自增強塑料管材的研究進展
2018-03-30 05:17:11張友強劉美苓王大鵬王慶昭
中國塑料 2018年1期
關鍵詞:生產(chǎn)
孫 巖,張友強,劉美苓,王大鵬,2,王慶昭,2*
(1.山東科技大學化學與環(huán)境工程學院,山東 青島 266590;2.青島市RTP工程技術中心,山東 青島 266300)
0 前言
塑料管道具有質量輕、耐腐蝕、易安裝、流體阻力小等優(yōu)點。目前已大規(guī)模取代鑄鐵、混凝土和黏土等傳統(tǒng)管道材料,被廣泛地應用于市政給排水、建筑給排水、農業(yè)灌溉、化工原料及產(chǎn)品的運輸?shù)雀鱾€領域。塑料管道行業(yè)保持著穩(wěn)健的增長,中國目前為塑料管道生產(chǎn)和應用的最大國家,2016年全國塑料管道總產(chǎn)量為14 360 kt[1]。隨著塑料原料價格不斷上漲、塑料管材的不斷普及和推廣,應用領域不斷拓展,對塑料管材的使用性能也提出了更高的要求,各國技術專家也在不斷地致力于改進生產(chǎn)技術和方法以使塑料管材具有更高的性能。如何既能節(jié)省原料又能提高管材性能已成為塑料管材研究的一個重要方向,自增強技術是近年來發(fā)展的一種新的應用于塑料管材生產(chǎn)的技術。
1 自增強管材的概述
1.1 自增強管材的定義與機理
管材自增強加工是指不改變管材內部分子組成,在管材成型的過程中通過外加應力作用來改變管材內部大分子的聚集態(tài)結構,在管材內部生成增強相,使管材得到內在的增強效應,從而提高管材性能的加工方法。傳統(tǒng)成型方法制備管材的強度和模量遠遠低于其理論值,究其原因主要是管材內部大分子鏈是卷曲、無規(guī)排列的,分子鏈本身的高強度并沒有變成材料的高強度,管材所表現(xiàn)出來的宏觀強度絕大部分是由分子間力提供的。高分子了材料的取向是在材料的軟化點附近,在外加力場的作用下,高分子鏈得到舒展、有序排列的過程。從宏觀上看大分子鏈的有序排列能夠使材料在取向方向的強度大幅增加,從而實現(xiàn)管材性能的增強,即所謂的自增強。在材料的可拉伸范圍內,拉伸比越大材料分子的取向程度越大,強度提升越大,自增強的效果也就越好。
1.2 自增強管材的優(yōu)勢
聚合物自增強的增強相是在外加應力的作用下通過物理方法而產(chǎn)生的。只是改變了材料分子的取向結構或晶體結構而材料本身并沒有發(fā)生改變,故增強相與基體之間并不存在界面問題。從增強效果上來看自增強比其他增強具有更加優(yōu)越的比剛度和比強度,更好的沖擊性能和韌性以及更低的熱膨脹系數(shù)等。自增強對于結晶型、半結晶型或者是無定型的聚合物均有效[2],可用于自增強的聚合物有:PVC、聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)、聚甲基丙烯酸甲酯(PMMA)等[3]。
有關對管材在使用過程中受力分析的研究表明[4],受內壓管材環(huán)向所受的應力至少為軸向所受應力的2倍。但在普通擠出管道的過程中,由于在擠出機的擠出和牽引機牽引力的作用,使得管材中高分子鏈會沿著軸向形成一定的取向結構。所以傳統(tǒng)方法生產(chǎn)的管材的軸向強度略高于環(huán)向強度。我們平時所做的管材的靜液壓實驗和爆破實驗中管材的損壞一般都是沿軸向發(fā)生的,這一點也能說明管材的軸向強度要高于其環(huán)向強度。管材的自增強加工能在保證管材軸向強度不降低的前提下提高管材的環(huán)向強度,使之達到軸向強度的2倍,充分利用塑料管材的潛在性能。在管徑和壁厚一定的情況下能夠大大提高管材的工作壓力,或者在相同管徑、相同工作壓力下能夠使管材壁厚減薄,節(jié)省原材料、降低管材生產(chǎn)的成本。對于聚合物自增強的研究一直是學術界研究的熱點之一,有報道表明[5]聚合物自增強已在纖維、薄膜等的生產(chǎn)中得到廣泛的應用,也逐漸應用于各種板材、棒材、管材和各種異型材的生產(chǎn)。
