HXD2B型機車牽引座加工工藝
2018-04-28 00:35:55中車大同電力機車有限公司山西037038辛成山
金屬加工(冷加工) 2018年4期
■ 中車大同電力機車有限公司 (山西 037038) 辛成山

HXD2B型電力機車的牽引座是機車牽引裝置的重要部件,起著聯接車體與轉向架并傳遞機車牽引力的作用,是關系到電力機車產品運行安全的重要部件之一。因此HXD2B型電力機車牽引座從鑄造到加工、再到裝車都有嚴格的技術標準要求。
牽引座的工藝流程按照先粗后精原則,在熱處理前將大的加工余量去除,為精加工創造條件和保證。熱處理后精加工工序的劃分按照工序分散的原則,在保證牽引座加工精度的前提下,分工序完成牽引座加工,減少工序時間,提高生產效率。由于該工件的裝夾和找正占用的時間較多,所以在工序分散原則的基礎上,充分發揮加工中心的技術優勢,每道工序包含盡可能多的加工內容,盡量簡化工藝流程,減少裝夾次數。各工序設計和制作了專用的加工工裝,通過簡單的找正方法進行工件的找正,縮短輔助時間,保證加工出合格產品。
1. 牽引座圖樣分析
牽引座工件如圖1所示,該工件為大型鑄鋼件,質量達449kg。工件材質為E級鋼,硬度、強度都較高(硬度200~250HBW,σb=700~800MPa)。工件安裝面一端為740mm×740mm方形底面,并帶有440mm×440mm的方形凸臺,與機車車體牽引梁聯接;叉口端一個方向內擋為70mm,另一個方向內擋為142mm,通過牽引桿與轉向架聯接。工件總體高度為861mm,呈四面錐形體。圖樣中包含多個要素,相互關聯尺寸多。該工件的加工要素為:平面、孔、端面凸臺、溝槽和M20普通螺紋等。叉口端70+0.016-0.020mm內擋精度要求較高,要求表面粗糙度值Ra=3.2μm,結構剛性較差,是整個工件加工過程中的難點。綜合分析,該工件在加工時對機床的選擇、刀具的選配以及工序的劃分都有一定的技巧性,同時還要設計專用的加工工裝,方便工件的裝夾,并減少工件結構剛性較差的部位在加工過程中的變形,順利完成工件的加工。
2. 加工工藝分析
