2 數控加工仿真技術培訓教程 [M]. 北京:清華大學出版社,2013.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
