超大型數(shù)控船用卷板機(jī)自動(dòng)控制系統(tǒng)研究
2018-03-28 03:49:34鄭九華侯加林錢(qián)建新楊樹(shù)田
鍛壓裝備與制造技術(shù) 2018年1期
鄭九華,常 欣,侯加林,錢(qián)建新,楊樹(shù)田
(1.山東農(nóng)業(yè)大學(xué) 水利土木工程學(xué)院,山東 泰安 271018;2.泰安華魯鍛壓機(jī)床有限公司,山東 泰安 271000;3.山東農(nóng)業(yè)大學(xué)機(jī)械與電子工程學(xué)院,山東 泰安 271018)
超大型船用卷板機(jī)是造船行業(yè)中的高檔數(shù)控設(shè)備。隨著造船、石油化工、鍋爐、壓力容器等行業(yè)的發(fā)展,超大型數(shù)控船用卷板機(jī)已成為目前卷板機(jī)的重要發(fā)展方向之一[1-4]。其控制系統(tǒng)是一個(gè)多功能的集成系統(tǒng),要完成機(jī)電液動(dòng)作控制,實(shí)現(xiàn)卷板工藝參數(shù)優(yōu)化、診斷及遠(yuǎn)程服務(wù)等功能。卷板成形過(guò)程是包括輸送架送料、板料對(duì)齊、主機(jī)工作輥旋轉(zhuǎn)、油缸升降、液壓系統(tǒng)壓力監(jiān)測(cè)和床身變形監(jiān)測(cè)等運(yùn)行過(guò)程,控制系統(tǒng)的任務(wù)就是實(shí)現(xiàn)機(jī)床集成化、智能化和可視化的自動(dòng)控制[5-8]。
1超大型數(shù)控船用卷板機(jī)工藝系統(tǒng)設(shè)計(jì)
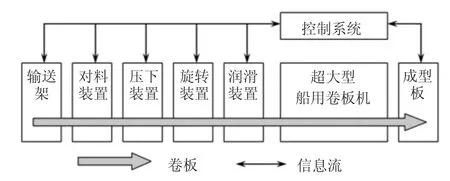
圖1 超大型數(shù)控船用卷板機(jī)工藝系統(tǒng)
超大型數(shù)控船用卷板機(jī)工藝系統(tǒng)如圖1所示,要實(shí)現(xiàn)快速卷板,要求主油缸運(yùn)行速度在1000 mm/min以上快速下降,對(duì)輸送架送料過(guò)程等進(jìn)行集成控制,以達(dá)到高速、同步、精密的要求。考慮到系統(tǒng)功能擴(kuò)展和升級(jí)換代的需要,采用開(kāi)放式控制系統(tǒng),選擇和配置輔助裝置,提高設(shè)備的自動(dòng)化水平、生產(chǎn)效率及系統(tǒng)可靠性。
2 控制系統(tǒng)總體方案設(shè)計(jì)
根據(jù)超大船用卷板機(jī)控制過(guò)程需求,設(shè)計(jì)的控制系統(tǒng)的功能模型如圖2所示。控制系統(tǒng)分為兩層,上位機(jī)實(shí)現(xiàn)整機(jī)運(yùn)行控制、工藝參數(shù)智能化、故障診斷和遠(yuǎn)程服務(wù);下位機(jī)包括機(jī)床主機(jī)控制器、送料裝置及其他輔助裝置控制器,各控制器除完成各自功能,還需提供各部分狀態(tài)參數(shù)。主機(jī)控制器還需采用位移傳感器對(duì)油缸位置進(jìn)行實(shí)時(shí)檢測(cè),根據(jù)檢測(cè)結(jié)果通過(guò)液壓系統(tǒng)進(jìn)行自動(dòng)調(diào)節(jié),并對(duì)整機(jī)工作狀態(tài)和安全性進(jìn)行監(jiān)控等。
