熔融沉積式3D打印路徑優化算法研究
2018-04-02 05:56:47韓興國宋小輝陳海軍殷國富
農業機械學報 2018年3期
韓興國 宋小輝 殷 鳴 陳海軍 殷國富
(1.四川大學制造科學與工程學院, 成都 610065; 2.桂林航天工業學院機械工程學院, 桂林 541004;3.南安普頓大學環境與工程學院, 南安普頓 SO17 1BJ)
0 引言
熔融沉積式3D打印憑借高溫將材料融化成液態,通過打印頭擠出后固化,其材料主要是ABS和聚碳酸酯PC等[1]。3D打印是一個由點到線、由線到面、由面到三維實體逐層累積的過程,需進行大量的路徑掃描工作,打印路徑關系到零件打印效率和表面質量[2],因此,對3D打印路徑進行規劃有廣泛的應用需求,具有重要的理論價值和工程應用背景。
3D打印路徑規劃包含輪廓路徑規劃和填充路徑規劃,目前對輪廓路徑規劃的研究較少,填充路徑規劃方法較多,主要有平行掃描[3-5]、星形發散掃描[6]、分形掃描[7-8]、螺旋線掃描[9]和基于voronoi圖的掃描[10]等。平行掃描法又稱為zigzag法,應用極其廣泛,為了提高3D打印的生產效率,許多學者提出了一些與之相關的路徑規劃算法[11-18]。
文獻[11-18]提出的路徑規劃算法在一定程度上提高了3D打印效率和成型質量,但都有一定的局限性,未對填充子區域的合并和打印次序進行闡述,打印效率仍有進一步提升的空間,且對輪廓路徑規劃的研究較少,當打印零件截面輪廓包含的封閉環多且復雜時,輪廓路徑規劃不合理會影響打印效率。針對以上問題,本文提出一種熔融沉積式3D打印路徑優化算法,通過最優掃描線角度選取、填充子區域合并和合并區域打印序列優化等一系列算法對填充路徑合理規劃,此外,提出一種基于蟻群算法的輪廓路徑規劃方法,合理規劃各輪廓的打印順序。
1 方法概述
3D打印是對零件逐層打印,零件每層切片輪廓的形狀可能各不相同[19]。某零件切片后的截面圖如圖1所示,該截面包含9個封閉環,對層面輪廓各封閉環的打印次序進行規劃,即輪廓路徑規劃,各封閉環之間為零件實體,以直線方式對各封閉環之間的區域進行填充,并對填充路徑進行規劃,3D打印的路徑規劃主要包括輪廓路徑規劃和填充路徑規劃,為了防止零件發生變形和翹曲,先進行輪廓打印,后進行填充打印。對零件的輪廓路徑和填充路徑進行合理、有效的規劃,對于提高打印效率和打印質量具有重要的意義。本文所述路徑規劃方法實施步驟如下:
(1)對打印零件進行切片,形成層面輪廓,基于蟻群算法對層面輪廓中的各封閉環的打印次序進行規劃。
(2)綜合考慮效率因素和打印質量,確定各切片層填充區域掃描線的最優角度。
(3)將填充區域進行子區域劃分,采用四點法將能夠連續打印的子區域進行合并。
(4)采用臨近算法對合并后的各區域打印次序進行優化。
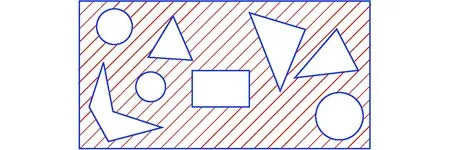
圖1 某零件截面輪廓圖Fig.1 Skeleton map of part cross-section
2 輪廓路徑規劃
對零件進行切片,得到各切片層的截面圖,截面輪廓是由n條封閉曲線(封閉環)構成,輪廓路徑規劃就是對封閉環逐個打印。每個封閉環需確定一個打印起點,也是終點,整個截面中有n個起始點,不難看出,輪廓的路徑規劃問題可歸結為經典的旅行商問題 (Traveling salesman problem, TSP), 即在n個起始點中尋找一條最優路徑,使每個起始點只被穿越一次,這樣可以減少零件的打印時間。
2.1 封閉環起始點確定
