基于CAE與正交試驗法的工藝參數對翹曲變形的影響分析
2018-03-30 02:46:02劉成娟劉成剛李延平
中國塑料 2018年1期
劉成娟,劉成剛,劉 艷,李延平
(1.福州職業技術學院交通工程系,福州 350100;2.中國石油吉林石化公司研究院,吉林 132021;3.吉林化工學院理學院,吉林 132021;4.集美大學機械與能源工程學院,福建 廈門 361021)
0 前言
針式打印機是集機械、制造、軟件等技術于一體的產品,采用獨特“敲擊式”打印原理,由于承擔高負荷工作量,焊接件、鉚接件和注塑件等零部件構造需簡潔穩固,滿足精密機械加工制造的技術要求。高精度帶金屬嵌件打印板是針式打印機的主要核心零件之一,在塑料產品中放置金屬嵌件,不僅可以提高塑件的強度、耐磨性、電性能,還可增加塑件尺寸和形狀的穩定性,提高產品精度。但是實際生產中,塑料和金屬嵌件成型的收縮率不均,80 %以上的產品翹曲變形都過大,不能滿足尺寸要求。需增加整形設備、專用治具和操作工人對產品進行二次加工來矯正變形,這樣生產成本大大增加,延長了生產周期。注塑是一個多變量、多參數、非線性、強耦合且需人工參與的復雜成型工藝過程[1],其直接影響著熔體在型腔中的流動狀態及最終產品的品質,因此選擇合理的成型工藝參數尤為重要[2-3]。改善塑料產品在x、y、z三方向上的翹曲變形,優化注塑工藝參數是需要不斷探究的關鍵問題。本文以帶金屬嵌件打印機板為研究對象(圖1所示),以產品在x、y、z軸3個不同方向的翹曲變形量為品質指標,結合CAE與正交試驗方法,通過極差和方差分析得到影響要素的最優方案,以便指導和滿足生產實際要求。

圖1 帶金屬嵌件的打印機板Fig.1 Printer boards with metal inserts
1 正交優化試驗設計
帶金屬嵌件打印機板的塑件部分基本尺寸為304 mm×26 mm×6 mm,最大壁厚為6 mm,最小壁厚為1 mm。通過3D網格模型劃分及修復和確定合適澆注系統、冷卻系統后,產品有限元分析模型如圖2所示。其中,塑件部分節點數為31 141,四面體單元數為170 843,嵌件部分節點數為9 415,四面體單元數為48 663,有限元模型的網格劃分詳見文獻[4]。對產品進行冷卻→流動→保壓→翹曲4個方面的數值仿真分析,在Moldflow軟件的工藝設置向導對話框中,設置模具溫度、溶體溫度、保壓壓力、保壓時間等工藝參數,高級選項對話框中設置成型材料、工藝參數、模具材料、注塑機選擇等。試驗材料采用德國Bayer Material Science公司生產的熱塑性聚氨酯彈性體(TPU),牌號為Desmopan DP 3660D。該TPU的推薦工藝參數如表1所示。
通過正交試驗方法,采用L18(36)正交試驗[5-7],分析產品在不同注塑工藝參數設置條件下,x、y、z三方向翹曲變形量的變化情況,翹曲變形量越小,產品的品質越好。由于模具溫度、熔體溫度、注射時間、保壓壓力(在Moldflow軟件中設置保壓壓力等于保壓時間對應填充壓力的百分比)、保壓時間和冷卻時間對翹曲變形的影響較大,本實驗選取上述6個工藝參數作為試驗因素進行正交試驗。工藝參數模具溫度和熔體溫度由Moldflow軟件中成型材料的推薦成型工藝參數范圍確定,其他因素范圍則由生產實際和一定數量前期模擬分析的結果來綜合確定,試驗因素和水平設置如表2所示。