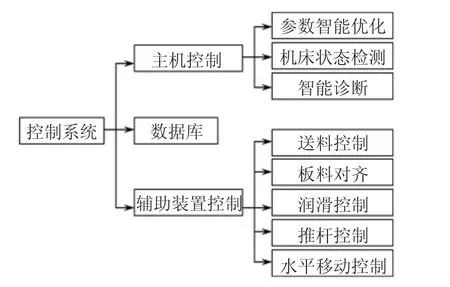
圖2 控制系統(tǒng)功能模型圖
上位機(jī)采用工業(yè)控制計(jì)算機(jī),將機(jī)床控制模塊、工藝參數(shù)智能優(yōu)化模塊、故障診斷與預(yù)測(cè)分析及遠(yuǎn)程服務(wù)模塊集成于一體。同時(shí)與生產(chǎn)管理系統(tǒng)進(jìn)行集成,接收生產(chǎn)指令、反饋生產(chǎn)數(shù)據(jù)信息,從而實(shí)現(xiàn)卷板過(guò)程的集中控制和自動(dòng)化、智能化生產(chǎn)。下位機(jī)控制器為PLC,通過(guò)現(xiàn)場(chǎng)總線與上位機(jī)進(jìn)行集成,執(zhí)行上位機(jī)的控制指令,提供各部件信息反饋,為系統(tǒng)的安全性和狀態(tài)監(jiān)控提供支持。控制系統(tǒng)結(jié)構(gòu)如圖3所示。

圖3 控制系統(tǒng)總體結(jié)構(gòu)方案圖
3 控制系統(tǒng)分系統(tǒng)設(shè)計(jì)
超大型船用卷板機(jī)控制系統(tǒng)的開(kāi)發(fā)按照系統(tǒng)數(shù)字化、控制智能化、操作可視化的原則進(jìn)行,力求技術(shù)先進(jìn),功能完善,擁有自主知識(shí)產(chǎn)權(quán)。控制系統(tǒng)主要由超大型船用卷板機(jī)工藝參數(shù)智能選擇系統(tǒng)和智能診斷系統(tǒng)組成。設(shè)計(jì)的具體工作可分為硬件設(shè)計(jì)和軟件設(shè)計(jì)兩部分。
3.1 工藝參數(shù)智能選擇系統(tǒng)設(shè)計(jì)
超大型船用卷板機(jī)智能控制技術(shù)主要體現(xiàn)在:加工工藝參數(shù)智能選擇和故障智能診斷與預(yù)測(cè)。
卷板成形工藝過(guò)程的控制涉及到很多參數(shù),在現(xiàn)有的數(shù)字控制基礎(chǔ)上,通過(guò)對(duì)卷板加工工藝研究,提出一種與該設(shè)備配套的、實(shí)用性智能化數(shù)控技術(shù)系統(tǒng)的硬軟件技術(shù)方案。結(jié)合當(dāng)前網(wǎng)絡(luò)監(jiān)控系統(tǒng)和超大型船用卷板機(jī)最新發(fā)展趨勢(shì),遵循模塊化、標(biāo)準(zhǔn)化、高可靠性、易擴(kuò)展、易維護(hù)等設(shè)計(jì)原則,實(shí)現(xiàn)工件加工參數(shù)的智能選擇,從而實(shí)現(xiàn)工藝優(yōu)化并縮短更換加工產(chǎn)品的時(shí)間。系統(tǒng)結(jié)構(gòu)如圖4所示。