確定起始點的原則是每個封閉環僅有一個起始點且各封閉環的起始點之間的距離最小,本文采用一種改進的近鄰法確定起始點。假設截面輪廓包含n個封閉環,Loop={Loop1,Loop2,…,Loopn},輪廓中所有封閉環由m個頂點構成,頂點集為P={P1,P2,…,Pn},任一封閉環的頂點集為Pi={Pi1,Pi2,…,Pikn},其中m=k1+k2+…+kn,確定起始點的具體步驟如下:
(1)取頂點集P中第1個頂點P11作為封閉環P1的起始點,令S1=P11,并將P1從P中去除。
(2)依次求解頂點S1到P中各點的距離,將距離頂點S1最近的頂點Pij(1≤j≤ki)取出,令S2=Pij,并將Pi從P中去除。
(3)按照步驟(2)的思路,依次求解頂點Si到P中各點的距離,找到距離頂點Si最近的頂點作為Si+1,依次遍歷所有的未訪問封閉環頂點集,直到在P中的最后1個封閉環中找到Sn,依次求出S3,S4,…,Sn,可得起始點集C1={S1,S2,…,Sn}。
(4)依次求解C1中相鄰兩點間的距離,并求和d1=S1S2+S2S3+…+Sn-1Sn+SnS1。
(5)依次選取P中的頂點作為相對應封閉環的起始點,按照步驟(1)~步驟(4)的思路,可依次求解出m個起始點集Cr,并求出相對應的dr,其中,1≤r≤m。
(6)比較d1,d2,…,dm之間的大小,將最小的dr對應的Cr作為最優的起始點集。
其中,若封閉環由非直線的曲線構成,可取該封閉環的幾何重心作為該封閉環的偽頂點,即該封閉環只有一個頂點,求過偽頂點和前一個封閉環的起始點的直線,該直線和封閉環的交點作為該封閉環的起始點。
2.2 基于蟻群算法的輪廓路徑規劃
蟻群算法是20世紀90年代初提出的一種模擬進化算法,主要用于解決組合序列優化問題,典型的應用案例就是旅行商問題[20]。
用改進的近鄰法確定各封閉環的起始點后,將各環起始點作為待訪城市,假設螞蟻群體中螞蟻的個數為u,封閉環的個數為v,封閉環i的起始點與封閉環j的起始點之間的距離為dij(i,j=1,2,…,v),t時刻封閉環i起始點與封閉環j起始點連接路徑上的信息素濃度為τij(t),螞蟻w(w=1,2,…,u)根據各封閉環起始點連接路徑上的信息素濃度決定其下一個訪問的城市,從封閉環i的起始點轉移到封閉環j的起始點的概率公式為
(1)
其中
式中ηij(t)——啟發函數
alloww——螞蟻w待訪封閉環起始點的集合
α——信息素重要程度因子
β——啟發函數重要程度因子
當所有螞蟻完成一次循環后,各封閉環起始點連接路徑上的信息濃度需要重新更新,即
(2)
Δτij——所有螞蟻在封閉環i的起始點與封閉環j的起始點之間的路徑上釋放的信息素濃度之和
ρ——信息素的揮發程度系數,0<ρ<1

(3)
式中Q——螞蟻循環一次所釋放的信息素總量,Q為常數
Lw——第w只螞蟻經過路徑的長度
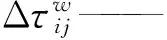
綜上所述,采用蟻群算法確定各封閉環打印次序的最優解,主要包括初始化參數、構建解空間、更新信息素和判斷是否終止4個步驟,其具體步驟如圖2所示。
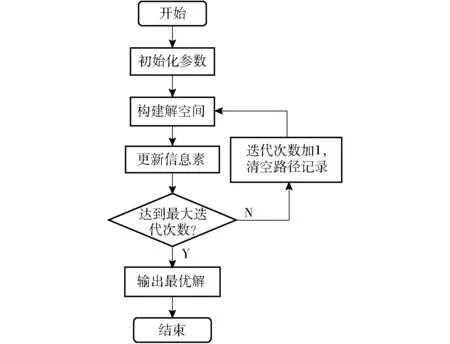
圖2 蟻群算法求解封閉環打印次序最優解的步驟Fig.2 Steps of solving optimal solution of closed loops printing order based on ant colony algorithm
2.3 輪廓路徑規劃實例
對圖1中的零件進行輪廓路徑規劃,其截面包含9個封閉環,采用改進的近鄰法確定各封閉環的打印起始點,采用蟻群算法尋找打印各封閉環的最優次序,設螞蟻數量為50,迭代次數為200,可得最優的輪廓路徑規劃如圖3所示。圖4給出了用蟻群算法求解輪廓路徑的平均軌跡長度和最短軌跡長度。
