打印機送紙架復雜抽芯大型精密注塑模設計
2018-03-30 02:19:45張維合
中國塑料 2018年3期
張維合
(廣東科技學院機電工程系,廣東 東莞 523083)
0 前言
送紙架是打印機送紙機構中的主要塑料零件,其固定在打印機機體上,與送紙架上的框件、導輥、將導輥推向主動輥的彈簧以及上、下移動的凸輪組成送紙機構。送紙架必須保證送紙力度和間隙均勻合理,以確保連續式紙張或切開式紙張既不會一次進多張紙,也不會發生卡紙或紙張送不進去的情況,故對尺寸的精度要求很高。
本文介紹了某名牌打印機送紙架注塑模具的結構及其設計經驗和要點。
1 制件結構及成型工藝分析
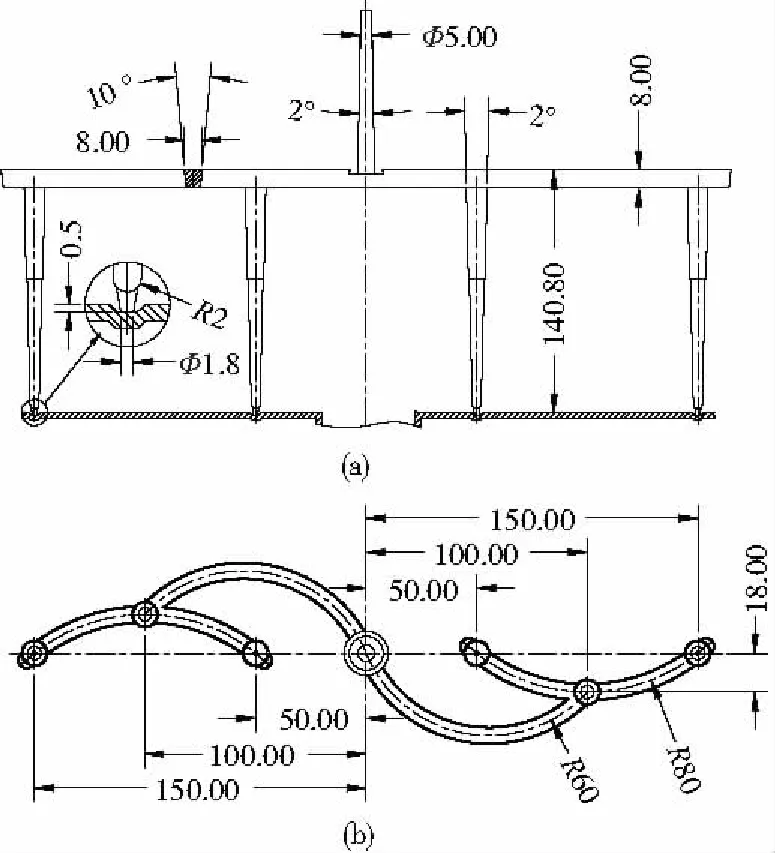
打印機送紙架尺寸大、結構復雜、精度高,長寬高最大尺寸為402.20 mm×132.10 mm×106.70 mm,精度要求達到MT3(GB/T 1486—2008)。塑件兩側面和前面均有大面積倒扣,必須側向抽芯。由于加強筋多,不但使熔體填充困難,而且成型塑件對側抽芯和動模型芯的包緊力也大,脫模很困難,塑件結構如圖1所示。塑件材料為中國臺灣奇美實業股份有限公司生產的丙烯腈 - 丁二烯 - 苯乙烯三元共聚物(ABS),收縮率取0.5 %[1]。ABS塑件的強度高,剛性、硬度、耐沖擊性、塑件表面光澤性、耐磨性好,但熔體流動性中等。
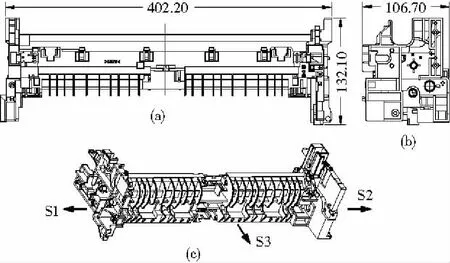
(a)主視圖 (b)側視圖 (c)立體圖圖1 打印機送紙架零件圖Fig.1 Feeding frames of printers
2 模具結構設計
根據打印機送紙骨架的結構和尺寸大小,模具采用點澆口澆注系統,模架采用標準型三板模DCI-5085-A240-B180-580-O,即模具長850 mm、寬500 mm、定模A板厚240 mm、動模B板厚180 mm、長導柱長580 mm,長導柱布置在短導柱外側。針對成型塑件對側向抽芯包緊力大,易致塑件變形拉裂的問題,模具的上、下側向抽芯機構內均設計了5支橫向頂桿。模具總質量約為2.5 t,屬于大型注塑模具[2],其具體結構如圖2所示。