2 常用塑料自增強管材的研究進展
2.1 取向聚氯乙烯(PVC-O)管
PVC-O管是一種雙軸取向的增強型PVC管,比普通PVC管有更高的強度、韌性和抗疲勞性。PVC-O管的成型方法主要分為兩類,一步法和兩步法(表1)。一步法是指厚壁管坯擠出和拉伸取向是在同一生產(chǎn)線上進行,生產(chǎn)速度快效率高,但是工藝復雜對設備要求高,產(chǎn)品尺寸也有一定限制。荷蘭WAVIN公司采用一步法生產(chǎn)的PVC-O管,公稱壓力1.6 MPa,但管材直徑僅315 mm[6]。兩步法是指管坯的擠出和拉伸取向分兩步進行,設備和生產(chǎn)工藝簡單但生產(chǎn)的速度和效率低。與一步法相比,兩步法應用更加廣泛技術也更成熟。澳大利亞的昆士蘭大學的KWON等[7]對PVC拉伸結構和性能進行了深入研究,為自增強PVC管材的工業(yè)化提供了大量的技術支持。20世紀70年代英國Yorkshire Imperial Plastic公司率先開發(fā)兩步法生產(chǎn)PVC-O管技術并建成第一條生產(chǎn)線[8],之后逐漸實現(xiàn)了工業(yè)化生產(chǎn)。目前,西班牙的Molecor公司是全球最大的生產(chǎn)PVC-O管材的公司之一。Molecor公司開發(fā)出了新的兩步法生產(chǎn)PVC-O管的方法——完全干法系統(tǒng)(圖1),其特點是利用空氣進行溫度控制和膨脹拉伸取向克服了原有工藝的缺點,提高了管材的生產(chǎn)效率,而且使自增強管材的尺寸和加工范圍擴大了一倍。Molecor公司[9]宣稱他們的完全干法技術已經(jīng)能夠生產(chǎn)出口徑為800 mm的PVC-O管,未來將推出口徑為1 000 mm的產(chǎn)品。
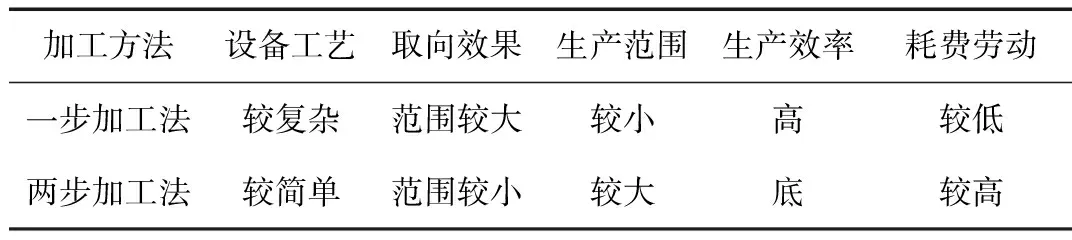
表1 一步加工法和兩步加工法的比較Tab.1 Comparison of one-step process and two-step process

圖1 Molecor公司公布的“完全干法系統(tǒng)”示意圖Fig.1 “Completely dry system” schematic of Molecor company
與國外相比,國內對PVC-O管的研究則起步較晚,尚未進入商品化生產(chǎn)階段。近年有不少高校和企業(yè)在探索開發(fā)生產(chǎn)PVC-O管的技術。尤淑波[10]設計出布管擴脹法擴張Φ25×2 mm硬質聚氯乙烯(PVC-U)管,實現(xiàn)了兩步生產(chǎn)法生產(chǎn)PVC-O管材。自增強管材環(huán)向強度提高了約30 %,拉伸模量提高了70 %,相同管徑與壓力下管壁薄于普通管材,省料量可達20 %。張博[11]改進了布管擴脹設備,以水為擴脹介質在短時間內快速擴脹生產(chǎn)出了表面光滑、管徑穩(wěn)定的PVC-O管,提高了生產(chǎn)效率。楊明華[12]設計芯棒能旋轉的特殊管材成型機頭,改善了管材的熔接縫提高了管材的環(huán)向強度,實現(xiàn)一步法制備PVC-O管。管材環(huán)向爆破應力達到70.13 MPa,提高了37.56 %。