圖3 基于蟻群算法的輪廓路徑規劃圖 Fig.3 Contour path planning of part based on ant colony algorithm
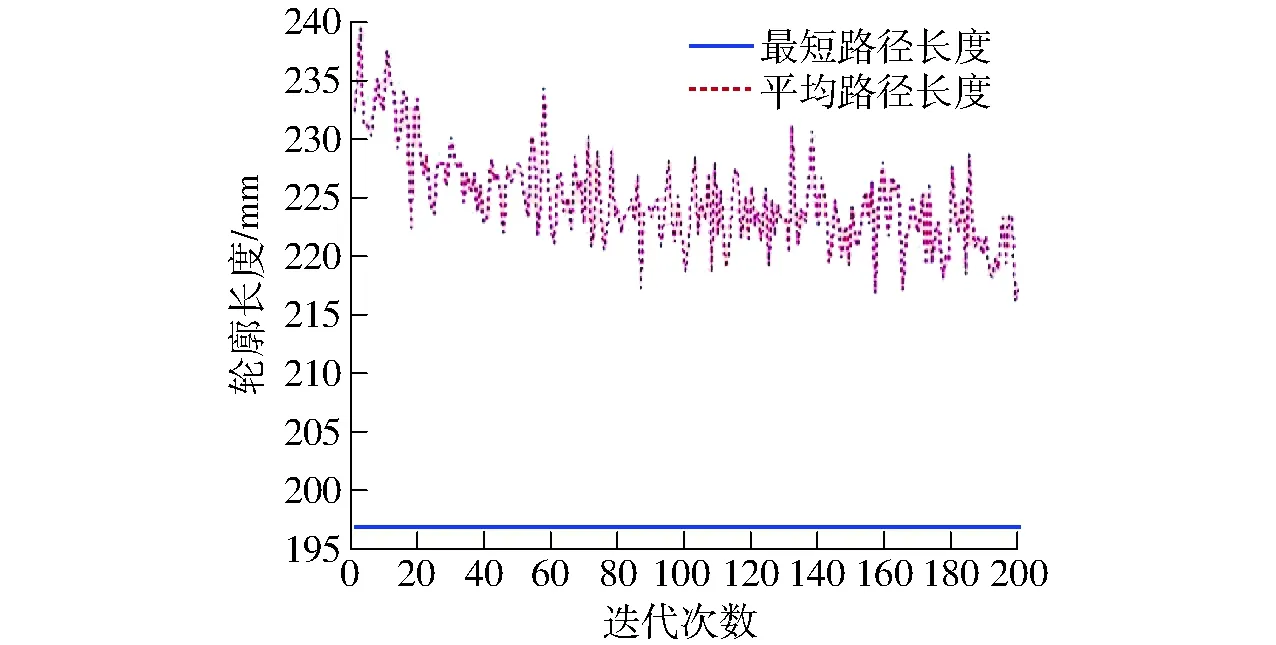
圖4 基于蟻群算法的軌跡長度比較Fig.4 Trajectory length comparison of ant colony algorithm
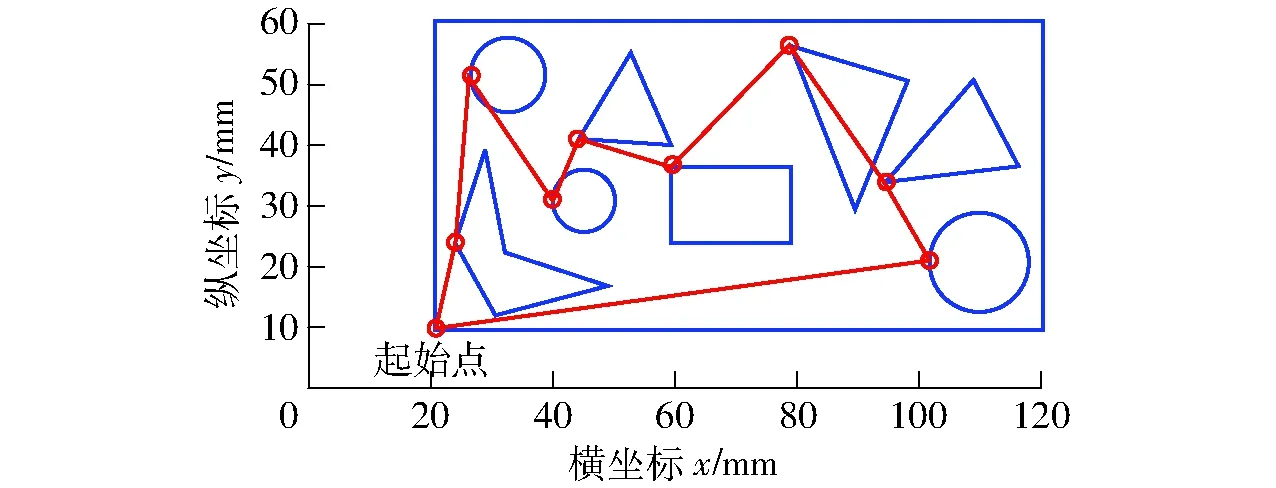
圖5 基于zigzag法的輪廓路徑規劃Fig.5 Contour path planning of part based on zigzag
將圖1所示零件按傳統的平行掃描路徑規劃方法(zigzag法)進行輪廓路徑規劃,其輪廓路徑規劃如圖5所示。將本文提出的方法與zigzag法進行比較,本文方法的每層輪廓路徑長度為196.81 mm, zigzag法的輪廓路徑長度為244.45 mm,輪廓路徑長度縮短了19.5%。
3 填充路徑規劃
填充路徑規劃是在零件的某切片截面層上封閉輪廓間區域的填充次序進行合理規劃,本文采用平行掃描填充內部輪廓,在邊界線內往復掃描,平行掃描示意圖如圖6所示。影響平行掃描法打印質量和效率的主要因素有掃描線角度選取、填充子區域合并和合并區域打印序列優化,這3個影響因素決定了3D打印的效率和精度。
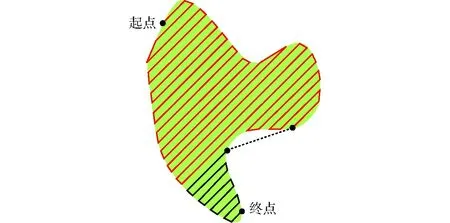
圖6 平行掃描路徑生成示意圖Fig.6 Scheme of path generation based on direction-parallel scanning method
3.1 選取最優的掃描線角度
平行掃描的路徑主要由直線構成,各直線相互平行,每條直線路徑結束后,打印噴頭停止運動,直線運行至下一條掃描線的起點,繼續直線掃描打印,循環往復,如圖7所示。打印過程中,打印噴頭必然反復啟停,不能無間斷運動,在拐角處只能低速運行并且存在啟停和加減速問題,影響打印效率且這些區域易引起零件變形、翹曲等問題[11]。為減少這些問題,須減少平行掃描中拐角的存在,而拐點的數量和掃描線的角度存在必然的聯系。
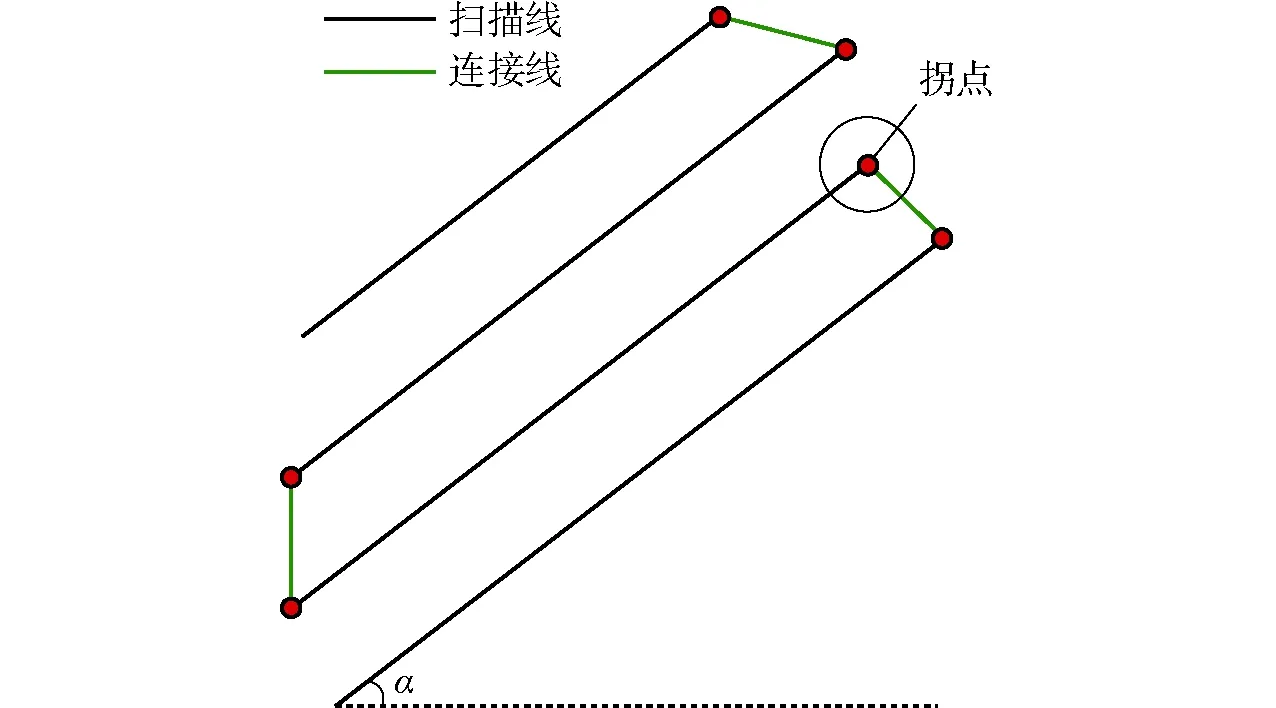
圖7 直線掃描路徑Fig.7 Direction-parallel scanning method
假設零件的某一切片輪廓由封閉曲線f1(x)、f2(x)、…、fn(x)構成,假設掃描線角度為α(0≤α≤π),則第1條掃描線的直線方程為
g1(x)=kx+b1
(4)
其中
k=tanα
式中b1——第1條掃描線截距
k——掃描線斜率
第m條掃描線的方程為
gm(x)=kx+b1+(m-1)b
(5)
式中b——兩相鄰掃描線之間的距離,即打印頭噴嘴直徑
直線g1(x)分別與f1(x)、f2(x)、…、fn(x)的交點數構成集合U1={u11,u12,…,u1u},同理,gm(x)分別與f1(x)、f2(x)、…、fn(x)的交點個數構成集合U1={um1,um2,…,umn},可得第1條掃描線和第m條掃描線于各封閉曲線交點數之和為
Usum1=u11+u12+…+u1n
(6)
Usumm=um1+um2+…+umn
(7)
掃描線所構成的直線方程和封閉曲線f1(x)、f2(x)、…、fn(x)的交點即為平行掃描的拐點位置,假設在打印零件的一個切片層面所構成的封閉空間中有m條掃描線,則該層面拐點數總共為Usum,即
Usum=Usum1+Usum2+…+Usumm
(8)
當掃描線的角度α取不同值時,拐點數也不同,若打印效率最高,需拐點數為最小,即
Usummin=min(Usum(α))(0≤α≤π)