工藝參數(shù)智能選擇系統(tǒng)設(shè)立在設(shè)備的工作現(xiàn)場(chǎng),由傳感器組、監(jiān)控組態(tài)應(yīng)用程序等部分組成。傳感器負(fù)責(zé)拾取設(shè)備工作過(guò)程中的工況參數(shù),并輸入工控機(jī)的實(shí)時(shí)數(shù)據(jù)庫(kù),然后供監(jiān)控組態(tài)應(yīng)用程序讀取、處理、分析和顯示,實(shí)現(xiàn)對(duì)設(shè)備狀態(tài)的現(xiàn)場(chǎng)監(jiān)控。其功能模型圖如圖5所示。

圖4 超大型船用卷板機(jī)控制系統(tǒng)
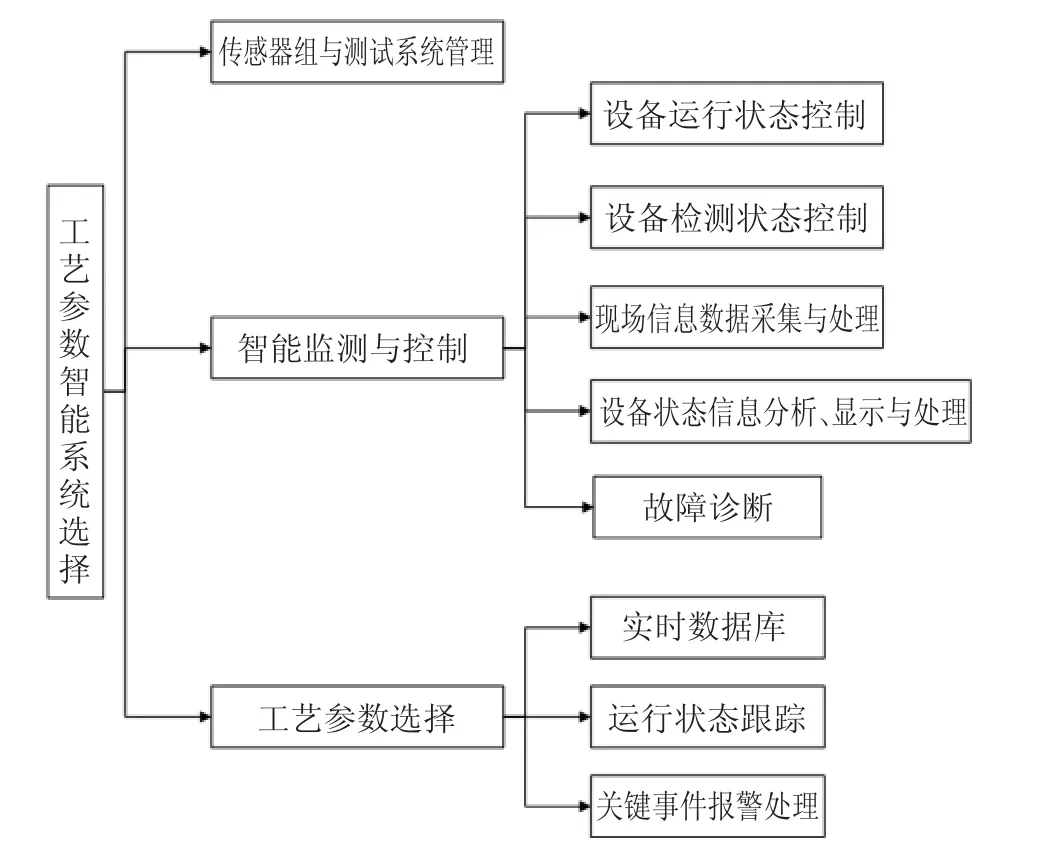
圖5 工藝參數(shù)智能選擇系統(tǒng)功能模型
3.2 智能診斷子系統(tǒng)
智能診斷子系統(tǒng)能夠?qū)C(jī)床出現(xiàn)的故障進(jìn)實(shí)時(shí)報(bào)警,并對(duì)故障出現(xiàn)的時(shí)間及次數(shù)進(jìn)行存儲(chǔ),根據(jù)故障類(lèi)型,向用戶提供故障原因以及維修方法,一些簡(jiǎn)單故障,用戶可自行排除,縮短了維修時(shí)間。另外,系統(tǒng)還可根據(jù)設(shè)備的使用情況,向用戶提供關(guān)鍵部件的維護(hù)信息,指導(dǎo)用戶及時(shí)對(duì)機(jī)床進(jìn)行維護(hù)保養(yǎng)。
智能診斷子系統(tǒng)的設(shè)計(jì)采用基于結(jié)構(gòu)樹(shù)的方法,將要進(jìn)行診斷的設(shè)備按組成結(jié)構(gòu)進(jìn)行逐層分解,直至零件層,形成一棵倒置故障樹(shù)。零部件檢測(cè)信息構(gòu)成樹(shù)上的節(jié)點(diǎn),賦給每個(gè)節(jié)點(diǎn)一定的知識(shí)內(nèi)容,例如名稱、型號(hào)、參數(shù)、功能以及可能發(fā)生的故障、解決方法等,構(gòu)成知識(shí)庫(kù);下一層零部件的故障將導(dǎo)致上一層零部件的不正常工作。根據(jù)這些關(guān)系建立相應(yīng)的規(guī)則,寫(xiě)入規(guī)則庫(kù)中。系統(tǒng)根據(jù)檢測(cè)的故障信息,自動(dòng)搜索現(xiàn)場(chǎng)規(guī)則庫(kù)和知識(shí)庫(kù)或遠(yuǎn)程協(xié)助進(jìn)行故障診斷,自動(dòng)提供故障可能的原因與解決辦法。