由于材料的取向作用PVC-O管的拉伸強度和彈性模量雖然都有了大幅度的提高,但是作為代價管材的斷裂伸長率和韌性都略有下降,普遍存在延展性不足、脆性大的缺點,制約著PVC-O管的進一步發(fā)展。為了改善PVC-O管材的韌性提高管材的斷裂伸長率,張歡等[13]利用正交試驗的方法研究了潤滑劑和各種加工助劑對PVC力學性能和加工性能的影響,最終得到適用與實驗室階段制備PVC-O管的最佳配方,使得管材的拉伸強度和韌性都有所提高,其斷裂伸長率接近100 %。對實際生產(chǎn)PVC-O管材的配方設計有一定的參考價值,為PVC-O的工業(yè)化生產(chǎn)奠定基礎。
杭州波達塑料科技股份有限公司的吳小波等[14]設計了一套在線生產(chǎn)雙軸取向承壓聚氯乙烯(BO-PVC)管材的生產(chǎn)工藝,詳見圖2。首先取PVC樹脂與穩(wěn)定劑、加工助劑、抗沖擊改性劑等進行備料,將備料高速捏合和低速攪拌后冷卻備用,然后用超錐雙螺桿擠出機擠出成型厚壁管坯,管坯再經(jīng)擴脹芯模擴張拉伸最終經(jīng)真空定型冷卻成BO-PVC管材。實現(xiàn)了一步法生產(chǎn)BO-PVC管材的技術制造工藝。2015年9月三德管業(yè)(南通)有限公司公開了一種PVC-O管的生產(chǎn)工藝[15],首先從擠出機模頭擠出管坯,管坯進入真空噴淋箱冷卻定型,然后在前置牽引機的作用下將冷卻的管坯送入水槽內,水槽內有圓軸,圓軸分為前段平直部分、錐形部分、后端平直部分,每段溫度各不相同。管坯經(jīng)過圓軸實現(xiàn)徑向拉伸取向,同時被后置牽引器牽引,實現(xiàn)軸向拉伸取向,完成管材的雙軸取向成型。此方法生產(chǎn)的PVC-O管材其沖擊強度可提高10余倍,具有明顯的社會效益和經(jīng)濟效益。曹衛(wèi)忠等[16]公布了一種PVC-O管材生產(chǎn)線,生產(chǎn)線包括:擠出機、定型箱、牽引機1、加熱箱、擴張機構、牽引機2,能夠穩(wěn)定地將PVC-U管材進行雙向拉伸,管材強度可提高100 %,沖擊性能提高400 %。此外,還有幾家PVC管道生產(chǎn)企業(yè)(如福建亞通新材料科技股份有限公司、河北寶碩管材有限公司等)對于PVC-O管的技術探索已經(jīng)持續(xù)多年,進行了大量實驗研究,也取得了初步的成果。

圖2 BO-PVC管材的生產(chǎn)工藝流程圖Fig.2 Flow chart of the production of BO-PVC pipes
PVC-O管強度高、抗沖擊、耐疲勞,各種力學性能遠優(yōu)于普通PVC管,被稱作是“打不破的管材”,大大提高了PVC管在管材領域的競爭力。目前PVC-O管材在西方的一些發(fā)達國家已應用多年,用量逐漸增加,范圍也逐漸擴大到普通PVC管無法勝任的地方。雖然PVC管已有50多年的應用歷史,但由于國外技術保密嚴格,國內對PVC-O管材的研究起步較晚,尚處于實驗室研究階段。國內的科研院所和企業(yè)不斷探索開發(fā)PVC-O管的生產(chǎn)技術,也取得了初步的成果。PVC-O管材代表著PVC管新的發(fā)展方向。現(xiàn)在國內PVC管已經(jīng)供大于求,只有大力加強開發(fā)PVC-O管生產(chǎn)技術,早日實現(xiàn)PVC-O管的工業(yè)化生產(chǎn),才能保證國內PVC管材企業(yè)的地位,才有進軍國際市場的可能。
2.2 自增強PP管材
