
彈簧鋼小方坯成分偏析改善實踐
2018-04-09 12:16:36左龍飛馬建超許正周
上海金屬 2018年1期
周 力 左龍飛 馬建超 許正周
(1.淮鋼特鋼股份有限公司,江蘇淮安 223002;2.江蘇省(沙鋼)鋼鐵研究院,江蘇蘇州 215625)
彈簧鋼廣泛應用于鐵路、汽車等交通運輸領域。因彈簧長期在沖擊、振動及交變應力下使用,要求彈簧鋼有高的力學性能(特別是彈性極限、強度極限、屈強比)、抗彈減性能、抗疲勞性能。但是在彈簧的加工和使用過程中,彈簧發生斷裂時有發生。彈簧鋼芯部力學性能較差是造成彈簧發生斷裂的原因之一,而造成彈簧鋼芯部性能較差的主要原因是化學元素的偏析[1]。冶金工作者針對偏析對彈簧鋼性能的影響開展了研究。張玉權[2]在70Si3MnA彈簧鋼中發現了合金鐵素體,并發現改變熱處理工藝并不能改變合金鐵素體的形態,認為合金鐵素體是彈簧鋼中Si、Mn、P等元素的偏析導致的,合金鐵素體的存在導致彈簧鋼剪切模量和沖擊值降低。黃貞益等[3]研究了連鑄坯偏析在熱軋盤條中的組織遺傳性,發現偏析帶組織為非索氏體,其強度高、塑性差,在軋制過程中易導致微裂紋和孔洞產生。而孟耀青[4]、邢獻強等[5]的研究均表明,彈簧鋼線材的中心偏析將導致其抗拉強度及斷面收縮率降低。總之,軋材偏析將對彈簧鋼的力學性能產生重要影響,而降低連鑄坯偏析是改善軋材偏析的必要途徑。
目前改善連鑄坯偏析的主要方法有低過熱度澆注技術、電磁攪拌技術以及輕壓下技術等。大量研究及生產實踐表明:凝固末端電磁攪拌是改善小方坯中心偏析的最為有效的方法[6- 9]。但為使末端電磁攪拌發揮最佳效果,一般要求末端電磁攪拌位置處固相率fs為0.1~0.2或凝固率為0.7~0.8,因此必須通過調整拉速、比水量、過熱度等連鑄參數滿足上述要求。
國內某鋼廠生產彈簧鋼棒材時頻發顯微組織異常的問題,分析認為是由偏析導致的。為了改善彈簧鋼小方坯的偏析,利用傳熱數學模型、熱酸腐蝕及碳硫分析等方法,研究了拉速、比水量、過熱度及末端電磁攪拌參數等對連鑄坯凝固組織及化學成分偏析的影響,確定了生產彈簧鋼小方坯的最優生產工藝。
1 試驗及分析方法
1.1 工藝參數對鑄坯凝固的影響