3.3 控制系統(tǒng)硬件設(shè)計(jì)
硬件主要是指智能前端和設(shè)備控制器。智能前端是運(yùn)行監(jiān)控軟件的載體,負(fù)責(zé)機(jī)床的狀態(tài)檢測(cè)、智能控制和故障診斷任務(wù)的執(zhí)行;設(shè)備控制器是智能前端與車(chē)間設(shè)備的通訊模塊,用于提取機(jī)床信息、對(duì)機(jī)床傳達(dá)控制命令。
智能前端用工控機(jī),以RS-485標(biāo)準(zhǔn)接口與設(shè)備相連,負(fù)責(zé)與設(shè)備的信息交換。智能前端由顯示、鍵盤(pán)、電子硬盤(pán)、通訊接口、電源等組成。
顯示和鍵盤(pán):考慮到機(jī)床的振動(dòng)對(duì)器件的影響,以及車(chē)間內(nèi)空間的限制,采用觸摸屏,既可以顯示又可以操作。
電子硬盤(pán):保證數(shù)據(jù)的安全可靠,能夠克服普通硬盤(pán)抗振性能差的缺點(diǎn)。
通訊接口:與監(jiān)控系統(tǒng)連接的通訊接口為RS485接口,另外還備有以太網(wǎng)接口,實(shí)現(xiàn)與遠(yuǎn)程計(jì)算機(jī)通訊。
電源:電源電壓為24VDC。
設(shè)備控制器采用西門(mén)子PLC,考慮到組態(tài)的需要,建議同時(shí)建立MCGS開(kāi)發(fā)環(huán)境。采用梯形圖和代碼語(yǔ)言結(jié)合的方式編制PLC用戶軟件。軟件采用兩層結(jié)構(gòu):底層包括CPU及各功能模塊的程序,底層軟件與上層通訊接口是通信適配器RS485通訊接口,通過(guò)這個(gè)接口與觸摸屏或工業(yè)PC交換數(shù)據(jù)。
在本方案中PLC通過(guò)485接口與觸摸屏工控機(jī)通信,工控機(jī)完成數(shù)據(jù)采集、控制,監(jiān)視及程序上傳和下載等工作。觸摸屏工控機(jī)通過(guò)以太網(wǎng)接口與遠(yuǎn)程計(jì)算機(jī)通信,完成機(jī)床的遠(yuǎn)程監(jiān)控及程序的遠(yuǎn)程上傳和下載等工作。
S7-200的具體組成模塊為:中央處理單元CPU、I/O模塊、電源模塊、計(jì)數(shù)模塊等。
根據(jù)卷板機(jī)控制系統(tǒng)的技術(shù)指標(biāo),對(duì)各個(gè)模塊進(jìn)行了選擇,如下所述:
基本單元
內(nèi)置存儲(chǔ)容量是8000步RAM,用存儲(chǔ)盒可擴(kuò)展到16000步;運(yùn)算處理指令基本指令處理時(shí)間是0.08微秒,應(yīng)用指令處理時(shí)間是1.5-數(shù)百微秒。
數(shù)字量輸入/輸出模塊(I/O模塊)。
通信用特殊適配器。PLC以RS-485通訊時(shí)要用通訊適配器。
