熱軋帶鋼劃傷缺陷原因分析與處理
2018-04-13 01:07:14王龍濤
冶金動力 2018年4期
關鍵詞:設備
王龍濤
前言
熱軋帶鋼表面劃傷是常見的熱軋質量缺陷,主要表現為亮色或暗色線狀缺陷,上、下表都可能產生此缺陷,常以下表居多。目前劃傷的檢測手段主要依靠計算機判檢(表面質量監測儀)結合人工開卷的方式。對于商品材與酸洗板產品,一旦出現劃傷缺陷,一般需進行切除或降級處理,嚴重影響產品兌現與生產成本,經濟損失巨大。如果劃傷漏檢流入下游工序或客戶手中,不但會造成質量異議,更甚者會失去客戶信任,丟失客戶資源,故各熱軋廠都相當重視劃傷缺陷的識別與控制。
1 劃傷類型、位置與原因
帶鋼出現劃傷,是因為帶鋼在軋制過程中上表或下表與機械設備接觸,由于帶鋼溫度高、偏軟,設備溫度低、偏硬,發生機械摩擦時,軟的受損嚴重,造成帶鋼表面出現劃傷缺陷。
根據不同的劃分標準,劃傷缺陷可以分為不同類型。目前主流的劃分標準有3種,分別為表現形式、缺陷位置及產生位置。劃傷按表現形式可分為連續性劃傷與間斷劃傷,按缺陷位置可分為上表劃傷與下表劃傷,按產生位置可分為頭部劃傷、尾部劃傷與通條劃傷。
在生產過程中,能與帶鋼發生機械接觸的設備有精軋機入口導臺、精軋機工作輥、精軋機刮水板、精軋機過渡板、活套、層流輥道、卷取機上夾送輥、卷取機下夾送輥、卷取機溜槽板、助卷輥、卸卷小車托輥等。不同的設備造成的劃傷缺陷位置、形貌都存在差異性,據此可以判斷劃傷缺陷是在哪個設備產生的,以快速確定劃傷位置,縮短排查過程與時間,減少不合格品產生。下面對部分關鍵設備及其產生的劃傷形貌進行說明。
(1)精軋機入口導臺、精軋機刮水板、精軋機過渡板、卷取機溜槽板
在軋制過程中,由于張力作用,帶鋼與精軋機入口導臺、精軋機刮水板、精軋機過渡板、卷取機溜槽板等不接觸,而在帶鋼穿帶與拋鋼過程中,由于張力未建立或消失,會造成帶鋼與以上設備發生直接接觸。若精軋機入口導臺、精軋機刮水板、精軋機過渡板等存在毛刺或過渡狀態不良,存在臺階,加上帶鋼與以上設備直接接觸,會造成帶鋼頭部或尾部出現周期或有規律的線狀劃傷,此類劃傷缺陷一般出現在下表。