建立了凝固傳熱數學模型,并用差分法對數學模型控制方程進行了離散,用交替隱格式法(ADI法)求解差分方程,求解通過C++語言編程實現。給定斷面、鋼種、拉速、比水量分布及過熱度等工藝參數,即可通過計算獲得鑄坯凝固終點、坯殼厚度及表面溫度等信息。
利用傳熱數學模型研究了拉速、比水量、過熱度等工藝參數對鑄坯凝固的影響,結果如圖1所示。由圖1可知,拉速增加0.1 m/min,鑄流凝固終點后移約0.79 m,電磁攪拌位置處凝固坯殼厚度減少約2.6 mm;比水量增加0.1 L/kg,鑄流凝固終點提前約0.42 m,電磁攪拌位置處凝固坯殼厚度增加約1.7 mm;過熱度提高10 ℃,鑄流凝固終點后移約0.27 m,電磁攪拌位置處凝固坯殼厚度減少約1.1 mm。
結合各工藝參數實際可調整范圍情況,各工藝參數對鑄坯凝固影響程度為:拉速>比水量>過熱度。因此,設計優化試驗方案時,首先通過調整拉速及比水量優化電磁攪拌位置處液芯厚度,再研究末端電磁攪拌強度對鑄坯成分偏析的影響。

圖1 拉速(a)、比水量(b)和過熱度(c)對鑄坯凝固的影響Fig.1 Influence of casting speed(a), specific water flow(b), and superheat(c) on solidification of billet
1.2 試驗參數
試驗參數如表1所示,試驗1~4研究了不同拉速及比水量對末端電磁攪拌效果及鑄坯成分偏析的影響,試驗5~8則根據試驗1~4的結果對過熱度、拉速及電磁攪拌參數進行了優化試驗。
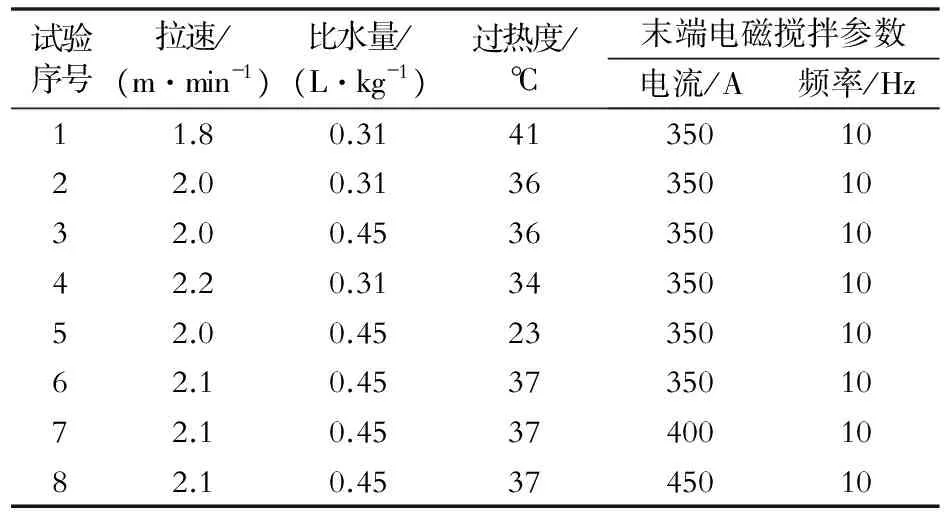
表1 試驗參數Table 1 Parameters of the experiment
1.3 試樣加工及分析方法
隨機選擇2~3流截取長300 mm的鑄坯各1塊,切掉端部長50 mm火焰切割影響區后,如圖2(a)所示截取厚度為15 mm的橫斷面試樣1塊,沿鑄坯中心截取厚度為15 mm的縱斷面低倍樣1塊。低倍試樣經銑平、磨平加工后,利用鹽酸∶水為1∶1的熱酸進行腐蝕,用于觀察鑄坯低倍組織。
觀察完低倍組織后,按照圖2(b)所示沿鑄坯對角線進行鉆屑取樣,中心5個樣品間距為10 mm,其余樣品間距為15 mm。利用LECO SC- 144DR碳硫分析儀分析鋼屑樣碳硫含量,其分析方法為紅外吸收法。利用式(1)計算各位置處偏析度,因碳、硫等元素偏析趨勢一致,本文僅給出碳偏析度。