通訊適配器要安裝在特定的通訊功能擴(kuò)展板上。
電源模塊。
高速計(jì)數(shù)模塊。
3.4 控制系統(tǒng)軟件設(shè)計(jì)
控制軟件采用MCGS組態(tài)軟件開(kāi)發(fā)。MCGS組態(tài)軟件是一類(lèi)專(zhuān)門(mén)針對(duì)工業(yè)自動(dòng)化系統(tǒng)及過(guò)程的實(shí)時(shí)監(jiān)視與控制軟件,其應(yīng)用對(duì)象和所執(zhí)行的任務(wù)相對(duì)固定。控制軟件采用模塊化設(shè)計(jì),按照功能劃分為:控制邏輯模塊、自診斷模塊和通訊模塊。
控制邏輯模塊是系統(tǒng)軟件的主要框架,由輸入口掃描、控制邏輯處理和輸出口刷新等三大部分組成,實(shí)現(xiàn)通信口沖洗、障礙檢測(cè)、報(bào)警等功能;機(jī)床監(jiān)控系統(tǒng)中的核心診斷單元依賴于子系統(tǒng)提供的診斷性數(shù)據(jù),出現(xiàn)的故障信息被存儲(chǔ)在機(jī)床監(jiān)控系統(tǒng)中,這樣,維護(hù)人員根據(jù)故障信息可以查出故障成因。當(dāng)查尋故障時(shí),一個(gè)附加的手段是車(chē)間監(jiān)控系統(tǒng)顯示系統(tǒng)所有重要信號(hào)的狀態(tài),從而說(shuō)明了系統(tǒng)在瞬間的操作狀態(tài)和每一步驟的工作狀態(tài)。
自診斷模塊就是根據(jù)當(dāng)前系統(tǒng)的操作狀態(tài)和工作狀態(tài),判斷是否存在故障,并顯示診斷性數(shù)據(jù),再經(jīng)通訊模塊將診斷性數(shù)據(jù)傳送給上位機(jī);通訊模塊負(fù)責(zé)從站、主站的內(nèi)部通訊及外部通訊。
4 超大型船用卷板機(jī)操作可視化技術(shù)研究
隨著控制系統(tǒng)和計(jì)算機(jī)技術(shù)的發(fā)展,我國(guó)工業(yè)的自動(dòng)化水平有了顯著提高,操作可視化技術(shù)已廣泛應(yīng)用于工業(yè)控制。
超大船用卷板機(jī)系統(tǒng)技術(shù)水平不僅取決于功能的擴(kuò)展、自動(dòng)化和智能化水平的提高,簡(jiǎn)單快捷而又可靠的操作方式也是機(jī)床技術(shù)水平提高的體現(xiàn)。課題新開(kāi)發(fā)的控制系統(tǒng)參照現(xiàn)代機(jī)床控制系統(tǒng)的模式,采用全LED監(jiān)視和鍵盤(pán)操作,甩掉傳統(tǒng)的控制按鈕手動(dòng)操作,采用面向?qū)ο蟮募夹g(shù),開(kāi)發(fā)基于Windows平臺(tái)的控制系統(tǒng)圖形組態(tài)系統(tǒng),對(duì)船卷自動(dòng)卷板過(guò)程實(shí)現(xiàn)可視化控制。