PP相對密度小,且具有優(yōu)異的力學性能、耐熱性能和耐化學腐蝕性能,因而廣泛應用于管道行業(yè)。PP管材常用于建筑內冷水管和熱水管、大口徑工業(yè)排污管以及農用灌溉管等。由于在加工過程中PP分子鏈易取向,因此PP材料是自增強型熱塑性塑料的理想基體。國內外科研機構[17-18]已對PP自增強管材的加工工藝和自增強原理做了許多的改進和研究工作。英國BP公司最早推出了高度取向增強的PP。早在1984年,新加坡國立大學的Lee教授[19]利用冷成型的方法首次生產(chǎn)了增強的PP管材,提高了管材的強度并減小了管材的壁厚。
華南理工大學瞿金平教授發(fā)明了一種電磁動態(tài)塑化擠出機[20],成功將振動力場引入到聚合物熔融、塑化、擠出成型的過程中。通過改變聚合物熔體的流動狀態(tài)控制聚合物的凝聚態(tài)結構,控制聚合物的固化成型,使聚合物內部產(chǎn)生增強結構,進而提高制品的性能和品質。陳開源等[21]采用電磁動態(tài)擠出機制備了PP自增強管材。與穩(wěn)態(tài)擠出的管材相比,PP自增強管爆破壓力提高了27 %,屈服強度由19.26 MPa提高到20.66 MPa,提高了7.3 %,另外自增強管材的熔點也有所提高。X射線衍射儀和差示掃描量熱儀分析表明,自增強后管材的結晶度有所提高,且結晶結構更加完善,晶粒尺寸變小。正是這些增強結構的產(chǎn)生使得管材力學性能和耐溫性得以提高。四川大學的潘治梁等[22]利用剪切拉伸雙向應力場擠管裝置,采用特殊口模實現(xiàn)PP管的雙向自增強,在剪切旋轉段溫度為190 ℃、剪切套轉速為10 r/min的工藝條件下所制備的PP管材軸向和周向強度較常規(guī)管材分別提高了21.1 %和21.4 %。研究人員還發(fā)現(xiàn)自增強管材的結晶結構發(fā)生了重大的改變,球晶結構明顯減少,伸直鏈片晶增多,晶體排列規(guī)整性增強,結晶度增大。袁毅等[23]以無規(guī)共聚聚丙烯(PP-R)C180為原料,利用復合應力場擠管裝置生產(chǎn)出了雙向自增強PP-R管材,增強前管材的軸向強度為23.35 MPa、環(huán)向強度為22.71 MPa。經(jīng)過自增強加工后管材的軸向強度變?yōu)?5.49 MPa、環(huán)向強度變?yōu)?6.45 MPa。可以看出,管材經(jīng)過自增強加工后軸向強度提高了9.2 %,環(huán)向強度提高了16.9 %,且管材的環(huán)向強度已經(jīng)高于軸向強度。分析表明管材性能得以增強的原因有兩個,一方面復合應力場的剪切效應使PP分子沿管材軸向和環(huán)向發(fā)生取向;另一方面應力場的誘導效應使管材內部產(chǎn)生了全新的β晶結構,進一步提高了管材的強度。
PP是熱塑性增強塑料的理想基體,自增強技術應用雙向拉伸聚丙烯薄膜(BOPP)生產(chǎn)已經(jīng)非常成熟且早已實現(xiàn)工業(yè)化生產(chǎn),證明自增強技術應用于PP的增強是可行的。對與自增強PP管材的研究正處于實驗室的研究階段,目前已經(jīng)能夠在實驗室條件下制備出性能優(yōu)異的自增強管材樣品,管材在軸向和環(huán)向2個方向的拉伸強度都有了不同程度的提高,更有甚者周向強度已經(jīng)高于軸向強度,更優(yōu)化地配置了聚合物材料的性能,充分滿足受內壓管材的現(xiàn)實需求。
2.3 自增強高密度聚乙烯(PE-HD)管材