(1)
式中:Ri為K元素在i位置的偏析度,Ki為i位置的元素的質量分數(%),n為該鑄坯所有鋼屑試樣的個數(文中為15)。
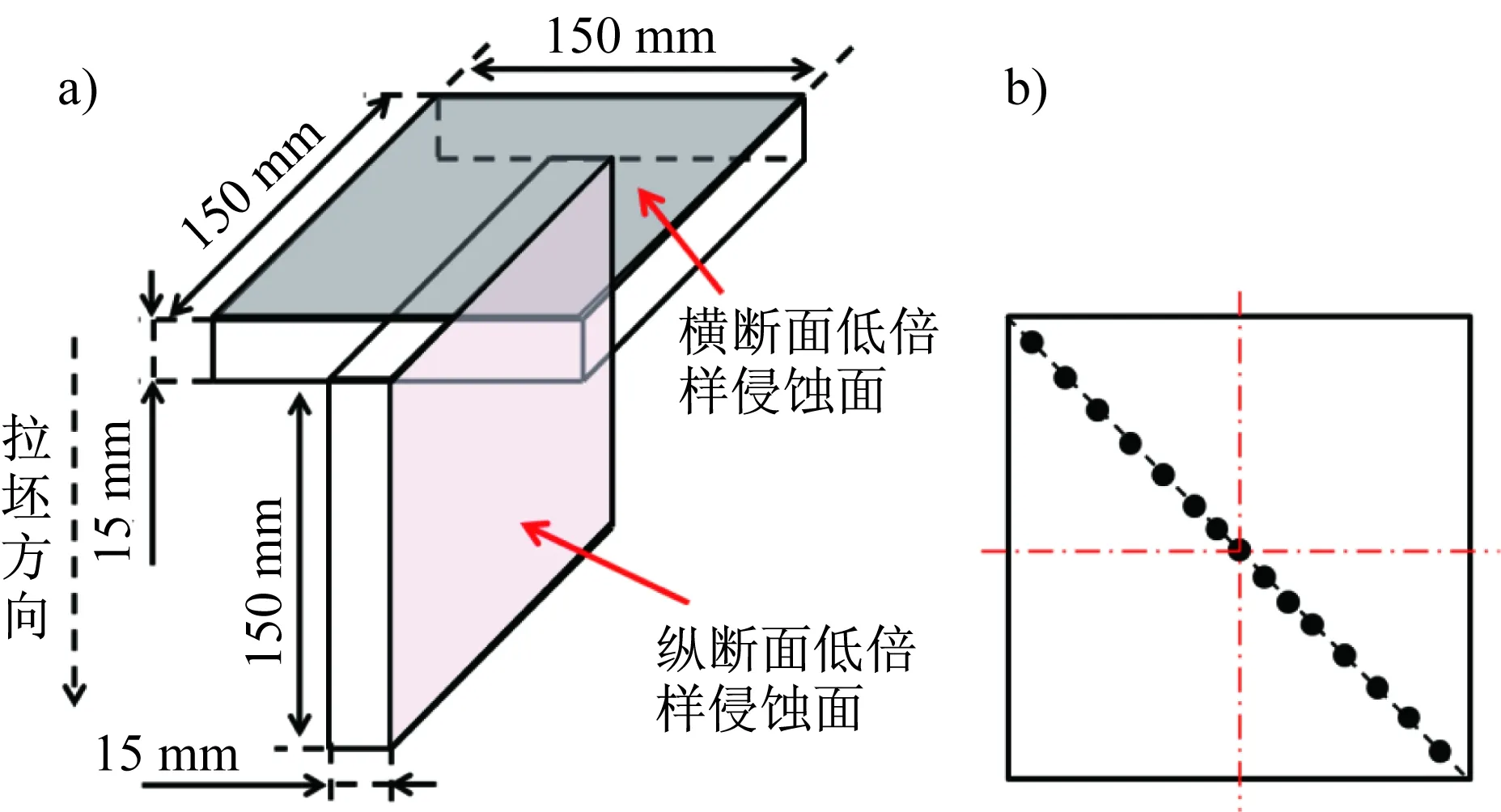
圖2 低倍試樣(a)及鋼屑試樣(b)取樣位置示意圖Fig.2 Schematic diagram of sampling position of macrostructure sample (a) and steel scrap (b) for carbon analysis
2 試驗結果及分析
2.1 鑄坯低倍組織
圖3(a)~3(h)分別為試驗1~8的鑄坯橫斷面低倍組織。可以發現:試驗2及試驗3鑄坯中心縮孔較為嚴重;試驗2及試驗4在鑄坯橫斷面上存在輕微的白亮帶;試驗5鑄坯中心縮孔有所改善,而試驗6~8參數下鑄坯中心縮孔明顯改善。

圖3 鑄坯橫斷面低倍組織Fig.3 Macrographs of cross section in the casting billet
鑄坯縱斷面低倍組織如圖4所示,圖4(a)~4(h)分別對應試驗1~8。觀察鑄坯縱斷面低倍組織,可以發現:鑄坯中心縮孔的情況與鑄坯橫斷面的結論一致,特別是試驗3工藝參數下,鑄坯中心存在連續縮孔,極為嚴重。此外,試驗1、2及4工藝參數下,在鑄坯中均發現了嚴重的V型偏析,而其余工藝參數下,V型偏析相對較輕。
2.2 鑄坯斷面化學成分分布
圖5(a)~5(h)分別為試驗1~8工藝參數下,鑄坯橫斷面上各位置(圖中位置表示距鑄坯中心的垂直距離)處的碳偏析度分布情況,可以發現:試驗1中鑄坯由邊部至距中心約2.0 cm范圍內,碳含量逐漸增加,為負偏析區域,并在鑄坯中心形成了中心正偏析;而試驗2及試驗4中鑄坯均在距中心約3.0 cm附近發生碳含量下降,形成較寬的負偏析區域,中心正偏析度亦相對較高;而試驗3及試驗5~8,鑄坯斷面成分分布相對較為均勻,但相互間存在一定差別,這與各組試驗中工藝參數的差別相關,將在后文做詳細分析。

圖5 鑄坯斷面上各位置偏析度Fig.5 Segregation degree at different positions on the billet cross section