(9)
拐點數量不僅影響打印效率,對打印質量也有影響。由于掃描線在拐角處頻繁的起停、加速和減速,容易在打印零件的邊緣處造成打印材料熔融沉積時分布不均,表面光滑度較差,在邊緣處,有的位置材料熔融沉積2次,有的位置無材料沉積,如圖8所示。重復沉積區域和無沉積區域面積相等,與拐角的角度有關,如圖9所示,具體推導如下
S=S△OCA+S△OCB-SOAB
(10)
式中S——重復沉積或無沉積區域面積
S△OCA——三角形OCA的面積
S△OCB——三角形OCB的面積
SOAB——扇形OAB的面積
根據平面幾何知識,可得
(11)
式中r——打印噴頭半徑
θ——掃描線拐角的角度

圖8 拐角處材料沉積示意圖Fig.8 Deposition scheme at corners
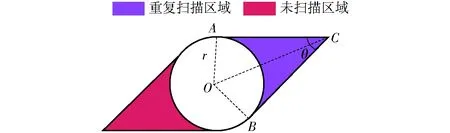
圖9 拐角處的材料沉積情況分析Fig.9 Deposition analysis scheme at a corner

圖10 不同角度下的零件(圖6)掃描圖Fig.10 Tool-path of part (as shown in Fig.6) with different inclinations
根據以上分析可知,拐角的數量越多,拐角處重復掃描區域和未掃描區域越多,表面質量越粗糙,并且在拐角處由于電機反復起停和加減速,導致零件打印時間變長,因此控制拐角數量,對打印質量和效率具有重要的影響。掃描線與截面交點數和拐點數量相等,掃描線角度不同,拐點數量不同。圖6零件在不同角度下的截面掃描圖如圖10所示。
假設掃描線寬度(噴頭直徑)為0.4 mm,對圖1和圖6中的切片截面輪廓進行掃描線角度優選,拐點個數與掃描線角度關系如圖11所示,不難看出,圖1所示零件在掃描線角度為0°(或180°)時,拐點個數最少;圖6零件在掃描線角度為90°時,拐點個數最少。
為實現應力分散,選取相鄰兩層之間的掃描線相互垂直,因此,本文提出的掃描線角度為每兩層選取一次。此外,本文算法采用完整的區域填充掃描方式,實際應用中也可采用鏤空內部加支撐的掃描方式。
3.2 掃描區域的合并
掃描線角度確定后,掃描線與切片輪廓之間形成一些封閉的區域,每個區域由一系列的掃描線往復掃描構成,每個區域包含4個關鍵點,即該區域第一條掃描線的起點和終點、最后一條掃描線的起點和終點。3D打印過程中, 需對每個區域逐一掃描,掃描策略是先掃描臨近區域,后掃描非臨近區域,非臨近區域的掃描,需要打印噴頭進行一段空行程運動,降低了效率,所以在打印時可對連續打印的臨近區域進行合并,合并后的區域可以一次掃描完畢,連續打印且無空行程運動。本文采用四點法對一些相鄰子區域進行合并。
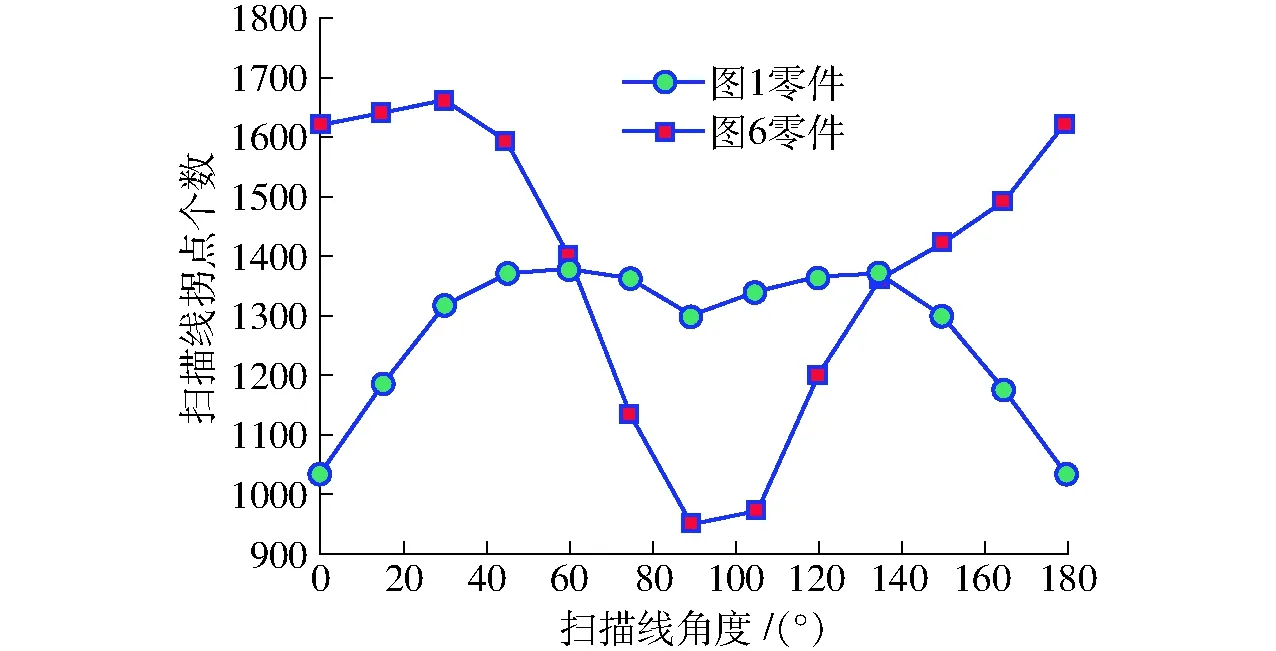
圖11 拐點個數和掃描線角度關系Fig.11 Relationship between corner quantity and scanning line angle
四點法:若某子區域的最后一條掃描線的終點是另一子區域第一條掃描線的兩個端點之一,可將該端點作為另一子區域的起點,將這兩個子區域合并。基于四點法的掃描區域的合并算法如下:
(1)掃描線角度確定后,假設打印零件切片截面圖被劃分為n個子區域。
(2)每個子區域包含4個關鍵點,即該區域第一條掃描線的起點和終點、最后一條掃描線的起點和終點,建立n×4維矩陣數組A,對子區域關鍵點信息按從左到右、從上到下次序進行存儲,則A為
(9)
式中mik——第i個子區域的第k個點,1≤i≤n;1≤k≤4
mi1、mi2——第i個子區域起始掃描線的端點
mi3、mi4——第i個子區域最后一條掃描線的端點