圖2 產品的有限元模型Fig.2 Finite element model for the product

表1 TPU推薦工藝參數Tab.1 Processing parameters of TPU

表2 試驗因子因素與水平設置Tab.2 Test factor and level settings
2 試驗結果分析
將表2中的每個水平數值分別代入Moldflow的工藝參數設置中,進行CAE數值模擬試驗,得出帶金屬嵌件打印機板塑件部分各個因素水平下翹曲變形數值模擬的試驗結果如表3所示。
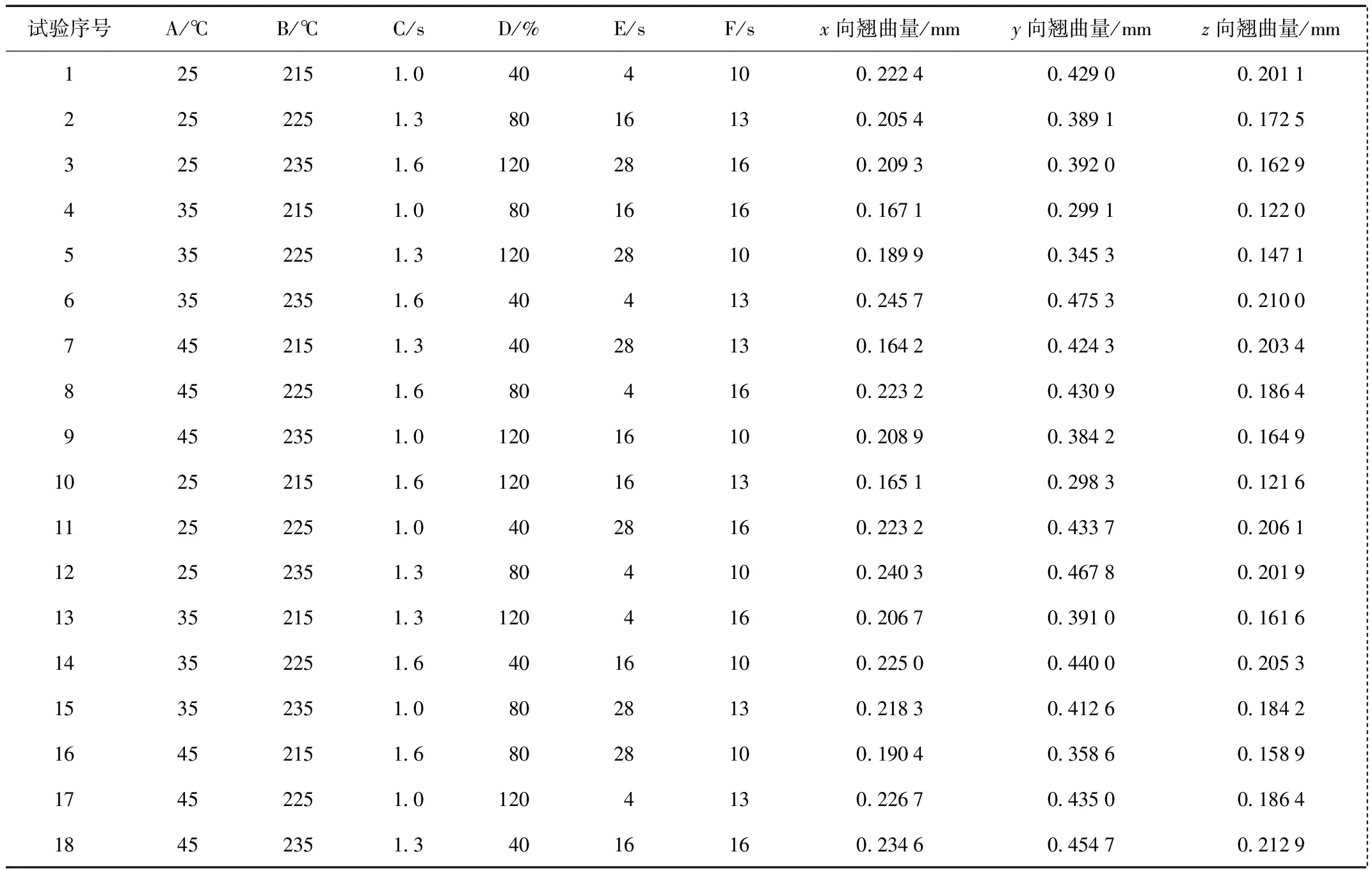
表3 正交試驗方案及結果Tab.3 Orthogonal experiment methods and results
2.1 x方向翹曲變形分析
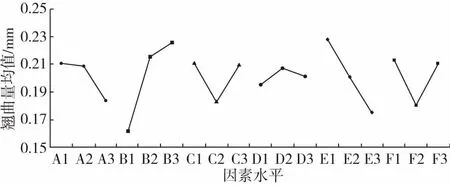
圖3 各因素水平對x方向翹曲變形量的影響Fig.3 Influence of each factor and level on warping deformation of x direction
x方向翅曲變形水平影響趨勢圖如圖3所示。翹曲量最大均值為0.227 8 mm,最小均值為0.162 2 mm。產品的翹曲變形量隨冷卻時間的延長而降低,而模具溫度、熔體溫度和保壓時間隨其各水平值增加呈先增加后降低的趨勢;保壓壓力和注射時間隨其各水平值增加呈先降低后增加的趨勢,均存在一個最佳值,低于或高于最佳值,翹曲變形量都出現增加的趨勢。取x方向翅曲變形趨勢圖中各折線的最低點,當模具溫度為45 ℃,熔體溫度為215 ℃,注射時間為1.3 s,保壓時間為28 時,保壓壓力為填充壓力的40 %,冷卻時間13 s時,得到最佳方案為A3B1C2D1E3F2,最優工藝參數組合在正交表中。此時,如圖4所示,產品在x方向的翹曲變形量最小。