PE-HD管材具有較高的強度和模量,且韌性好、絕緣性能優(yōu)異,因而常用作燃氣管、給水管和外套保護管。目前,PE-HD管在城際埋地燃氣管道中的占有量已達95 %以上,供水管占有量達60 %以上。另外在工業(yè)供排水、農業(yè)灌溉等領域也呈現(xiàn)迅速增長的趨勢。早在1993年,Ward利用Die drawing[24]技術成功實現(xiàn)了PE-HD管的單向自增強,管材周向強度達30 MPa。20世紀90年代末,蔣龍、申開智等[25]采用旋轉擠出成型的方法,在低壓力下(>8 MPa)利用單螺桿擠出機成功實現(xiàn)了PE-HD管周向自增強,管材周向強度和爆破壓力分別為普通管材的5.0倍和1.7倍。
為實現(xiàn)PE-HD管材的雙向自增強四川大學的袁毅團隊[26-29]利用剪切拉伸擠管裝置制備出了雙向自增強的PE-HD管材,管材軸向拉伸強度達25.82 MPa,提高了14.8 %,環(huán)向拉伸強度高達24.52 MPa,提高了13 %。同時提高了結晶熔融潛熱和結晶度,增強了管材的力學性能和耐熱性。掃描電子顯微鏡、差示掃描量熱儀測試揭示了管材內部球晶結構減少轉變?yōu)楦叨热∠蛳嗷Ш系拇Щユi結構。為研究串晶結構對管材裂紋擴展的影響,曹建國等[30]利用動態(tài)保壓(DPM)裝置和慢性裂紋增長檢測裝置探究了串晶結構對管材慢速裂紋增長的影響。實驗發(fā)現(xiàn)管材自增強過程中形成的串晶結構對管材耐慢性裂紋增長性能有很大的提高;在垂直于串晶的方向上管材的耐慢速裂紋擴展能力得到了非常大的提高,是普通管材的6倍左右。
采用自增強成型技術不僅可以提高管材的力學性能,而且可以改善管材內壁的粗糙程度,增強管材對流體輸送的能力。閆明等[31]采用坯脹 - 微縮的雙向拉伸成型設備擠出成型了PE-HD自增強管材,并探討了成型工藝和參數(shù)對管材結構和性能的影響。實驗發(fā)現(xiàn)氣壓擴張法形成的氣墊賦予了自增強管材良好的內表面光滑度,管材內表面沒有明顯刮痕并且起伏較小,隨著軸向拉伸比的增大管材的內表面越加光滑。水滴滴落實驗結果顯示,水滴在自增強管材內表面上更容易發(fā)生滑動,直觀地反映出自增強管材優(yōu)異的流體輸送能力。
李安定等[32]發(fā)現(xiàn)在復合應力場中高相對分子質量的PE-HD能夠誘導通用級PE-HD沿應力場產(chǎn)生大分子取向。利用先剪切后拉伸的擠管口模[33]研究了不同配比的PE-HD和高相對分子質量PE-HD共混物擠出管材的力學性能。實驗發(fā)現(xiàn)少量的高相對分子質量PE-HD能夠更好地誘導PE-HD分子沿應力場取向,且當添加量為4 %時效果最佳,所制備的自增強管材力學性能最好。
2.4 自增強超高相對分子質量聚乙烯(PE-UHMW)管
PE-UHMW管材具有優(yōu)良的耐磨性、耐沖擊性、耐低溫性,摩擦系數(shù)低,良好的生物相容性和耐環(huán)境應力開裂性,已被廣泛應用于礦山、煤炭和醫(yī)療衛(wèi)生等領域。但作為工程塑料的PE-UHMW原料價格高,生產(chǎn)成本高。為了提高PE-UHMW管材性能,同時降低PE-UHMW管材生產(chǎn)成本,劉阜東發(fā)明了一種增強的PE-HUMW管材及其制備方法和設備[34]。實現(xiàn)自增強PE-UHMW管材的在線生產(chǎn),該管材的拉伸強度約為50 MPa,壁厚為相同口徑,相同工作壓力條件下是PE100型管材壁厚的65 %~70 %,是PE-UHMW管壁厚的75 %~80 %,管材生產(chǎn)成本降低30 %左右。盡管PE-UHMW自增強管材在理論上是可行的,而且已經(jīng)有了一些探索性研究,但目前的研究還不系統(tǒng)、不深入,離工業(yè)應用還有很大的距離。因此,有必要進行比較深入的實驗室研究。山東科技大學的王慶昭教授對PE-UHMW的自增強進行了深入的研究[35],目前正帶領團隊對PE-UHMW自增強管材的制備進行研究,利用自行設計的自增強管材成型模具通過單螺桿擠出機實現(xiàn)PE-UHMW管材的自增強,制備了環(huán)向拉伸強度大于35 MPa、管材使用的最小要求強度大于15 MPa的自增強管材樣品。