超大船用卷板機(jī)系統(tǒng)操作包括工藝參數(shù)的設(shè)置、各執(zhí)行部分的控制、系統(tǒng)各部分的監(jiān)控、故障診斷與系統(tǒng)維護(hù)等。正常工作時(shí)類(lèi)似流程控制,為全自動(dòng)化方式,可顯示各部分的監(jiān)控狀態(tài),通過(guò)全LED仿真監(jiān)控,使送料卷板過(guò)程“看得見(jiàn)”。
5 卷制工藝試驗(yàn)與數(shù)據(jù)庫(kù)的建立
超大船用卷板機(jī)的控制系統(tǒng)是一個(gè)多功能的集成系統(tǒng),主要完成主機(jī)機(jī)電液動(dòng)作控制,實(shí)現(xiàn)卷板工實(shí)現(xiàn)工藝優(yōu)化并縮短加工產(chǎn)品的時(shí)間,提高加工精度。

圖6 卷制工藝實(shí)驗(yàn)總體方案圖
通過(guò)人機(jī)對(duì)話功能,根據(jù)理論計(jì)算結(jié)合數(shù)據(jù)庫(kù),由微控系統(tǒng)自動(dòng)計(jì)算出位移值、壓力值,并找出修正值,實(shí)現(xiàn)高精度,高效率的微控卷板功能,實(shí)現(xiàn)卷板工藝智能化,達(dá)到快速準(zhǔn)確卷板。藝參數(shù)優(yōu)化功能。采用工業(yè)控制計(jì)算機(jī),將機(jī)床控制模塊、工藝參數(shù)智能優(yōu)化模塊等集成于一體,完成理論數(shù)據(jù)的計(jì)算,但由于板材非理想化的差別,理論和實(shí)際現(xiàn)場(chǎng)數(shù)據(jù)難免有偏差,這就影響智能算法的正確性,影響設(shè)備精度和工作效率,要實(shí)現(xiàn)設(shè)備快速有效的工作要求,必須將理論計(jì)算和現(xiàn)場(chǎng)實(shí)踐數(shù)據(jù)相結(jié)合,使智能控制算法更接近于使用性,以提高設(shè)備的自動(dòng)化水平、生產(chǎn)效率及系統(tǒng)可靠性。
5.1 卷制工藝試驗(yàn)總體方案
通過(guò)板材實(shí)驗(yàn)機(jī)和船用卷板機(jī),對(duì)板材進(jìn)行實(shí)驗(yàn),建立數(shù)據(jù)庫(kù)。圖6為卷制工藝實(shí)驗(yàn)總體方案圖。
5.2 實(shí)驗(yàn)過(guò)程
超大型船用卷板機(jī)卷制工藝操作智能化,力求技術(shù)先進(jìn),功能完善,根據(jù)項(xiàng)目實(shí)驗(yàn)要求,卷制工藝實(shí)驗(yàn)的具體工作可分為板材實(shí)驗(yàn)機(jī)實(shí)驗(yàn)和船用卷板機(jī)實(shí)驗(yàn)兩部分。根據(jù)項(xiàng)目實(shí)驗(yàn)要求,我們進(jìn)行了現(xiàn)場(chǎng)實(shí)驗(yàn),建立了相關(guān)工藝參數(shù)數(shù)據(jù)庫(kù)。試驗(yàn)現(xiàn)場(chǎng)圖如圖7、圖8所示,工藝參數(shù)如表1~表3所示。