圖4 x方向最優工藝參數組合下的翹曲模擬(A3B1C2D1E3F2)Fig.4 Simulation of warpage deformation of x direction under the best injection parameters(A3B1C2D1E3F2)
2.2 y方向翹曲變形分析
y方向翅曲變形水平影響趨勢圖如圖5所示。從圖可知,翹曲量最大均值為0.438 2 mm,最小均值為0.366 7 mm。產品的翹曲變形量隨保壓壓力的增加而降低,隨保壓時間的減少而降低;模具溫度、熔體溫度隨其各水平值增加先增加后降低;注射時間和冷卻時間隨其各水平值增加先降低后增加,均存在一個最佳值,而低于或高于最佳值,翹曲變形量都出現增加趨勢。取y方向翅曲變形趨勢圖中各折線的最低點,當模具溫度為35 ℃,熔體溫度為215 ℃,注射時間為1 s,保壓壓力為填充壓力的120 %,保壓時間16 s,冷卻時間16 s時,得到最佳方案為A2B1C1D3E2F3,由于最優工藝參數組合不在正交表中,把這組工藝組合在軟件Moldflow軟件中進行數值模擬結果驗證,產品在y方向的翹曲變形量為0.285 7 mm,如圖6所示,比18組正交試驗的任何一組翹曲變形量都小。

圖5 各因素水平對y方向翹曲變形量的影響Fig.5 Influence of each factor and level on warping deformation of y direction

圖6 y方向最優工藝參數組合下的翹曲模擬(A2B1C1D3E2F3)Fig.6 Simulation of warpage deformation of y direction under best injection parameters(A2B1C1D3E2F3)
2.3 z方向翹曲變形分析
z方向翅曲變形水平影響趨勢圖如圖7所示。由圖可見,翹曲變形最大均值為0.206 5 mm,最小均值為0.166 4 mm。產品的翹曲變形量隨注射時間和保壓壓力的增加而降低,隨熔體溫度的減少而降低;模具溫度、保壓時間隨其各水平值增加先增加后降低;冷卻時間隨其各水平值增加先降低后增加,存在一個最佳值,而低于或高于最佳值,翹曲變形量都出現增加趨勢。取z方向翅曲變形趨勢圖中各折線的最低點,當模具溫度為35 ℃,熔體溫度為215 ℃,注射時間為1.6 s,保壓壓力為填充壓力的120 %,保壓時間為16 s,冷卻時間16 s時,得到最佳方案為A2B1C3D3E2F3,由于最優工藝參數組合不在正交表中,把這組工藝組合在軟件Moldflow軟件中進行數值模擬結果驗證,產品在z方向的翹曲變形量為0.117 8 mm,如圖8所示,比18組正交試驗的任何一組翹曲變形量都小。

圖7 各因素水平對z方向翹曲變形量的影響Fig.7 Influence of each factor and level on warping deformation of z direction