3 結語
近年來以塑代鋼逐漸成為一種發(fā)展趨勢,各行各業(yè)對塑料的需求量將不斷增加。在管道行業(yè)塑料管材所占的比重也越來越大,管材的自增強加工能夠提高管材的力學性能和流體輸送能力。從生產(chǎn)成本來看自增強技術能夠減小管材壁厚節(jié)約原料,降低生產(chǎn)成本和流體輸送的成本,具有巨大的經(jīng)濟社會效益。將自增強技術應用于管材的生產(chǎn)已經(jīng)具有足夠的理論基礎,也是目前塑料管材工業(yè)化生產(chǎn)的趨勢。但是目前在國內該技術還不成熟,因此還需繼續(xù)進行自增強管材的研究工作,以研制出性能優(yōu)異,質量穩(wěn)定的自增強管材。相信在不久的將來自增強技術在管材制備中也將得到大力的推廣和應用,實現(xiàn)自增強管材的工業(yè)化生產(chǎn)。
[1] 小 晗.中國塑協(xié)塑料管道專委會舉行第十屆一次全員大會[N].中國建材報,2017-05-08(002).
[2] CHEN X, WANG L, LIU Y, et al. Nonisothermal Crystallization Kinetics of High-density Polyethylene/Barium Sulfate Nanocomposites[J]. Polymer Engineering & Science, 2009, 49(12):2 342-2 349.
[4] 王 靜,吳大鳴,張 博,等.塑料管材雙向拉伸技術的研究進展[J].中國塑料,2009,23(6):8-14.
WANG J,WU D M,ZHANG B,et al. Research Progress of Biaxial Stretch Technology of Plastic Pipe[J].China Plastics,2009,23(6):8-14.
[5] 張 強,王慶昭,陳 勇.熔紡UHMWPE纖維在拉伸過程中的結構與力學性能[J]. 高分子材料科學與工程,2014,30(3):80-84.
ZHANG Q,WANG Q Z,CHEN Y. Structure and Mechanical Properties of Melt-spun UHMWPE Fibers in the Drawing Process[J].Polymer Materials Science and Engineering,2014, 30(3):80-84.
[6] 張玉川. 取向聚氯乙烯(PVC-O)管的發(fā)展[J]. 國外塑料,2010,28(1):42-46.
ZHANG Y C. The Development of Oriented PVC(PVC-O) Pipes[J].World Plastics,2010,28(1):42-46.
[7] KWON J A,TRUSS R W. The Work of Fracture in Uniaxial and Biaxial Oriented Unplasticised Polyvinylchloride Pipes[J]. Engineering Fracture Mechanics,2002, 69(5):605-616.