2.1 成型零件設計
模具的分型面較復雜,成型零件采用分體式結構,主要由定模鑲件6、動模鑲件20、動模型芯19和3個側向抽芯組成。考慮到型腔內有大量氣體排出,成型零件間的配合間隙取0.01~0.02 mm,分型面之間也要開設排氣槽,槽深為0.02 mm。動模鑲件及型芯采用耐磨性好、拋光性好的預硬塑料模具鋼材718H。由于定模型腔多處需要采用電火花加工,故定模鑲件采用電蝕性好、高硬度、高拋光性的模具鋼NAK80[3]。
2.2 側向抽芯機構設計
成型塑件有3個較大面積的側面倒扣S1、S2和S3,需要采用側向抽芯機構。基于倒扣的深度和位置,3個側向抽芯機構均采用“斜導柱+滑塊”的組合結構,抽芯動力零件分別為斜導柱18、36和42,為減小長度,斜導柱全部通過螺釘固定在定模B板上。在滑塊定位方面,如圖2(b)所示,S1和S2的定位零件均采用了“擋塊+彈簧”的組合結構,如圖2(a)所示,S3的定位零件則是“動模B板+彈簧”,3個滑塊的鎖緊零件均為定模A板3。
由于S1和S2的抽芯面積大,塑件對側向抽芯的包緊力大,抽芯時塑件容易受拉力變形,甚至斷裂,因此在側向抽芯37和40內均設計了5支橫向頂桿52,見圖2和圖3。在模具分型面3打開過程的前12 mm,由于抵住橫向頂桿52的鎖緊塊有一段與開模方向平行的鎖緊面,頂桿52相對于成型塑件保持靜止,不會跟隨滑塊后退,成型塑件受到頂桿的推力作用也不會跟隨側向抽芯運動,可以有效防止塑件變形和拉裂。分型面3打開12 mm后,側向抽芯已經脫離了成型塑件,對塑件沒有了黏附力,在彈簧53的作用下,頂桿52再緊貼擋塊54跟隨滑塊同步側向運動。
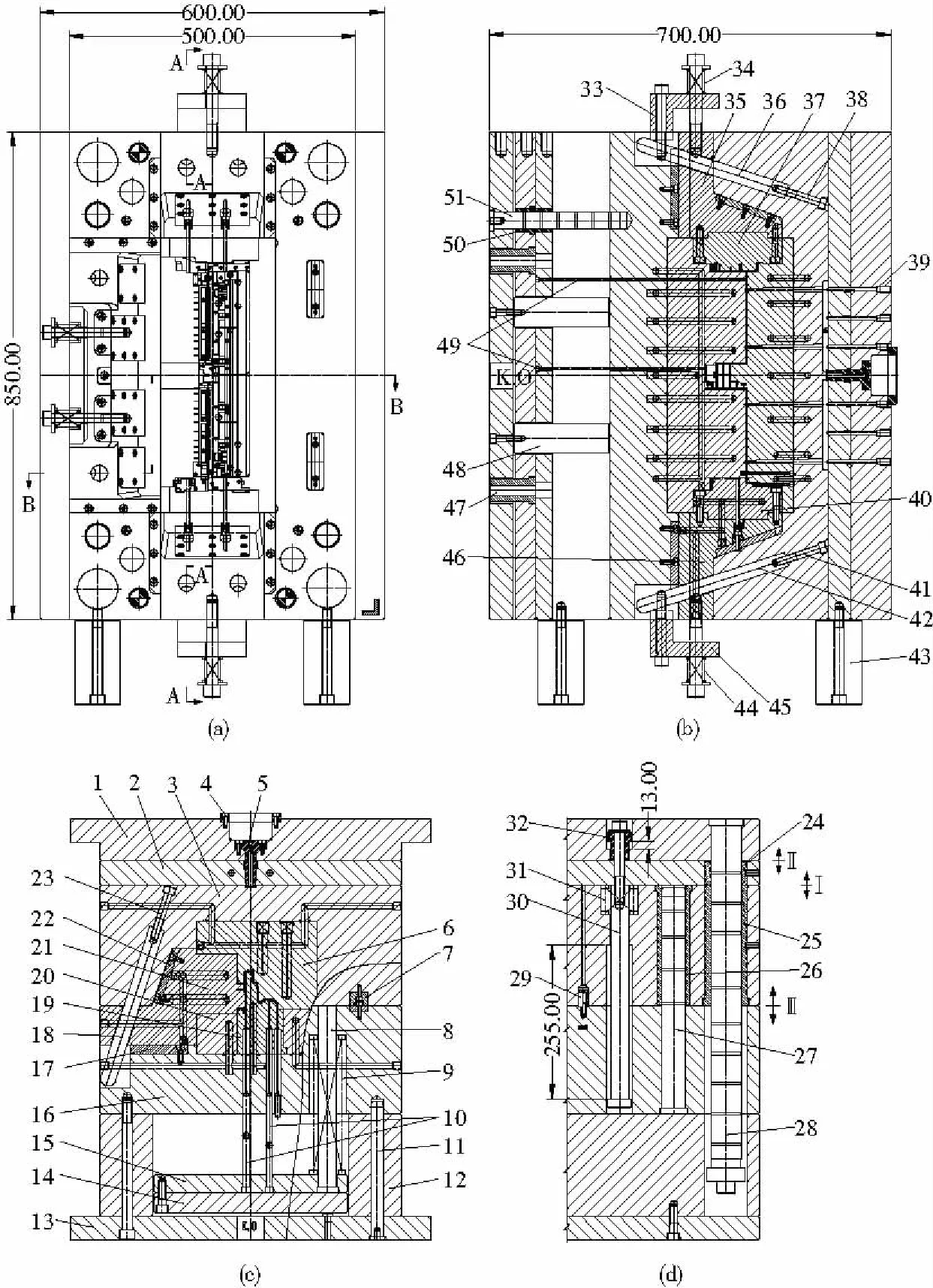