(3)令子區域編號i=1,假設合并后的區域數為u,令合并后子區域編號j=1,確定第i個子區域的起點mistart=mi1,假如該子區域掃描線的數量為奇數,則該區域的終點miend=mi4,假如該子區域掃描線的數量為偶數,則該區域的終點miend=mi3,令合并后的第j個子區域起點sjstart=mi1。
(4)查閱編號為i+1至n的子區域中所有點,判斷是否存在某點坐標值等于miend,若存在該點,則執行第5步,若不存在該點,則執行第6步。
(5)若第t(i+1≤t≤n)區域存在和miend相同的點,將矩陣第t行移至第i+1行,第i+1行至第t-1行下移一行,令i=i+1,mistart=m(i-1)end,根據第i區域中掃描線的奇偶性,按步驟(3)所示方法確定miend,執行第7步。
(6)若剩余區域內不存在和miend相同的點,則令sjend=miend,然后令j=j+1,i=i+1,mjstart=mi1,根據第i區域中掃描線的奇偶性,按步驟(3)所示方法確定miend,執行第7步。
(7)判斷i是否等于n+1,若不相等,執行第4步,若相等,則程序結束,合并后區域構建起始點矩陣為s,s為
(10)
式中u——合并區域數量
sjstart——第j合并區域的起點,1≤j≤u
sjend——第j合并區域的終點,1≤j≤u
某零件的截面劃分子區域如圖12所示,共包含12個子區域,根據該算法,合并后區域如圖13所示,共包含4個區域。
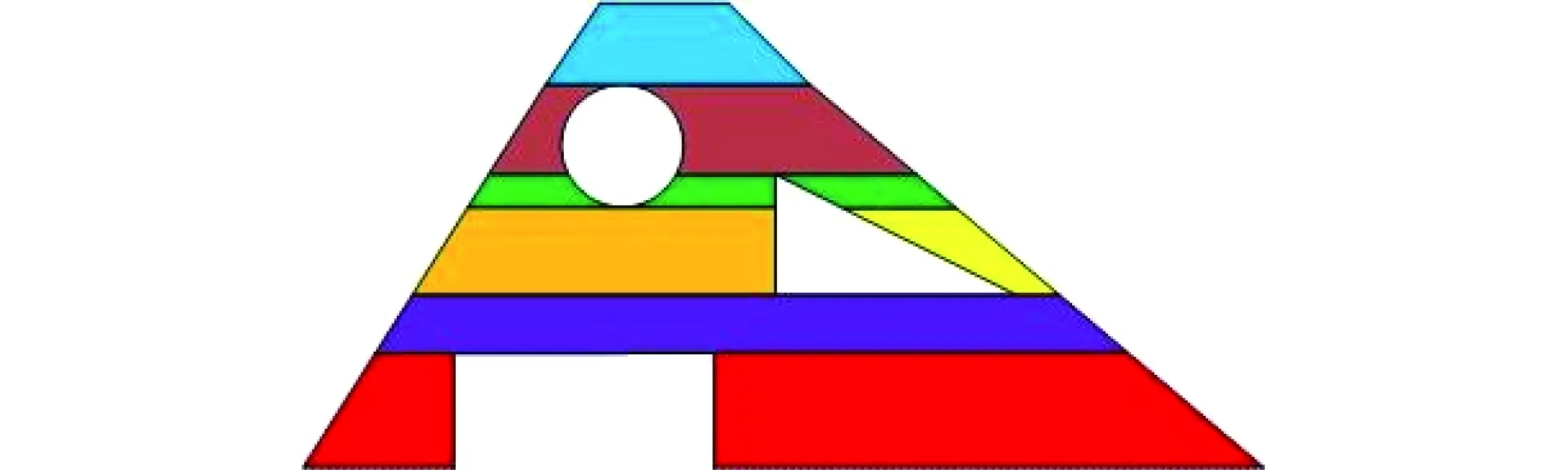
圖12 零件截面區域劃分Fig.12 Area partition of part cross-section
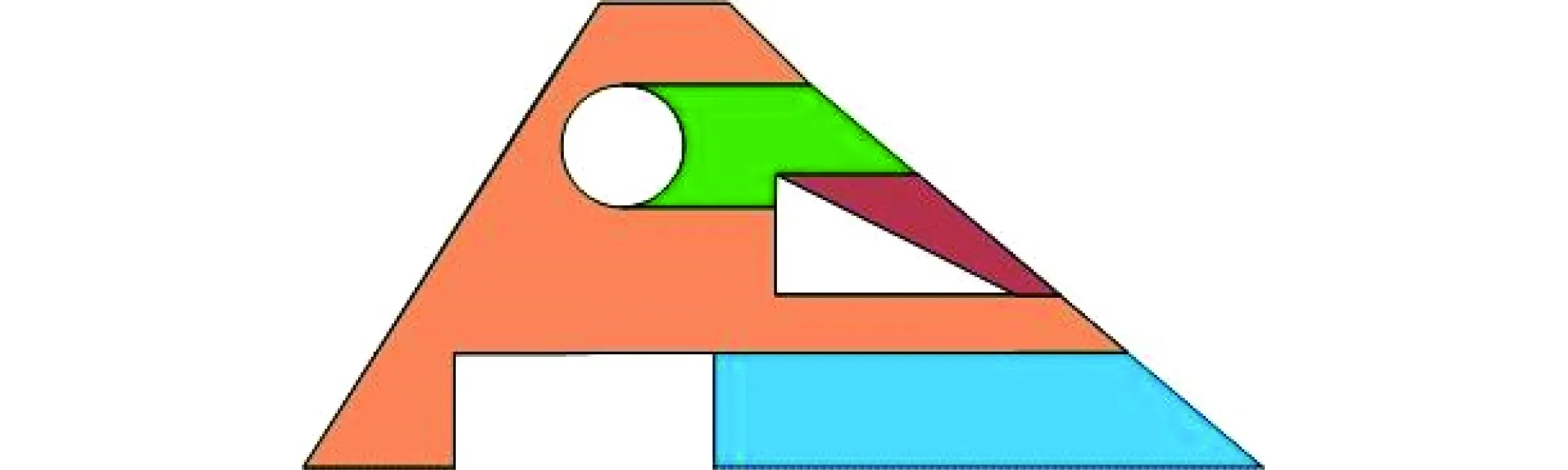
圖13 零件截面區域劃分合并Fig.13 Area merging of part cross-section
3.3 合并區域的打印次序優化
掃描區域合并后,需對合并后的區域逐一打印,考慮效率因素,打印次序需滿足各合并區域間的空行程路徑之和最短,這里采用一種臨近算法,具體步驟如下:
(1)構建合并區域的起始點矩陣s,如式(10)所示,令j=1,則sjstart=s1start,sjend=s1end。
(2)從矩陣s的第j+1行起,尋找距離sjend最小的點,若該點在第t(j+1≤t≤u)行,則將矩陣s第j+1行和t行互換位置。
(3)若s(j+1)end與sjend距離最短,將s(j+1)end和s(j+1)start的值互換,若s(j+1)start與sjend距離最短,則保持不變。
(4)令j=j+1,判斷j是否等于u,若不相等,則執行步驟(2),否則,程序結束,矩陣s中各區域的起始點次序即為最終的合并區域進行打印次序。
對圖13中的合并區域按上述方法進行打印次序優化,打印次序按(A1-A2)-(B1-B2)-(C1-C2)-(D1-D2)進行,如圖14所示。
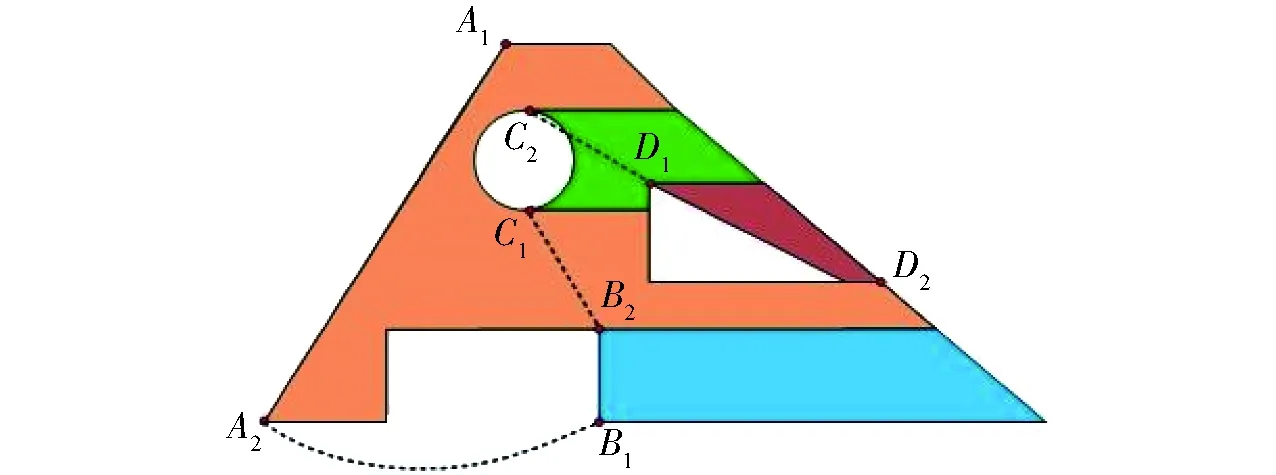
圖14 合并區域打印次序Fig.14 Printing order of merging areas
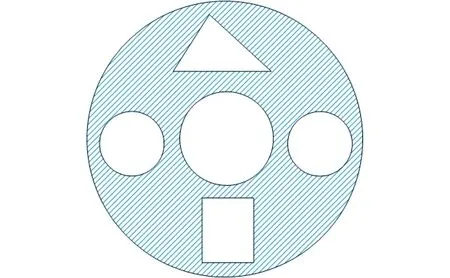
圖15 某零件截面輪廓圖Fig.15 Skeleton map of part cross-section
4 實驗
為證明上述路徑規劃方法的可行性,對圖15所示零件進行路徑規劃,該零件截面包含6個封閉輪廓,采用改進的近鄰法確定各封閉環的打印起始點,采用蟻群算法尋找打印各封閉環的最優次序,設螞蟻數量為50,迭代次數為200,可得最優的輪廓規劃路徑如圖16所示。