2.3 拉速對鑄坯內部質量的影響
對比分析試驗1、2及4中鑄坯的低倍組織及化學成分分布可以發現:拉速為1.8 m/min時,鑄坯中心縮孔較為輕微,而鑄坯中碳含量沿著柱狀晶生長的方向逐漸增加,僅在鑄坯中心附近形成負偏析區域,其原因是末端電磁攪拌位置處液芯較少,末端電磁攪拌未發生作用,但低拉速有利于凝固末期的補縮,中心縮孔并不嚴重;而拉速為2.0、2.2 m/min時,鑄坯橫斷面上均發現了白亮帶,且拉速為2.2 m/min時白亮帶位置較拉速為2.0 m/min時更為靠外,其原因是拉速為2.2 m/min時液芯厚度更大。
綜上所述,拉速是影響鑄流凝固終點,特別是末端電磁攪拌位置處液芯厚度的最主要的因素,而合適的液芯厚度對于有效發揮末端電磁攪拌作用極為重要。對于本文中鑄機,拉速控制在2.0 m/min左右,有利于末端電磁攪拌發揮良好作用。
2.4 比水量對鑄坯內部質量的影響
比水量對鑄坯內部質量的影響主要體現在兩方面。(1)影響F- EMS位置處液芯厚度,從而改變F- EMS作用效果。對比試驗2與試驗3可知,比水量由0.31 L/kg增加至0.45 L/kg,鑄坯白亮帶消失,且鑄坯中心附近區域的負偏析也得以明顯改善。(2)如圖6所示,比水量由0.31 L/kg增加至0.45 L/kg時,鑄坯距表面40 mm范圍內的碳含量極差由約0.035%降低至0.01%~0.029%。
2.5 過熱度對鑄坯內部質量的影響
試驗3與試驗5中拉速、比水量及末端電磁攪拌參數均相同,僅過熱度存在差別:試驗3過熱度為36 ℃,而試驗5過熱度為23 ℃。對比兩組試驗的低倍組織,顯然,低過熱度澆注可有效改善鑄坯中心縮孔;但過熱度過低時,在該拉速及比水量條件下,F- EMS位置處液芯鋼液黏度進一步增大,不利于末端電磁攪拌發揮作用,鑄坯中心正偏析出現波動,最大值達1.30。
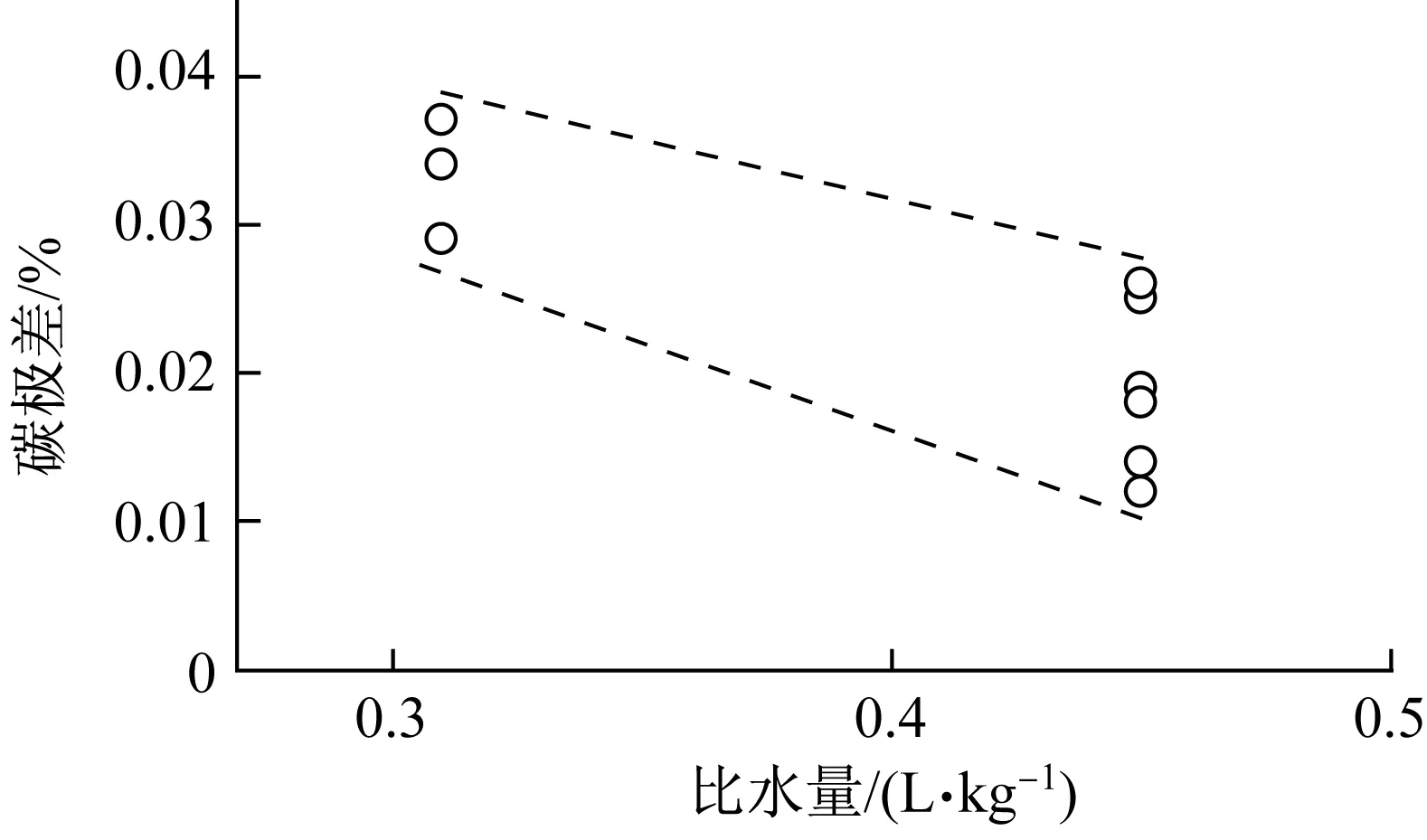
圖6 距表面40 mm范圍內的碳極差Fig.6 Carbon pole difference in area ranging from the surface to depth of 40 mm
2.6 電磁攪拌參數對鑄坯內部質量的影響