(2)精軋機工作輥、活套、層流輥道、卷取機上夾送輥、卷取機下夾送輥
在軋制過程中,精軋機工作輥、活套、層流輥道、卷取機上夾送輥、卷取機下夾送輥若出現卡阻,帶鋼與以上設備的接觸形式會由滾動摩擦變為滑動摩擦,致使帶鋼與設備的接觸面出現相對摩擦,造成帶鋼表面出現劃傷缺陷。此類缺陷通常表現為通條性質的連續性劃傷或間斷性劃傷,上、下表都有可能,以下表為主。
(3)助卷輥、卸卷小車托輥
助卷輥、卸卷小車托輥只會造成帶鋼頭部劃傷與尾部劃傷缺陷,而且與精軋機入口導臺、精軋機刮水板、精軋機過渡板、卷取機溜槽板等設備造成的劃傷不同的是,助卷輥、卸卷小車托輥造成的劃傷只出現在上表。這是因為由于工藝控制需要,助卷輥只在帶鋼頭部建張與尾部使用,在正常卷鋼過程中助卷輥是打開狀態,不與帶鋼不接觸,而且助卷輥只壓靠在帶鋼上表,故只能造成上表劃傷。與之類似,卸卷小車托輥只在鋼卷卸卷時使用,此時鋼卷已經卷取完畢,故卸卷小車托輥只會造成外圈上表1圈劃傷,特征較為明顯。
2 帶鋼頭尾劃傷
2.1 生產工藝流程及劃傷形貌
國內某熱軋生產線,其中加熱爐3座,為步進梁式,定寬壓力機1臺,粗軋四輥可逆軋機2機架(帶立輥),除鱗機2臺,邊部加熱器與飛剪各1臺,精軋7機架(帶小立輥),22段層流冷卻,3臺地下卷取機。生產工藝流程框圖如圖1所示。
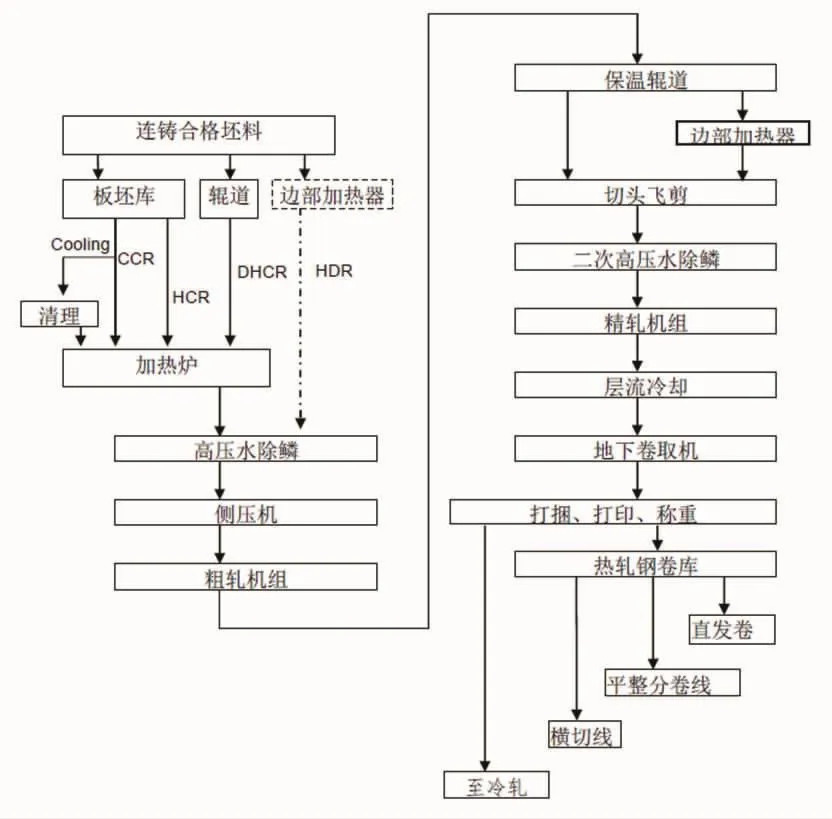
圖1 生產流程框圖
從2013年年末開始,此生產線在生產過程中,發現熱軋帶鋼下表出現批量劃傷缺陷,集中在頭、尾150 m內,表現為黑色線性縱向劃傷,形貌見圖2。
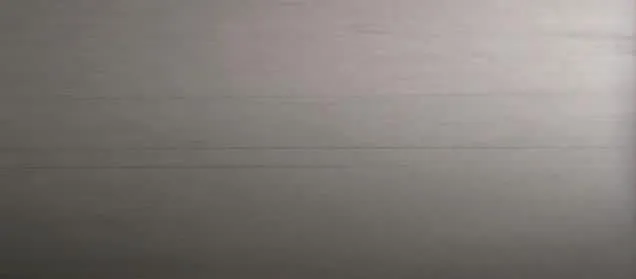
圖2 劃傷缺陷形貌
2.2 原因分析
(1)此缺陷集中在頭部與尾部150 m內,根據其表現形式與出現位置,排除通條劃傷的產生設備,如精軋機工作輥、活套、層流輥道、卷取機上夾送輥、卷取機下夾送輥等。