圖8 z方向最優工藝參數組合下的翹曲模擬(A2B1C3D3E2F3)Fig.8 Simulation of warpage deformation of z direction under the best injection parameters(A2B1C3D3E2F3)
3 方差分析
3.1 工藝參數對產品x方向翹曲變形影響
由4表可知,在所研究的工藝參數中,對x方向翹曲變形影響大小順序為保壓壓力>冷卻時間>熔體溫度>注射時間>保壓時間>模具溫度。保壓壓力的f值超過了f0.1(2,5)=3.78,為顯著影響因素,其他研究工藝參數對翹曲變形的影響均不顯著。

表4 方差分析(x方向)Tab.4 Analysis of variance (x direction)
3.2 工藝參數對產品y方向翹曲變形影響
工藝參數對產品y方向翹曲變形影響如表5所示。由表5可知,在所研究的工藝參數中,對y方向翹曲變形影響大小順序為模具溫度>冷卻時間>注射時間>保壓時間>熔體溫度>保壓壓力。模具溫度的f值超過了f0.1(2,5)=3.78,為顯著影響因素,其他研究工藝參數對翹曲變形的影響均不顯著。

表5 方差分析(y方向)Tab.5 Analysis of variance (y direction)
3.3 工藝參數對產品z方向翹曲變形影響
工藝參數對產品z方向翹曲變形影響如表6所示。由表6可知,在所研究的工藝參數中,對z方向翹曲變形影響大小順序為模具溫度>注射時間>保壓時間>熔體溫度>冷卻時間>保壓壓力。模具溫度的f值超過了f0.1(2,5)=3.78,為顯著影響因素,其他研究工藝參數對翹曲變形的影響均不顯著。

表6 方差分析(z方向)Tab.6 Analysis of variance (z direction)
4 結論
(1)在所研究的工藝參數中,對x方向翹曲變形影響大小順序為保壓壓力>冷卻時間>熔體溫度>注射時間>保壓時間>模具溫度,保壓壓力為顯著影響因素;對y方向翹曲變形影響大小順序為模具溫度>冷卻時間>注射時間>保壓時間>熔體溫度>保壓壓力,模具溫度為顯著影響因素;對z方向翹曲變形影響大小順序為模具溫度>注射時間>保壓時間>熔體溫度>冷卻時間>保壓壓力,模具溫度為顯著影響因素;
(2)通過Moldflow軟件的數值模擬分析及正交試驗對注塑工藝參數的優化設計,生產者可以根據實際生產需要,適當地調整工藝參數,來減小產品x、y、z方向的翹曲變形量滿足要求,為注塑工藝參數優化提供依據,提高了產品品質和生產效率。
[1] 鐘漢如.注塑機控制系統[M].北京:化學工業出版社,2004:24-30.
[2] 申長雨,王麗霞,張勤星.神經網絡與混合遺傳算法結合的注塑成型工藝優化[J].高分子材料科學與工程,2005,21(5): 23-27.
SHEN C Y, WANG L X, ZHANG Q X. The Optimize Injection Molding Process Based on Hybrid Genetic Algorithm and Neural Network[J].Polymeric Materials Science & Engineering, 2005,21(5): 23-27.
[3] 陳葉娣.基于正交實驗和CAE技術的梳子注射成型工藝參數優化設計[J].模具制造,2013,13(5): 40-43.
CHEN Y D. Optimization Design of Comb Injection Mol-ding Process Parameters Based on Orthogonal Experiment and CAE[J].Mould Manufacture,2013, 13(5): 40-43.
[4] 劉成娟,胡志超,李 毅,等.網格劃分在帶金屬嵌件打印機板模流分析中的應用[J].現代塑料加工應用,2015,27(2): 50-53.
LIU C J, HU Z C, LI Y, et al. Application of Meshing in Mold Flow Analysis on Printer Board with Metal Insert[J]. Modern Plastics Processing and Applications,2015,27(2): 50-53.
[5] 張忠明.材料科學中的試驗設計與分析[M].北京:機械工業出版社,2012:32-78.
[6] 楊亞男.手機外殼注塑成型的數值模擬及翹曲變形控制[D].上海:上海交通大學,2010.
[7] 張昉昀.注塑成型的數值模擬及翹曲變形優化[D].廣州:華南理工大學,2011.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39