基于拉速為2.0 m/min、比水量為0.45 L/kg的工藝參數下,鑄坯中心縮孔嚴重且過熱度變化適應性較差,在拉速為2.1 m/min、比水量保持0.45 L/kg的條件下研究了電磁攪拌參數對鑄坯中心質量的影響。
對比試驗6~8與試驗3中鑄坯的低倍組織可以發現,略微提高拉速、增加電磁攪拌位置處液芯流動性后,鑄坯中心縮孔得以明顯改善。試驗6~8中末端電磁攪拌電流分別為350、400、450 A,觀察不同攪拌電流下鑄坯的斷面成分分布可以發現:當攪拌電流為350 A時,僅在距鑄坯中心0.7 cm位置處發現嚴重負偏析,表明電磁攪拌并未能有效均勻凝固末期液芯成分;而當攪拌電流為400、450 A時,在距鑄坯中心約2.5~3.5 cm的區域,均發生了碳含量略微降低的現象,而鑄坯中心附近負偏析及中心正偏析得以明顯改善,鑄坯斷面成分均勻,表明電磁攪拌有效地發揮了作用。
綜上所述,控制拉速為2.1 m/min、比水量為0.45 L/kg、末端電磁攪拌參數為400 A/10 Hz,可實現鑄坯斷面成分均勻分布、中心正偏析度小于1.15、鑄坯中心縮孔輕微。
3 應用效果
將試驗4與試驗7的連鑄坯分別軋制成φ18 mm彈簧鋼,觀察其熱軋態組織,如圖7所示。可見兩組試驗相應軋材的顯微組織均為珠光體加少量的先共析鐵素體。但對比發現,試驗4條件下得到的熱軋材中心區域組織存在明顯不均勻性,即在中心珠光體組織周圍分布有呈網狀的先共析鐵素體。而試驗7條件下得到的熱軋材中心區域組織均勻性較好,先共析鐵素體呈間斷分布的形貌特點。分析認為,造成彈簧鋼熱軋材中心區域組織不均勻的原因主要是鑄坯中心偏析的組織遺傳性,中心碳及合金元素的正偏析提高了珠光體轉變的相變驅動力,抑制先共析鐵素體的形成,因此在正偏析的位置形成了全珠光體組織,而在貧碳、貧合金元素的負偏析位置形成了先共析鐵素體,偏析越厲害,組織均勻性越差,當負偏析達到一定程度時,先共析鐵素體就會沿原奧氏體晶界形成網狀。改善連鑄坯的偏析程度對改善熱軋材中心區域的組織均勻性,提高材料的性能穩定性起著至關重要的作用。
4 結論

圖7 試驗4(a、b)和試驗7(c、d)條件下熱軋材中心處顯微組織Fig.7 Microstructures at the center of the hot- rolled stock under test No4 (a,b) and test No7 (c,d) conditions