對圖15所示零件進行切面輪廓填充,不同角度下掃描線的拐點情況如圖17所示,不難看出,當掃描線角度為或時,掃描線的拐點個數最小,考慮效率和精度的因素,選擇掃描線角度為0°。
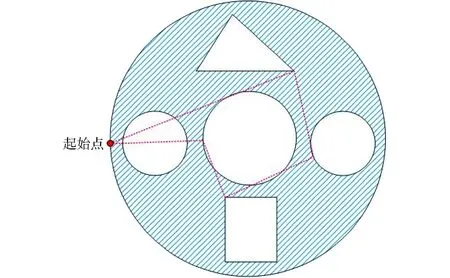
圖16 輪廓路徑規劃圖Fig.16 Contour path planning-graph
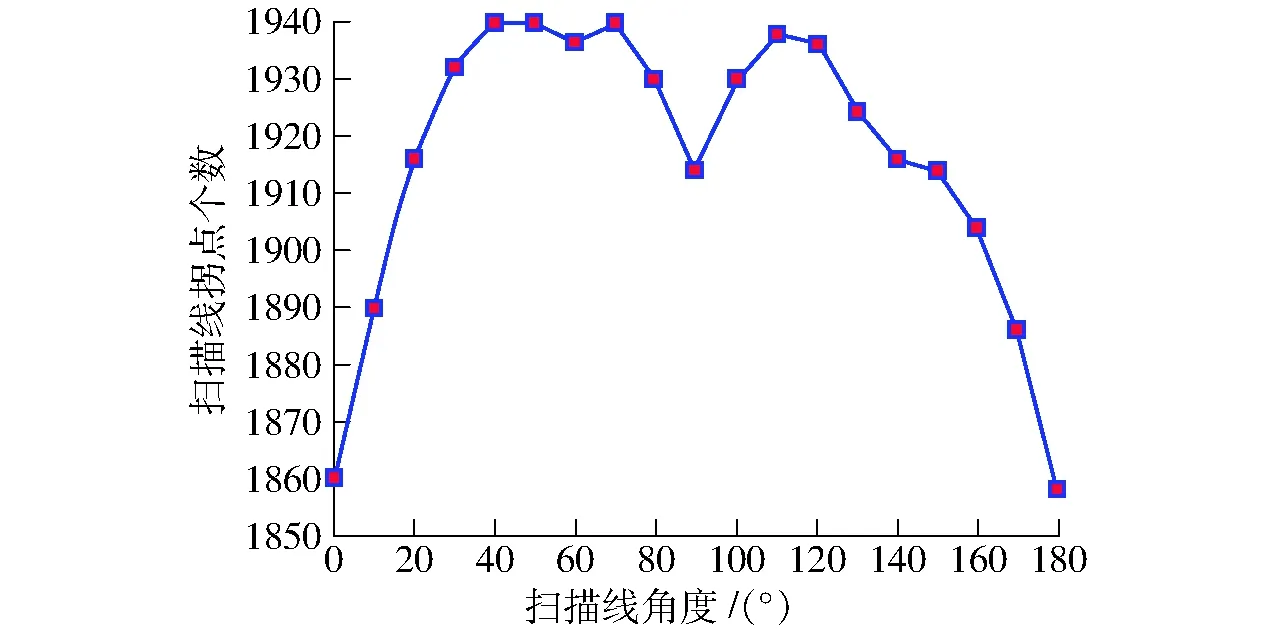
圖17 拐點個數與掃描線角度關系曲線Fig.17 Relationship curve between corner quantity and scanning line angle
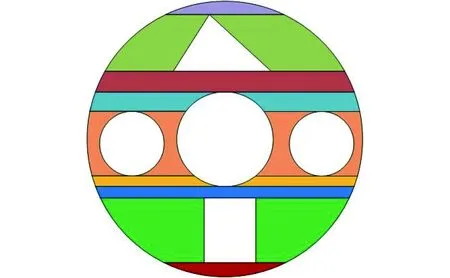
圖18 截面子區域劃分圖Fig.18 Sub-region division of part cross-section
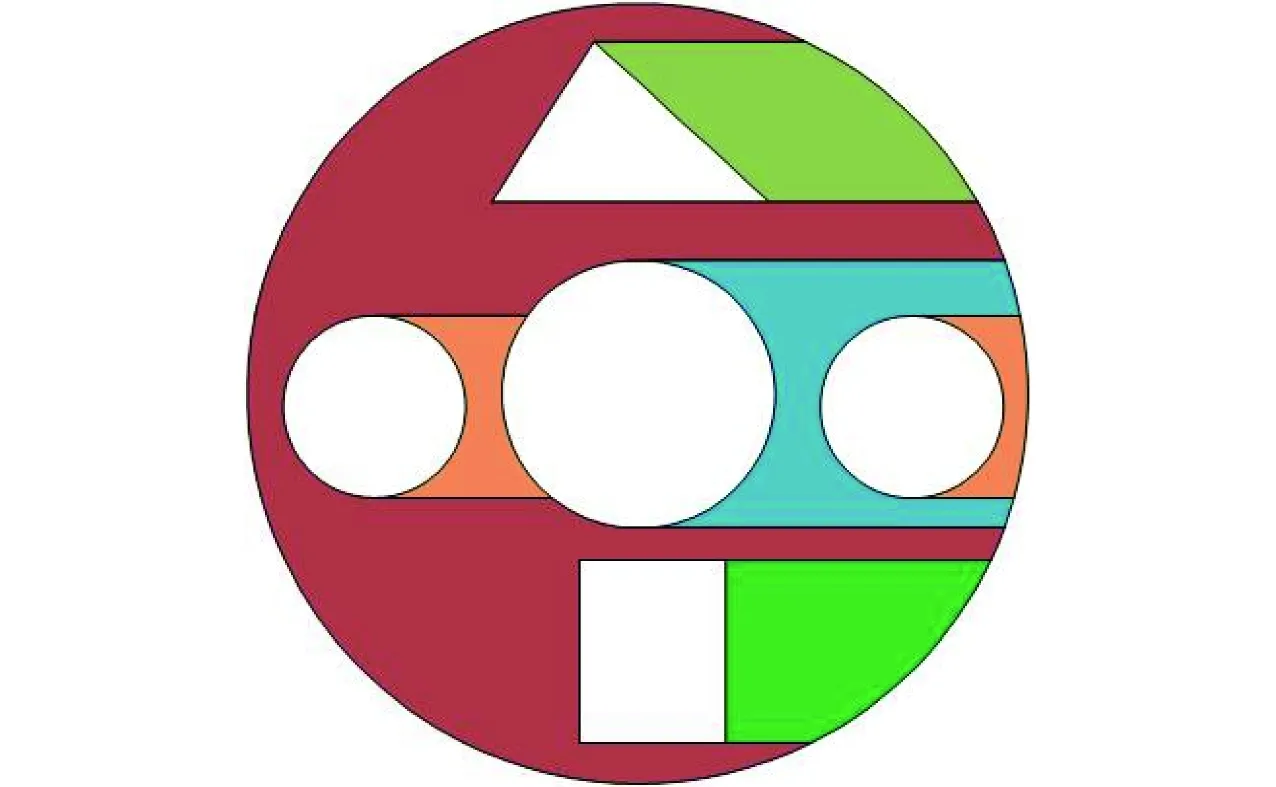
圖19 截面子區域合并圖Fig.19 Sub-region merging of part cross-section
對圖15所示切片截面進行區域劃分,劃分后的區域如圖18所示,共包含16個子區域。按照四點法對劃分后的子區域進行區域合并,合并后的區域如圖19所示,共包含6個區域。按本文所示方法對合并區域的打印次序進行優化,如圖20所示,打印次序按(A1-A2)-(B1-B2)-(C1-C2)-(D1-D2)-(E1-E2)-(F1-F2)進行。
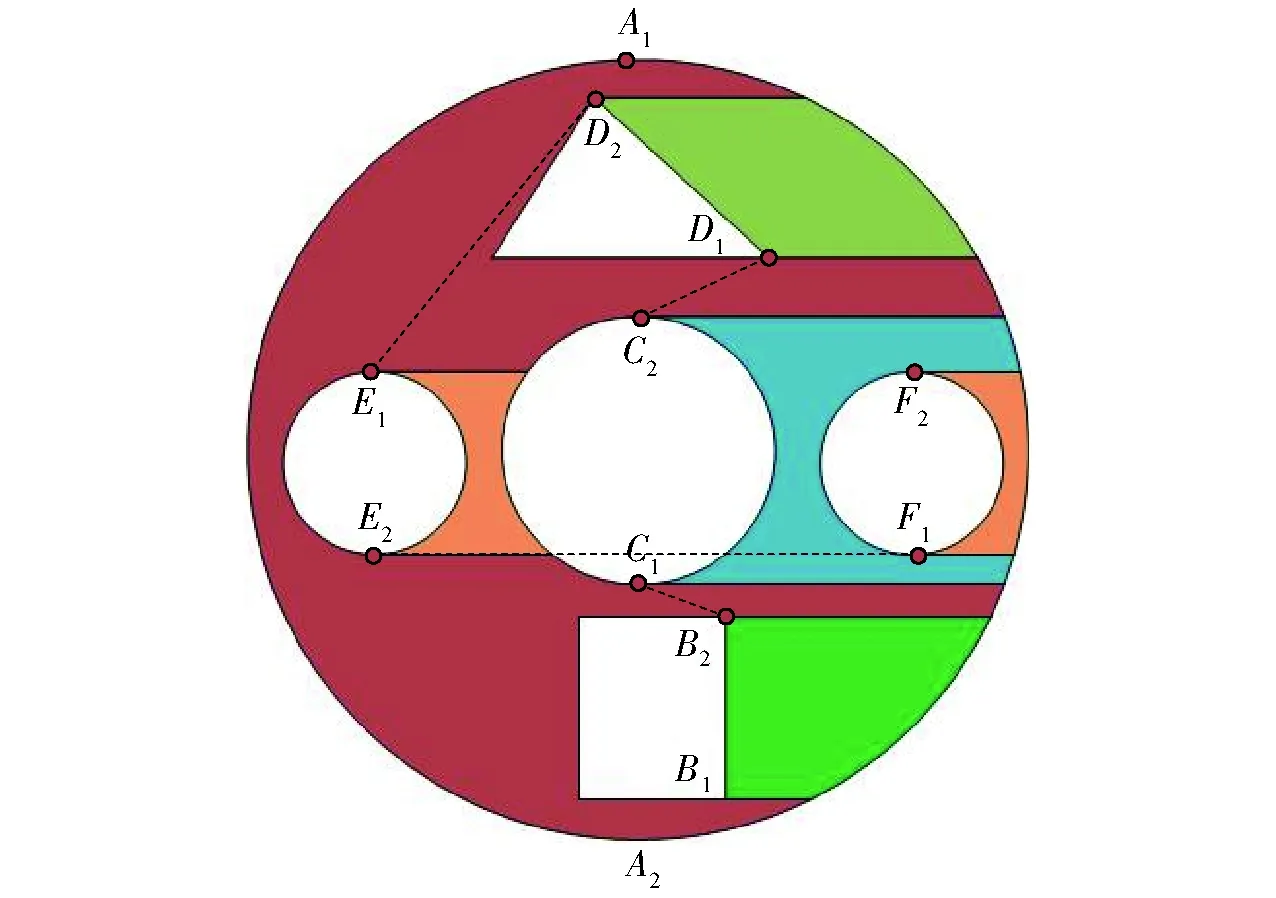
圖20 合并區域打印次序圖Fig.20 Printing order of merging regions
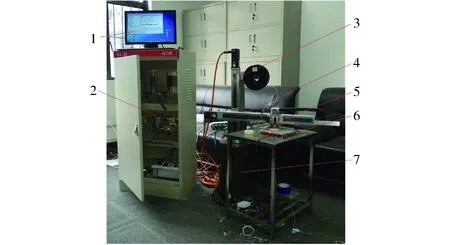
圖21 懸臂式3D打印實驗平臺Fig.21 Cantilever 3D printing robot experiment platform1.人機交互界面 2.控制系統 3.垂直導軌 4.水平導軌 5.擠出機 6.工作臺 7.底座
在圖21所示的懸臂式3D打印實驗平臺上進行實驗,該打印裝置控制系統選用倍福控制器C6920,該控制器采用面向工業4.0的EtherCAT總線,具有較強的實時性能和靈活性,采用Win7操作系統,基于Twincat 2軟件采用NCI控制指令調用控制程序控制各軸聯動實現3D打印功能,按本文提出的路徑優化方法對路徑進行規劃。
對圖1、圖12和圖15所示零件進行打印,打印材料為ABS,噴嘴直徑0.4 mm,零件分層厚度0.2 mm,噴頭打印移動速度是120 mm/s,空程速度是160 mm/s,打印零件如圖22~24所示。
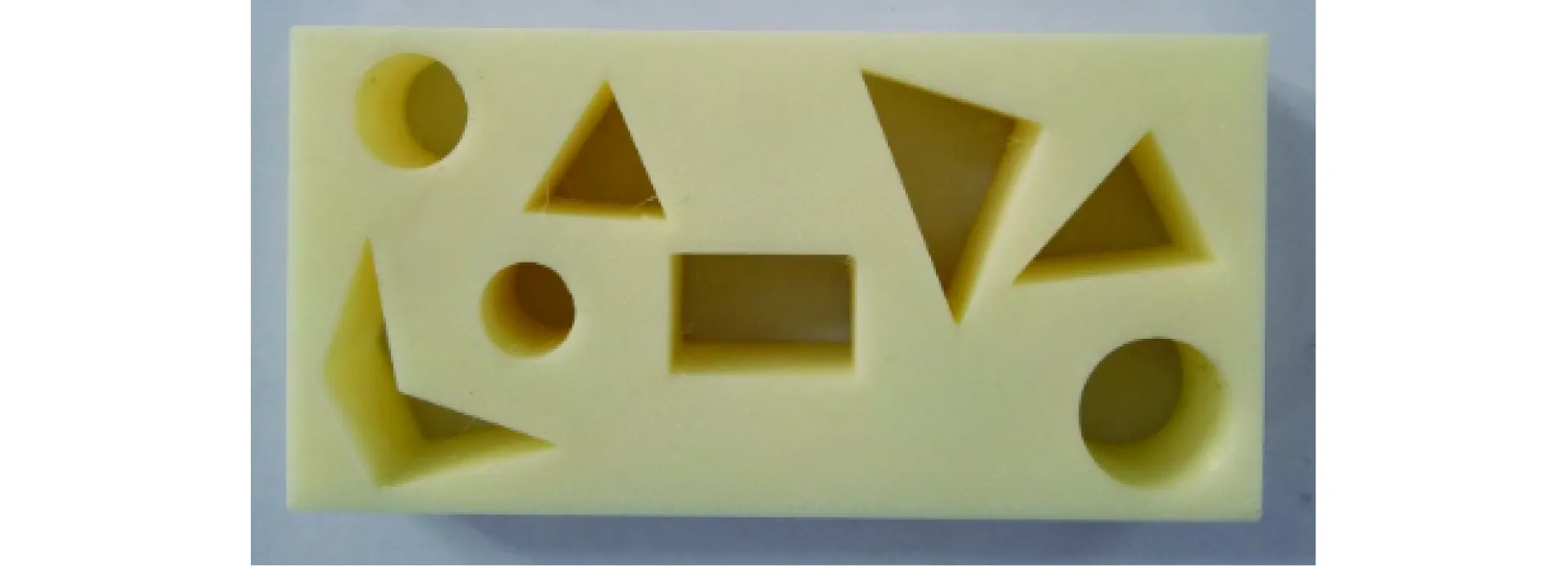
圖22 圖1所示零件打印圖Fig.22 Printing part (as shown in Fig.1)

圖23 圖12所示零件打印圖Fig.23 Printing part (as shown in Fig.12)
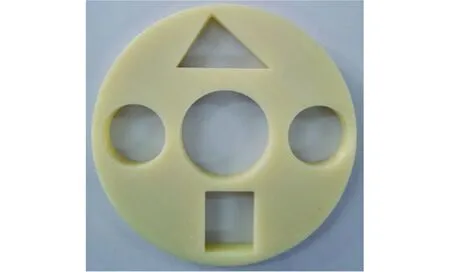
圖24 圖15所示零件打印圖Fig.24 Printing part (as shown in Fig.15)
將本文提出的路徑規劃算法與傳統的zigzag法進行比較,打印時間和輪廓長度情況如表1所示。由表1可以看出,本文提出的路徑規劃算法在打印時間和單層輪廓路徑長度方面比傳統的zigzag法都有所降低,圖1零件打印時間比zigzag法縮短了12.6%,輪廓路徑長度縮短了19.5%,圖12零件打印時間比zigzag法縮短了11.6%,輪廓路徑長度縮短了12.5%,圖15零件打印時間比zigzag法縮短了8.9%,輪廓路徑長度縮短了10.7%,由此可見,打印效率明顯提高。