1—定模固定板 2—脫料板 3—定模A板 4—定位圈 5—澆口套 6—定模鑲件 7—直身定位塊 8—復位桿 9—復位彈簧 10—扁推桿 11—定位銷 12—方鐵 13—動模固定板 14—推件底板 15—推件固定板 16—動模B板 17—耐磨板 18—斜導柱 19—動模型芯 20—動模鑲件 21—側向滑塊 22—耐磨塊 23—螺釘 24、25、26—導套 27—短導柱 28—長導柱 29—尼龍塞 30—小拉桿 31—開模彈簧 32—限位套 33—上擋塊 34—上定位彈簧 35—上滑塊 36—上斜導柱 37—上抽芯 38—螺釘 39—拉料桿 40—下抽芯 41—螺釘 42—下斜導柱 43—支撐 44—下彈簧 45—下擋塊 46—下滑塊 47—頂棍連接套 48—撐柱 49—圓推桿 50—推件板導套 51—推件板導柱(a)動模排位圖 (b)A—A剖視圖 (c)B—B剖視圖 (d)導向系統和定距分型機構圖2 打印機送紙架模具結構圖Fig.2 Injection mold stracture of the feeding frame
2.3 澆注系統及定距分型機構設計
打印機送紙架為大型復雜塑件,熔體填充困難,為減小塑件變形,提高塑件的尺寸精度,模具采用點澆口、6點進料的澆注系統[4],其結構和尺寸詳見圖4。點澆口澆注系統模具需采用三板模架,共有3個分型面。為保證澆注系統凝料自動脫模,3個分型面的開模順序必須是Ⅰ→Ⅱ→Ⅲ。根據模架和塑件尺寸,分型面Ⅰ的開模距離為255 mm,分型面Ⅱ的開模距離為13 mm,分型面Ⅲ的開模距離為300 mm[5]。為控制3個分型面開模順序和開模距離,模具設計了定距分型機構,其結構由尼龍塞29、小拉桿30、彈簧31和限位套32組成[圖2(d)]。
2.4 溫度控制系統設計