(1)工藝參數對鑄坯凝固終點及坯殼厚度的影響程度為:拉速>比水量>過熱度。
(2)可通過調整拉速、配合調整比水量,控制末端電磁攪拌位置處的液芯厚度,進而有效地發揮末端電磁攪拌的作用。
(3)提高比水量可降低沿柱狀晶方向的碳含量增加量,減少凝固末期液相中溶質元素濃度,降低鑄坯中心偏析。
(4)對于文中鑄機,控制拉速為2.1 m/min、比水量為0.45 L/kg、末端電磁攪拌參數為400 A/10 Hz,可消除鑄坯中的負偏析區域,將中心正偏析度控制在1.15以下,且中心縮孔輕微,軋材中心區域的組織均勻性明顯提高。
[1] 楊武,陶紅標,趙沛,等. 彈簧鋼軋制過程方坯凝固組織及偏析的遺傳性研究[J]. 鋼鐵, 2010,45(9):32- 35.
[2] 張玉權. 硅、錳、磷的偏析對70Si3MnA彈簧鋼性能的影響[J]. 機械工程材料, 1985(3):19- 24.
[3] 黃貞益,陳光,牛亞然,等. 連鑄坯凝固偏析和高強熱軋盤條的組織遺傳性[J]. 鋼鐵研究學報, 2007,19(1):44- 47.
[4] 孟耀青, 鄭永瑞, 李擁軍,等. 熱軋線材中心偏析對油淬回火55SiCrA彈簧鋼力學性能的影響[J]. 特殊鋼, 2015,36(5):64- 66.
[5] 邢獻強, 菅軍偉. 60Si2MnA線材組織偏析對其拉拔性能的影響[C]//全國金屬制品信息網年會暨金屬制品行業技術信息交流會論文集. 無錫:全國金屬制品信息網,2013:245- 249.
[6] 毛斌,張桂芳,李愛武,等. 連續鑄鋼用電磁攪拌的理論與技術[M]. 北京:冶金工業出版社,2012.
[7] 馬建超, 周青峰, 蘇篤星, 等. C70DA鋼小方坯末端電磁攪拌工藝的優化[J]. 煉鋼, 2012, 28(6):15- 18.
[8] 周青峰, 王敏花, 馬建超, 等. SWRH82B小方坯中心偏析的改善[J]. 上海金屬, 2014, 36(1):48- 50.
[9] 桂仲林, 張正林, 王向紅. 高碳硬線鋼小方坯末端電磁攪拌工藝實踐[J]. 上海金屬, 2016, 38(3):48- 52.