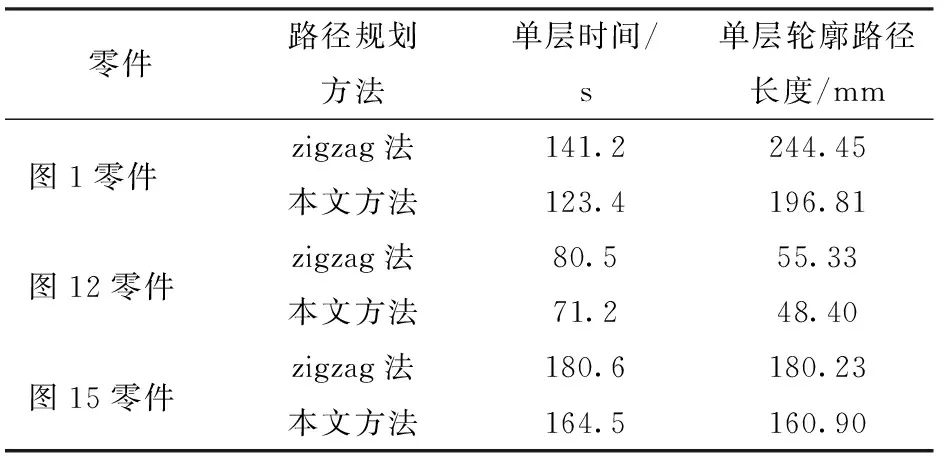
表1 打印時間和輪廓長度比較Tab.1 Comparison between two methods about printing time and contour length
針對3D打印的尺寸精度情況,將本文提出的路徑規劃算法與傳統的zigzag法進行比較,對2種方法打印圖1所示零件的尺寸進行測量,如表2所示。
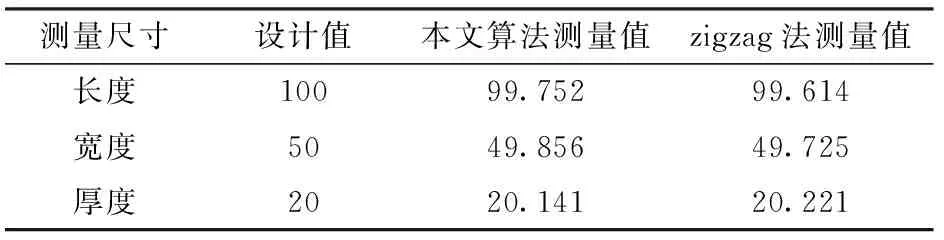
表2 尺寸精度比較Tab.2 Dimension accuracy comparison mm
針對3D打印的表面質量情況,將本文提出的路徑規劃算法與傳統的zigzag法進行比較,對2種方法打印零件(圖1、圖12、圖15)上表面和側面的表面粗糙度進行測量,測量結果如表3所示。
由表2可以看出,按本文方法打印的圖1零件長、寬、高尺寸偏差分別為0.248、0.144、0.141 mm,按傳統的zigzag法打印圖1零件長、寬、高的尺寸偏差分別為0.386、0.275、0.221 mm,可見按本文方法打印的零件尺寸精度有所提升。
由表3可以看出,按傳統的zigzag法打印的零件的上表面粗糙度Ra在18~20 μm之間,輪廓最大高度Rz為235~250 μm;側面粗糙度Ra為10~12 μm,輪廓最大高度Rz在110~130 μm之間。按本文方法打印的零件的上表面粗糙度Ra在13~15 μm之間,輪廓最大高度Rz為200~211 μm;側面粗糙度Ra在6.5~7.0 μm之間,輪廓最大高度Rz在90~100 μm之間。由此可見,采用本文提出的路徑規劃算法和傳統算法相比,打印零件的表面質量有所改善。

表3 表面粗糙度比較Tab.3 Surface roughness comparison μm
需要注意的是,不同的打印條件和環境、不同的打印設備,所測量的尺寸精度和表面粗糙度是不同的,因此,本文所測量的尺寸精度和表面粗糙度是在特定的打印條件下和打印設備上測量的,不具有廣泛的普適性,但是,采用本文提出的路徑規劃算法和傳統算法相比,本文算法在尺寸精度和打印質量的提升是顯而易見的。
5 結論
(1)采用蟻群算法對熔融沉積式3D打印輪廓路徑的打印序列進行優化,尋求最短的輪廓打印路徑,以提高打印效率。
(2)綜合打印效率和加工表面質量等因素,選擇最優的掃描線角度,提出了一種基于四點法的打印區域合并算法,采用臨近法對合并區域的打印次序進行優化,從而改善熔融沉積式3D打印填充效率和質量。
(3)實驗結果表明:本文算法與傳統的zigzag法相比較,3組零件單層的輪廓路徑長度分別縮短了19.5%、12.5%、10.7%,打印時間縮短了12.6%、11.6%、8.9%,提高了打印效率,能夠快速、有效地進行3D打印,無翹曲和變形產生。此外,本文算法與傳統的zigzag法相比較,打印零件的尺寸精度和表面質量都有一定提高。實驗結果驗證了該路徑規劃算法的可行性和有效性。
1楊建軍,張志遠,蘭洪波,等. 基于EHD微尺度3D打印噴射機理與規律研究[J/OL]. 農業機械學報, 2016, 47(6): 401-407.http:∥www.j-csam.org/jcsam/ch/reader/view_abstract.aspx?file_no=20160653&flag=1.DOI:10.6041/j.issn.1000-1298.2016.06.053.