送紙架注塑模具共設計了18組冷卻水道,其中動模11組,定模7組,如圖5所示,每一組冷卻水道都由直通式水管和隔片式水井組成。直通式水管直徑均為10 mm,動模水井直徑為12 mm,定模水井直徑為16 mm[6]。良好的溫度控制系統使模具冷卻充分,溫度均衡,有效保證了塑件的成型品質和模具勞動生產率。投產后注射周期成功控制在35 s以內,比同類型塑件縮短約8 %,成型塑件無變形,尺寸精度達到了MT3(GB/T 1486—2008)。
2.5 脫模系統設計
打印機送紙架屬于大型多加強筋板類零件,成型后的塑件對模具包緊力大,脫模時容易變形甚至開裂,所以頂出力必須大而均勻[7]。模具除了在上下兩側的滑塊內各設計了5支直徑為5 mm的橫向頂桿外,還在動模一側設計了38支直徑為5 mm和3支直徑為4 mm的圓推桿以及11支1.5 mm×8 mm的扁推桿(圖2)。成型后塑件脫模安全平穩,無變形和粘模現象,完全符合設計要求。
2.6 導向定位系統設計
打印機送紙架注塑模具導向零件包括動定模之間的4支短導柱27、導套26,定模內的4支長導柱28、導套24、25以及推件板中導柱51、導套50,詳見圖2(b)、2(d)。根據模具的大小、分型面的開模距離以及側向抽芯機構的要求,長導柱的直徑為50 mm、長580 mm,其主要對脫料板2和定模A板3的運動進行導向和定位;短導柱直徑為40 mm、長370 mm,其主要對動定模的開合運動進行導向和定位;推件板導柱直徑為30 mm、長240 mm,其主要對動定模中推件及其固定板的脫模運動進行導向和定位。
如圖2(a)、2(c)所示,除導柱導套外,打印機送紙架模具還設計了兩副直身定位塊7,它們布置在分型面Ⅰ上,是動定模之間最主要的定位零件。良好的導向定位系統有效保證了成型塑件的尺寸精度和模具的注射壽命。
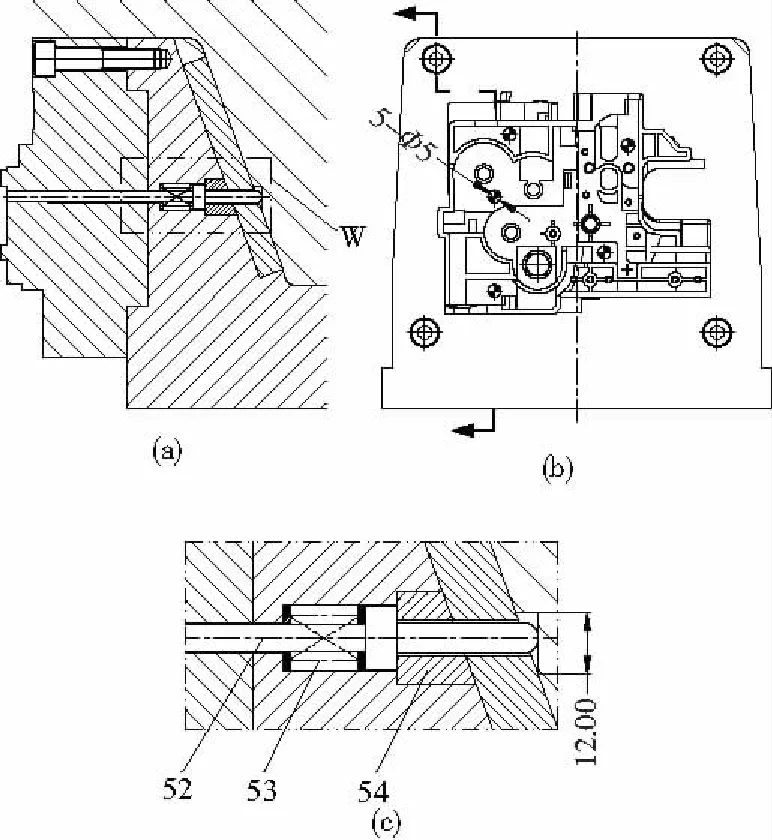
52—橫向頂桿 53—彈簧 54—擋塊(a)橫向推桿結構 (b)橫向推桿位置 (c)W處放大圖3 模具側向抽芯機構Fig.3 Side core pulling mechanisms