通過(guò)以上卷板加工工藝研究,積累實(shí)踐經(jīng)驗(yàn),建立相應(yīng)的數(shù)據(jù)庫(kù),結(jié)合在現(xiàn)有的數(shù)字控制基礎(chǔ)上,遵循模塊化、標(biāo)準(zhǔn)化、高可靠性、易擴(kuò)展、易維護(hù)等設(shè)計(jì)原則,實(shí)現(xiàn)工件加工參數(shù)的智能選擇,從而

圖7 板材實(shí)驗(yàn)機(jī)試驗(yàn)現(xiàn)場(chǎng)
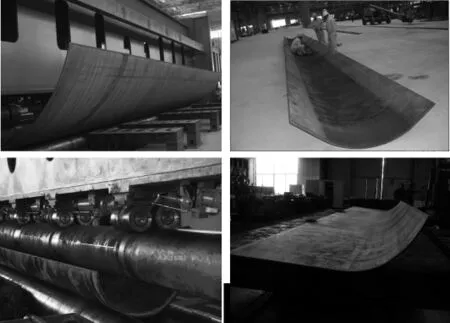
圖8 卷板實(shí)驗(yàn)現(xiàn)場(chǎng)
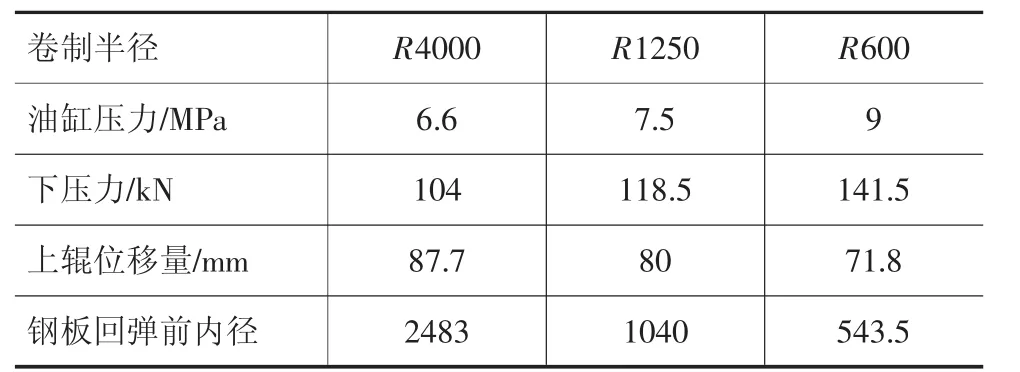
表1 實(shí)測(cè)不同半徑參數(shù)變化
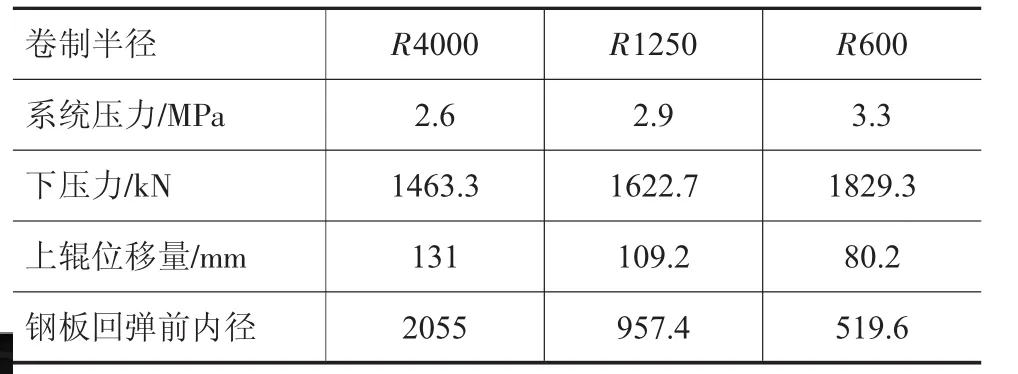
表2 板材16 mm試驗(yàn)實(shí)測(cè)參數(shù)
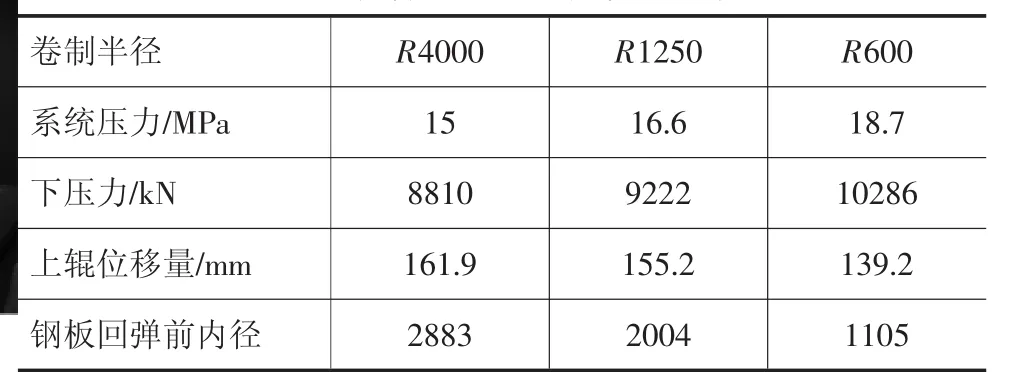
表3 板材40 mm試驗(yàn)實(shí)測(cè)參數(shù)
6 結(jié)論
針對(duì)超大型船用卷板機(jī)自動(dòng)控制系統(tǒng)在集成化、智能化和可視化方面的要求,設(shè)計(jì)了超大型數(shù)控船用卷板機(jī)自動(dòng)控制系統(tǒng)總體方案,主要取得了以下幾方面的成果:
(1)設(shè)計(jì)了超大船用卷板機(jī)卷制過(guò)程的自動(dòng)控制系統(tǒng),完成了軟硬件系統(tǒng)的開(kāi)發(fā)。
(2)設(shè)計(jì)了全LED仿真監(jiān)控系統(tǒng),使送料卷板過(guò)程“看得見(jiàn)”,從而實(shí)現(xiàn)了卷板機(jī)操作的簡(jiǎn)單、快捷、可靠。
(3)通過(guò)卷板加工工藝試驗(yàn),建立相應(yīng)卷制工藝數(shù)據(jù)庫(kù),實(shí)現(xiàn)了工件加工參數(shù)的智能選擇,從而實(shí)現(xiàn)工藝優(yōu)化并縮短加工產(chǎn)品的時(shí)間,大幅提高了加工精度。
[1] Hua M,Baines K,Cole I M.Bending mechanisms experimental techniques and preliminary tests for the continuous four-roll plate bending process[J].Trans.ASME.,J.Engng.Indust,1995,(48):159-172.