[8] 周春銷.雙軸取向聚氯乙烯(PVC-O)管道的發(fā)展[J]. 聚氯乙烯,2008, 36(5):1-4.
ZHOU C X. Development of Biaxially Oriented Polyvinyl Chloride(PVC-O) Pipe[J].Polyvinyl Chloride,2008,36(5):1-4.
[9] 黃賦云. PVC-O形管管徑再上新臺階[J]. 現(xiàn)代塑料加工應用,2014(1):23.
HUANG F Y. PVC-O Pipe Diameter to a New Level[J].Modern Plastics Processing Applications,2014(1):23.
[10] 尤淑波,任冬云,董維煜,等. 間歇式布袋內壓擴張PVC-U管材的實驗與分析[J].中國塑料,2007,21(7):65-69.
YOU S B,REN D Y,DONG W Y,et al. Experiment and Analysis of Expanding PVC-U Tubes with Intermittent Bags[J]. China Plastics,2007,21(7):65-69.
[11] 張 博. 雙向自增強PVC管布袋法連續(xù)擴脹裝置的實驗研究[D].北京:北京化工大學,2009.
[12] 楊明華. PVC-U管材雙軸取向自增強原理及生產(chǎn)裝置研究[D]. 成都:四川大學, 2003.
[13] 張 欣,吳大鳴,劉 穎,等. 雙向拉伸自增強PVC管材的配方設計[J]. 工程塑料應用,2013,41(9):38-42.
ZHANG X,WU D M,LIU Y,et al.Formulation Design of Biaxially Stretched Self-reinforced PVC Pipe[J].Engineering Plastics Applications,2013,41(9):38-42.
[14] 吳小波,徐婷玉.一種在線雙軸取向聚氯乙烯承壓管材的生產(chǎn)工藝:200910153546.X[P].2011-03-17.
[15] 汪柯柯.雙軸取向聚氯乙烯PVC-O的生產(chǎn)工藝:201510356546.5[P].2015-06-25.
[16] 曹衛(wèi)忠,陸衛(wèi)祥.一種PVC-O管材生產(chǎn)線:201610176552.7[P].2016-09-17.
[17] BOCZ K, SIMON D, Bárány T, et al. Key Role of Reinforcing Structures in the Flame Retardant Performance of Self-reinforced Polypropylene Composites[J]. 2016,8(8): 289.
[18] DIAZ J A,YOUNGBLOOD J P. Multivariable Depen-dency of Thermal Shrinkage in Highly Aligned Polypropylene Tapes for Self-reinforced Polymer Composites[J]. Composites Part A: Applied Science & Manufacturing, 2016(90):771-777.
[19] 尤淑波. 雙向自增強PVC管材布管擴脹機理及裝備的研究[D].北京:北京化工大學, 2008.
[20] 瞿金平. 聚合物塑化擠出新概念[J]. 華南理工大學學報(自然科學版), 1992(4):1-8.
QU J P. New Concept of Polymer Plastic Extrusion[J].Journal of South China University of Technology(Natural Science Edition),1992(4):1-8.
[21] 陳開源,步玉磊,周南橋,等. 振動力場下PP增強管材的制備及性能研究[J]. 工程塑料應用,2009,37(5):31-34.
CHENK Y,BU Y L,ZHOU N Q,et al. Preparation and Properties of PP Reinforced Tubes under Vibration Force Field[J].Engineering Plastics Applications,2009,37(5):31-34.
[22] 潘治梁,趙國棟,鄭 偉,等. 復合應力場雙向自增強聚丙烯管材的研究[J]. 中國塑料,2009,23(8):61-65.
PANZ L,ZHAO G D,ZHENG W,et al. Study on Bi-directional Self-reinforced Polypropylene Tubes with Composite Stress Fields[J]. China Plastics,2009,23(8):61-65.
[23] 袁 毅,張賢明,崔 爽,等. 復合應力場剪切誘導成型PP-R自增強管材的結構與性能研究[J]. 高分子學報,2012(2):194-198.