YANG Jianjun, ZHANG Zhiyuan, LAN Hongbo, et al. Jetting mechanism and rules of micro scale 3D printing based on EHD[J/OL]. Transactions of the Chinese Society for Agricultural Machinery, 2016, 47(6):401-407. (in Chinese)
2劉利剛, 徐文鵬, 王偉明, 等. 3D打印中的幾何計算研究進展[J]. 計算機學報, 2015, 38(6): 1243-1267.
LIU Ligang, XU Wenpeng, WANG Weiming, et al. Survey on geometric computing in 3D printing[J]. Chinese Journal of Computers, 2015, 38(6): 1243-1267. (in Chinese)
3ASIABANPOUR B, KHOSHNVIS B. Machine path generation for the SIS process[J]. Robotics and Computer-Integrated Manufacturing, 2004, 20(3): 167-175.
4TARABANIS K A. Path planning in the proteus rapid prototyping system[J]. Rapid Prototyping Journal, 2001, 7(5):241-252.
5YANG Y, LOH H T, FUH J Y H, et al. Equidistant path generation for improving scanning efficiency in layered manufacturing[J]. Rapid Prototyping Journal, 2002, 8(1): 30-37.
6ONUH S O, HON K K B. Application of the Taguchi method and new hatch styles for quality improvement in stereolithography[J]. Journal of Engineering Manufacture, 1998, 212(6):461-472.
7YANG J, BIN H, ZHANG X, et al. Fractal scanning path generation and control system for selective laser sintering(SLS) [J]. International Journal of Machine Tools and Manufacture, 2003, 43(3):293-300.
8CHIU W K, YEUNG Y C, YU K M. Toolpath generation for layer manufacturing of fractal objects[J]. Rapid Prototyping Journal, 2006, 12(4): 214-221.
9ZHAO Haisen, GU Fanglin, JORGE G, et al. Connected fermat spirals for layered fabrication[J]. ACM Transactions on Graphics, 2016, 35(4):100.
10KIM D S. Polygon offsetting using a Voronoi diagram and two stacks[J]. Computer-Aided Design, 1998, 30(14):1069-1076.
11BRANDLEY T, HWAN-SIK Y. Efficient path planning algorithm for additive manufacturing systems[J]. IEEE Transactions on Components, Packaging and Manufacturing Technology,2014, 4(9):1555-1563.
12RAJAN V T, SRINIVASON V, KONSTANTIONS A T. The optimal zigzag direction for filling a two-dimensional region[J]. Rapid Prototyping Journal, 2001, 7(5):231-240.
13卞宏友,楊光,李英,等. 金屬激光沉積成形分組平行掃描路徑生成方法[J].機械工程學報,2013,49(11): 171-176.
BIAN Hongyou, YANG Guang, LI Ying, et al. Grouping parallel scan path generating method of metal laser deposition shaping[J].Journal of Mechanical Engineering, 2013,49(11):171-176.(in Chinese)
14卞宏友,劉偉軍,王天然,等. 激光金屬沉積成形的掃描方式[J].機械工程學報,2006,42(10):171-175.
BIAN Hongyou, LIU Weijun, WANG Tianran, et al. Scanning mode for laser metal deposition shaping[J]. Chinese Journal of Mechanical Engineering, 2006, 42(10): 171-175.(in Chinese)
15HAN Wenbiao, MOHSEN A J, STEPHEN C D, et al. Tool path-based deposition planning in fused deposition processes[J].ASME Journal of Manufacturing Science & Engineering,2002, 124(5):462-272.
16JIN Yuan, HE Yong, FU Jianzhong, et al. Optimization of tool-path generation for material extrusion-based additive manufacturing technology[J].Additive Manufacturing, 2014(4): 32-47.
17史玉升, 鐘慶, 陳學彬, 等. 選擇性激光燒結新型掃描方式的研究及實現[J]. 機械工程學報, 2002, 38(2): 35-39.
SHI Yusheng, ZHONG Qing, CHEN Xuebin, et al. Research and implement of a new kind of scanning mode for selective laser sintering[J].Chinese Journal of Mechanical Engineering, 2002, 38(2):35-39. (in Chinese)
18黃雪梅, 牛宗偉, 董小娟. 快速成型技術中的分區掃描路徑產生算法[J]. 機械設計與研究,2007, 23(1): 80-82.
HUANG Xuemei, NIU Zongwei, DONG Xiaojuan. An algorithm of sub-regional scanning path generation for rapid prototyping manufacturing[J]. Machine Design and Research, 2007, 23(1):80-82. (in Chinese)
19李大偉,戴寧,姜曉通,等. 密度感知的3D打印內部支撐結構輕量化建模[J].計算機輔助設計與圖形學學報, 2016,28(5): 841-848.
LI Dawei, DAI Ning, JIANG Xiaotong, et al. Density aware internal supporting structure light-weighting modeling of 3D printed objects[J]. Journal of Computer-Aided Design & Computer Graphics,2016, 28(5): 841-848.(in Chinese)
20劉建華,楊建國,劉華平,等. 基于勢場蟻群算法的移動機器人全局路徑規劃方法[J/OL]. 農業機械學報,2015, 46(9):18-27.http:∥www.j-csam.org/jcsam/ch/reader/view_abstract.aspx?file_no=20150903&flag=1.DOI: 10.6041/j.issn.1000-1298.2015.09.003.
LIU Jianhua, YANG Jian’guo, LIU Huaping, et al. Robot global path planning based on ant colony optimization with artificial potential field[J/OL]. Transactions of the Chinese Society for Agricultural Machinery, 2015, 46(9):18-27. (in Chinese)
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
領導決策信息(2018年50期)2018-02-22 06:17:16
商周刊(2017年5期)2017-08-22 03:35:26
中國衛生(2016年2期)2016-11-12 13:22:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
中國工程咨詢(2016年4期)2016-02-14 07:28:28
電測與儀表(2015年5期)2015-04-09 11:30:52
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