(2)劃傷出現在下表,上表沒有,排除上表劃傷缺陷的產生設備,如助卷輥、卸卷小車托輥等。
(3)對卷取機數據進行分析,發現各卷取機劃傷卷數接近,比例相似,故劃傷缺陷與卷取機無對應關系,排除卷取機溜槽板產生劃傷的可能性,故劃傷可能由精軋機入口導臺、精軋機刮水板、精軋機過渡板造成。
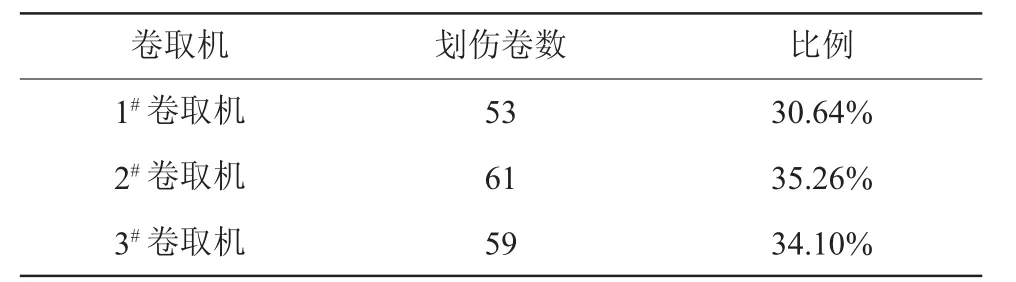
表1 劃傷卷取機分布情況
(4)對精軋入口導臺與與刮水板進行現場檢查確認,并進行跟蹤對比實驗,實驗前、后劃傷改善效果不大,劃傷封鎖率與實驗前相比沒有改善,排除此兩項影響。
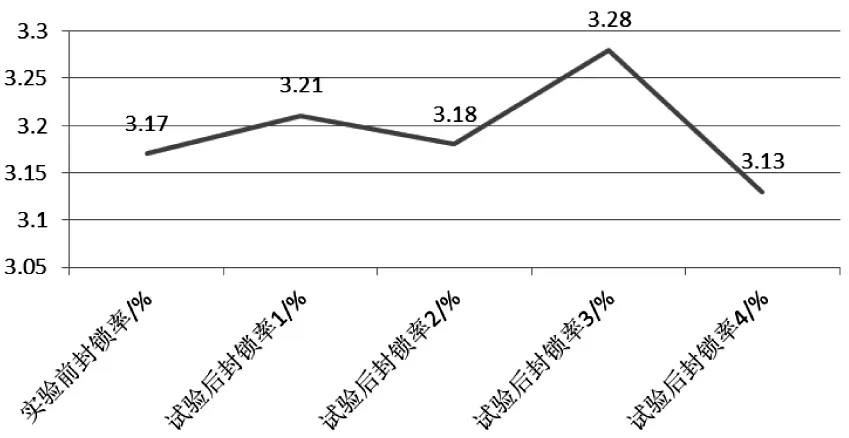
圖3 精軋入口導臺調整實驗
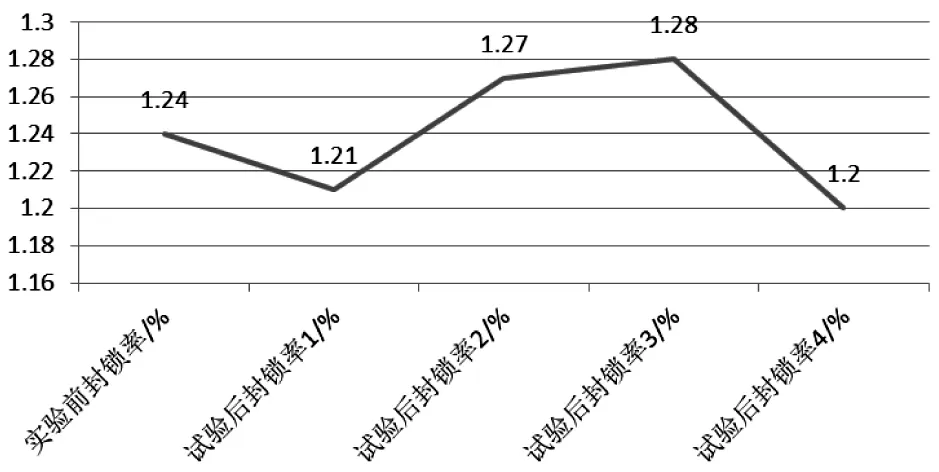
圖4 刮水板調整實驗
(5)對精軋機過渡板進行檢查確認,并進行對比試驗,試驗后頭、尾劃傷與實驗前相比改善明顯,故頭、尾劃傷缺陷與精軋機過渡板存在相關性。
2.3 改進措施
根據現場缺陷形貌,從縱向看,帶鋼劃傷分布在頭部與尾部,從橫向看,帶鋼劃傷主要集中在邊部,當卷取張力建立后消失,規律性較為明顯。頭部與尾部劃傷缺陷產生的主要原因為帶鋼穿帶與拋尾時張力作用效果較差,加上穿帶與拋尾時帶鋼易產生浪形,造成帶鋼與精軋機過渡板接觸,發生機械摩擦,導致劃傷。
根據以上分析原因,為減輕帶鋼穿帶與拋尾時與過渡板的直接接觸,采取了以下措施控制頭部與尾部劃傷。
(1)軋制線標高調整
高的軋制線標高,一方面,獲得良好的頭部形貌,減少頭部與過渡板直接接觸,另一方面,提高帶鋼出軋機后整體軋制高度,減輕下表與過渡板接觸程度。實際生產中若想獲得偏上限控制的軋制線高度,有兩種手段。一是通過修改自動化控制程序,使得程序計算后的軋制線高度偏上限;另一種是通過手動調整現場設備,使得實際生產中軋制線高度偏上限,如可以采取精軋專項配輥策略,階梯板位置調整策略、導臺調整策略等。
(2)頭、尾浪形控制