YUAN Y,ZHANG X M,CUI S,et al. Study on the Structure and Properties of PP-R Self-reinforced Tubes with Shear Induced Formation by Composite Stress Field[J].Journal of Polymer Science,2012(2):194-198.
[24] 蔣 龍,申開智,吉繼亮. 高耐壓HDPE自增強管擠出系統(tǒng)及試樣的結構與性能[J]. 高等學校化學學報,1998,19(4):638-641.
JIANG L,SHEN K Z,JI J L. Structure and Performance of High Pressure Resistant HDPE Self-reinforced Tube Extrusion System and Sample[J].Chemical Journal of Chinese Universities,1998,19(4):638-641.
[25] 劉 益, 吳世見,申開智. 聚烯烴材料的自增強研究及其現(xiàn)狀[J]. 中國塑料, 2001,15(6):14-20.
LIU Y, WU S X, SHEN K Z.Study and Development of Self Reinforced Polyolefin Materia[J].China Plastics,2001,15 (6):14-20.
[26] 袁 毅. 在復合應力場下獲取高性能凝聚態(tài)結構的聚烯烴管材的研究[D].成都: 四川大學,2005.
[27] 袁 毅,申開智. 雙向應力場對HDPE1158分子取向結晶效果的影響[J]. 高分子材料科學與工程,2010(7):90-92.
YUAN Y,SHEN K Z. Effect of Biaxial Stress Field on Molecular Orientation Crystallization of HDPE1158[J].Polymer Materials Science and Engineering, 2010(7):90-92.
[28] 袁 毅,徐紹虎,崔 爽,等. PE-HD在應力場中的雙向自增強研究[J]. 中國塑料,2011,25(9):75-78.
YUAN Y,XU S H,CUI S,et al. Study on Bidirectional Self-reinforcement of PE-HD in Stress Field[J].China Plastics,2011,25(9):75-78.
[29] 袁 毅,黃 朗,徐紹虎,等. 復合應力場對PE-HD/PP/SGF取向結晶的影響[J]. 工程塑料應用,2011,39(11):37-39.
YUAN Y,HUANG L,XU S H,et al. Effect of Compo-site Stress Field on Orientation Crystallization of PE-HD/PP/SGF[J].Engineering Plastics Applications,2011, 39(11):37-39.
[30] 曹建國,高雪芹,申開智. 串晶結構對自增強HDPE短期力學性能和耐慢速裂紋擴展性能的影響[J]. 四川大學學報(工程科學版),2012,44(5):200-206.
CAO J G,GAO X Q,SHEN K Z. Effect of Cylindrical Structure on Short-term Mechanical Properties and Slow-slow Crack Propagation Properties of Self-reinforced HDPE[J]. Journal of Sichuan University(Engineering Science Edition), 2012,44(5):200-206.
[31] 閆 明. 基于管坯脹 - 微縮的聚烯烴雙向拉伸管連續(xù)成型及結構性能研究[D]. 廣州:華南理工大學,2015.
[32] 李安定,袁 毅,申開智,等. 復合應力場下擠出HDPE管材自增強的研究[J]. 塑料科技,2005(3):1-3.
LI A D,YUAN Y,SHEN K Z,et al. Self-reinforced Study on Extruded HDPE Tubes Under Composite Stress Field[J].Plastic Techinology,2005(3):1-3.
[33] 李安定, 袁 毅, 申開智,等. 復合應力場下制備自增強的HDPE管材[J]. 塑料,2005,34(3):68-71.
LI A D,YUAN Y,SHEN K Z,et al. Preparation of Self-reinforced HDPE Pipe Under Complex Stress Field[J]. Plastics,2005,34(3):68-71.
[34] 劉阜東. 增強超高分子量聚乙烯管材及其制造方法和設備[J]. 綠色建筑, 2005(3):55-56.
LIU F D. Reinforced Ultra-high Molecular Weight Polyethylene Pipe and Its Manufacturing Method and Equipment[J].Green Building,2005(3):55-56.
[35] 王慶昭. 超高分子量聚乙烯/蒙脫土納米復合物及其自增強材料研究[D]. 濟南:山東大學,2005.
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16