(a)主視圖 (b)俯視圖圖4 模具澆注系統圖Fig.4 Gating systems of the mold
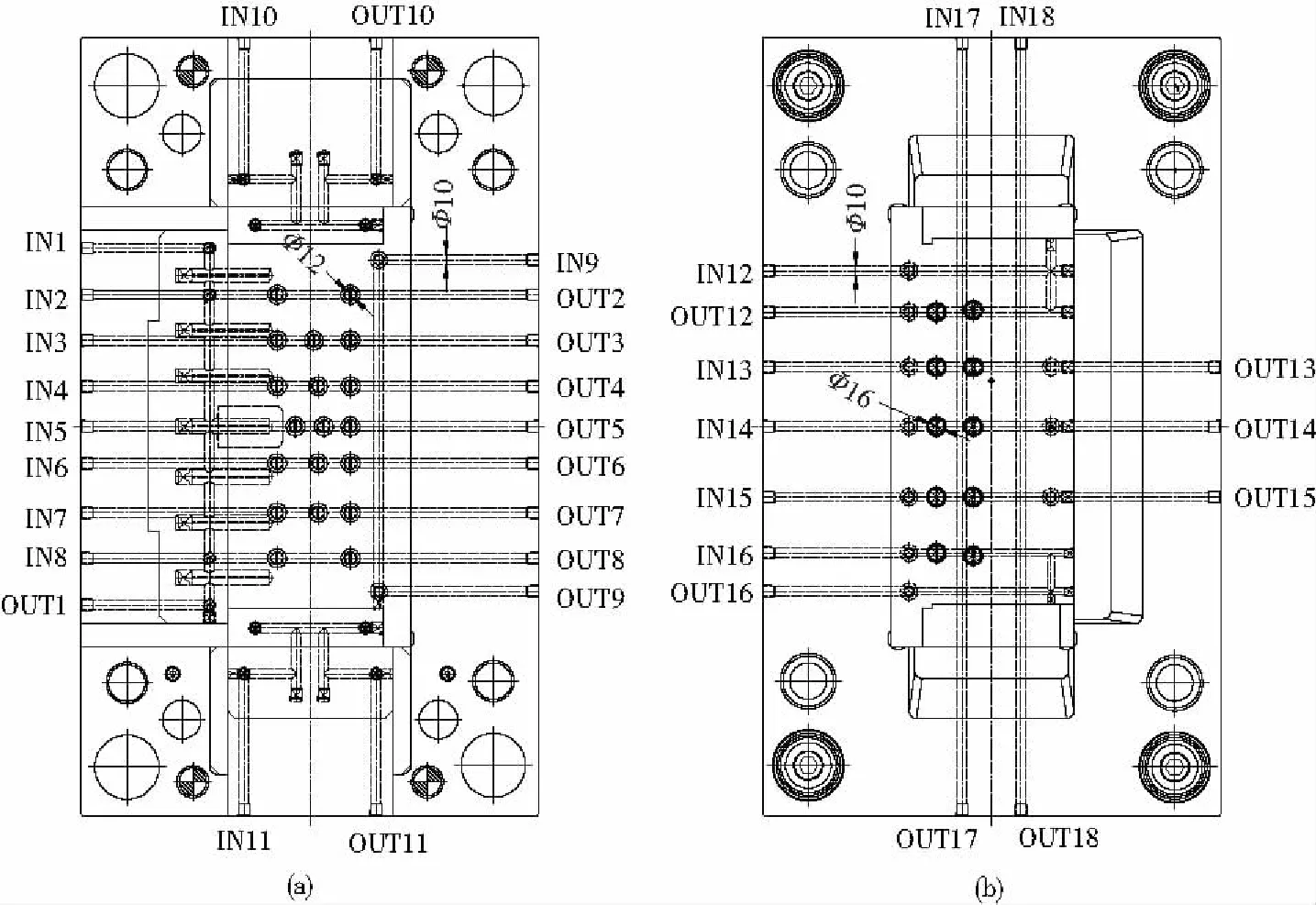
(a)動模 (b)定模圖5 模具溫度控制系統圖Fig.5 Temperature control systems
3 模具工作原理
模具完成注射成型后,在彈簧31和尼龍塞29的作用下,首先從分型面Ⅰ處打開,6個點澆口斷裂,澆注系統凝料與成型塑件自動分離。打開距離為255 mm,由4根小拉桿30的控制。接著模具再從分型面Ⅱ處打開,脫料板2將澆注系統凝料強制從拉料桿39中推出并自動脫落。在4個限位套32控制下打開距離為13 mm。模具最后從分型面Ⅲ處打開,成型塑件脫離定模型腔,同時側向滑塊21、35、46分別在斜導柱18、36、42的作用下進行側向抽芯。分型面Ⅲ的打開距離為300 mm,由注塑機控制。完成全部開模行程后,注塑機頂棍通過模具底板13上的二個K.O.孔推動推件固定板15和推件底板14,進而推動41支圓推桿和11支扁推桿將打印機送料架推離動模型芯。塑件脫模后,復位彈簧9推動各推件及其固定板先復位,最后注塑機推動動模合模,同時斜導柱18、36、42分別推動滑塊21、35、46復位。模具繼續下一次注射成型。
4 結論
(1)通過采用“橫向頂桿+縱向推桿”組合脫模機構,解決了塑件對側向抽芯和動模型芯包緊力大、易引致塑件變形的問題;
(2)通過采用“導柱導套+直身定位塊”組合導向定位系統,大大提高了模具的剛性和精度,塑件尺寸精度達到了MT3(GB/T 1486—2008);
(3)模具溫度控制系統布置均衡、數量充分、尺寸合理,模具成型周期控制在35 s以內,比同類型塑件縮短約8 %;模具尺寸大,精度高,結構先進合理,投產后運行安全平穩,其成功經驗可為同行設計大型、精密、長壽命、復雜抽芯注塑模具提供有益參考。
[1] 張維合. 注塑模具設計實用手冊[M].北京:化學工業出版社,2011:66-177.