根據現場劃傷實際情況,若穿帶與拋鋼過程中帶鋼存在雙邊浪或單邊浪等,劃傷缺陷往往集中在存在浪形的位置,故針對頭、尾浪形控制,一方面,要確保設備精度滿足工藝控制需要,綜合考慮設備實際工況與工藝控制要求,如導衛開口度、精軋機剛度等,另一方面,要加強人員技能培訓,提升操作技能水平,減少人為因素對頭、尾浪形的影響,如穿帶調平值預擺方法、拋鋼尾部調平值修正策略等。
(3)精軋機過渡板改造
在穿帶與拋鋼過程中,帶鋼與精軋機過渡板接觸的干擾因素多,控制難度大,因此,要確保帶鋼與精軋機過渡板直接接觸后,最大程度地減少劃傷,可以從兩個方面入手:一是精軋機過渡板之間的過渡關系,包括過渡間隙與過渡階梯高度,兩者需完美配合;二是精軋機過渡板自身的設備狀態,如過渡板倒角、毛刺等,這些項目必須納入日常點、巡檢內,確保設備自身狀態良好。
(4)精軋負荷調整
穿帶與拋尾過程中,尤其是穿帶過程中,為減少劃傷缺陷,對精軋負荷分配進行調整,使得帶鋼頭部出精軋各機架后保持上翹或微翹狀態,減少帶鋼與精軋設備的直接接觸,如通過輥縫補償、力比分配、壓下率分配等手段調整翹、扣頭。
3 結論
(1)通過對劃傷缺陷進行分類,細化,在實際生產應用過程中,據此可以做到快速鎖定劃傷缺陷的發生位置、發生設備,縮短劃傷缺陷排查時間。
(2)帶鋼頭、尾劃傷缺陷主要集中在中部和邊部的150 m之內,當卷取張力建立后消失。缺陷產生的主要原因為帶鋼穿帶與拋尾時存在扣頭與浪形,與精軋過渡板直接接觸,發生機械摩擦,導致劃傷。(3)通過軋制線標高調整、頭、尾浪形控制、精軋機過渡板改造、精軋負荷調整等手段,有效控制了帶鋼頭、尾劃傷缺陷問題,保證了熱軋帶鋼表面質量,提升了企業效益。
[參考文獻]
[1]田建英,董欣欣,唐勤,李志國.熱軋2250 mm軋機帶鋼缺陷類型及產生原因探究[J].冶金設備,2011,4:77-80.
[2]楊文清,李斌.八鋼1750 mm熱軋帶鋼卷取過程中表面劃傷原因分析及處理[J].新疆鋼鐵,2009,2:36-38.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