[2] M Hua,Y H Lin.Large Deflection Analysis of Elastoplastic Plate in Steady Continuous Four roll Bending Process[J].International Journal of Material Sciences,1999,(41):1461-1483.
[3] 邢偉榮.卷板機(jī)的現(xiàn)狀與發(fā)展[J].鍛壓裝備與制造技術(shù),2010,45(2):10-16.
[4] M Hua,K.Baines,I.M.Cole.Continuous four-roll plate bending:a production process for the manufacture of single seamed tubes of large and medium diameters[J].International Journal of Machine Tool&Manufacture,1999,(39):905-935.
[5] 楊樹(shù)平,馬悅山.四輥卷板機(jī)的數(shù)控實(shí)現(xiàn)[J].沈陽(yáng)化工工學(xué)院學(xué)報(bào),2005,19(2):110-112.
[6] Ming yang,Susumu shima,et al.Model-based control forthreeeroll bending process of channel bar[J].Transactions of the ASME,1990,(112):346-351.
[7] 王 佳,盧道華,劉華生.水平下調(diào)式三輥卷板機(jī)開(kāi)放式數(shù)控系統(tǒng)的開(kāi)發(fā)[J].華東船舶工業(yè)學(xué)院學(xué)報(bào),2005,19(1):77-81.
[8] 于海龍,石東東,趙秀美.基于PLC的數(shù)控卷板機(jī)自動(dòng)控制系統(tǒng)研究[J].機(jī)械工程與自動(dòng)化,2011,(1):133-137.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車(chē)維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
汽車(chē)維護(hù)與修理(2016年10期)2016-07-10 08:17:41
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
汽車(chē)維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