[2] 張維合. 注塑模具設計經驗技巧與實例[M].北京:化學工業出版社,2015:23-153.
[3] 張維合. 塑料成型工藝與模具設計[M].北京:化學工業出版社,2014:136-162.
[4] 王東陽.打印機滾筒支架雙聯動滑塊脫模機構及注射模設計[J].現代塑料加工應用,2015,27(8):54-58.
WANG D Y. Design of Injection Mould with Double Linkage Slider Demoulding Mechanism of Roller Bracket for Printer[J] Die & Mould Industry,2017,43(8):53-56.
[5] 劉 勇.玩具鳥屋注射模設計及改進[J].模具工業,2016,42(7):50-52.
LIU Y. Design andImprovement of Injection Mould for Bird House[J] Die & Mould Industry,2016,42(7):50-52.
[6] 劉慶東.前模滑塊注射模設計[J].中國塑料,2015,29(9):100-103.
LIU Q D.Design of the Slide on Stationary Mould Fixed Half[J] China Plastics, 2015, 29(9): 100-103.
[7] 賀柳操,肖國華,卞 平.IPad支架聯動抽芯脫模機構及注塑模具設計[J]. 中國塑料, 2017, 31(12): 117-123.
HE L C, XIAO G H,BIAN P.Design of Demolding Mechanism and Injection Molds for iPad Brackets[J]. China Plastics, 2017, 31(12): 117-123.