牽引座工藝路線安排如下:鑄造毛坯→毛坯劃線→粗加工→熱處理→精加工。
這里著重介紹熱處理后的精加工過程。工件在熱處理前進行了粗加工,去除大的加工余量,各部位給精加工留3mm加工余量。精加工在立式龍門加工中心進行。精加工分為兩道工序:先對牽引座安裝面(440mm×440mm)端進行加工,以加工完的安裝面作為后續加工的基準,從而保證了牽引座叉口與安裝面位置正確,也可以保證叉口底面與安裝面0.1mm的平行度。
(1)加工一工序:如圖2所示,將工件叉口端向下吊放在夾具上,工件放入后調節工件叉口內擋側面與一塊定位方鐵和兩圓柱銷的距離,用塞尺檢查,使左右前后距離相等,以保證后工序叉口部位加工余量均勻。調節四個角處調節支撐及工件四周側面的頂緊螺釘,將工件調平并與夾具前后左右4個找正塊對稱,然后頂緊其他調節支撐。用扳手將壓緊裝置的壓板螺母擰緊,夾緊工件。找正后以夾具中心設定坐標,銑平牽引座安裝面及加工440mm方形凸臺,保證尺寸440-0-0.063mm,鉆20個φ29mm孔,鉆攻2個M20螺紋孔,加工完畢,清理切屑和切削液。
(2)加工二工序:如圖3所示,將工件安裝面向下吊放在夾具上,以安裝面及440-0-0.063mm止口定位,用塞尺檢查牽引座安裝面與夾具定位面的間隙≤0.04mm,擰緊側面頂緊螺釘,使定位的止口面貼靠。擰緊各壓板螺母,夾緊工件。工件叉口外側有四個輔助夾緊螺桿,增加叉口剛性,降低叉口加工過程中的振動,減小叉口加工中的變形量。然后進行工件叉口部位的加工,在加工70+0.016-0.020mm過程中尤為注意,其尺寸公差要求小,表面粗糙度值要求較小,要選擇合適的刀具、進給量及切削量,確保達到70mm尺寸的技術要求。加工完畢,清理切屑和切削液。
(3)鉗工修整工序:鉆床加工完成后,打磨牽引座各加工部位飛邊毛刺,清除表面油污、雜物。并在非加工面上打鋼印標識,發送到下工序進行無損檢測探傷。探傷合格牽引座加工完成。
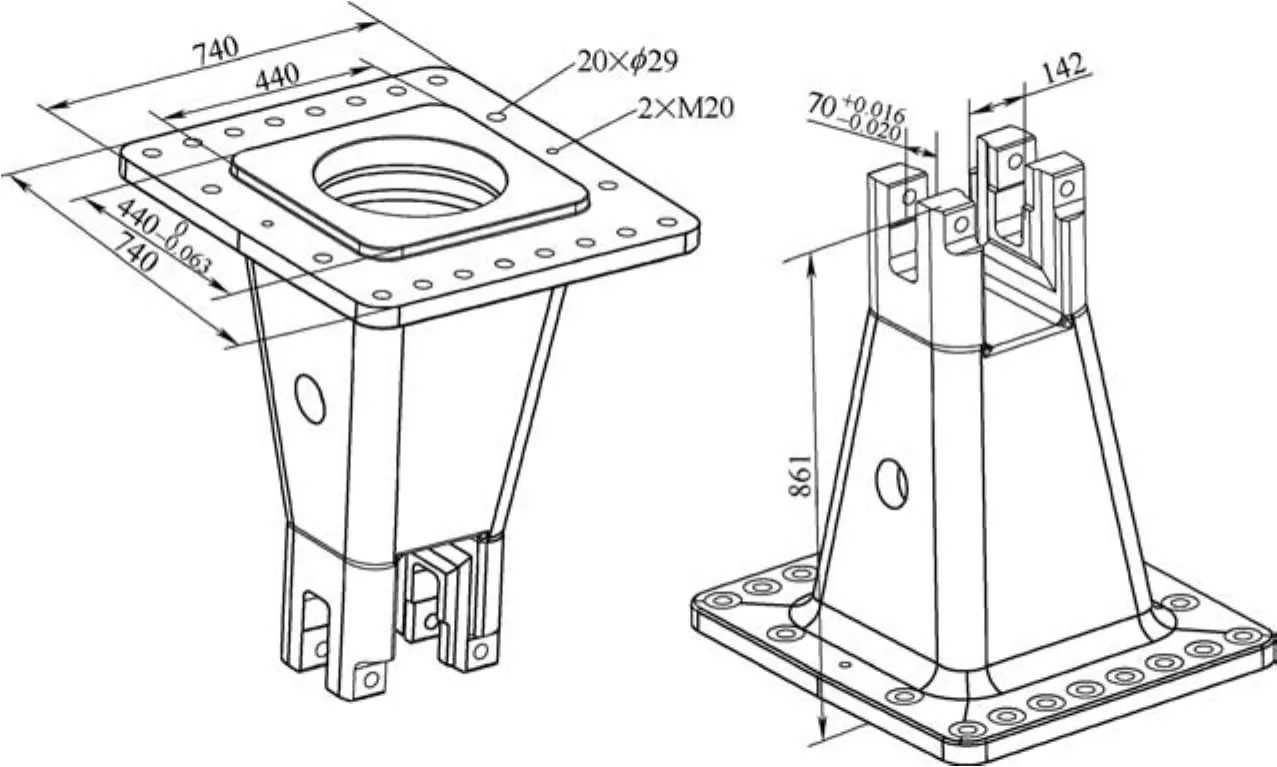
圖1 HXD2B型機車牽引座
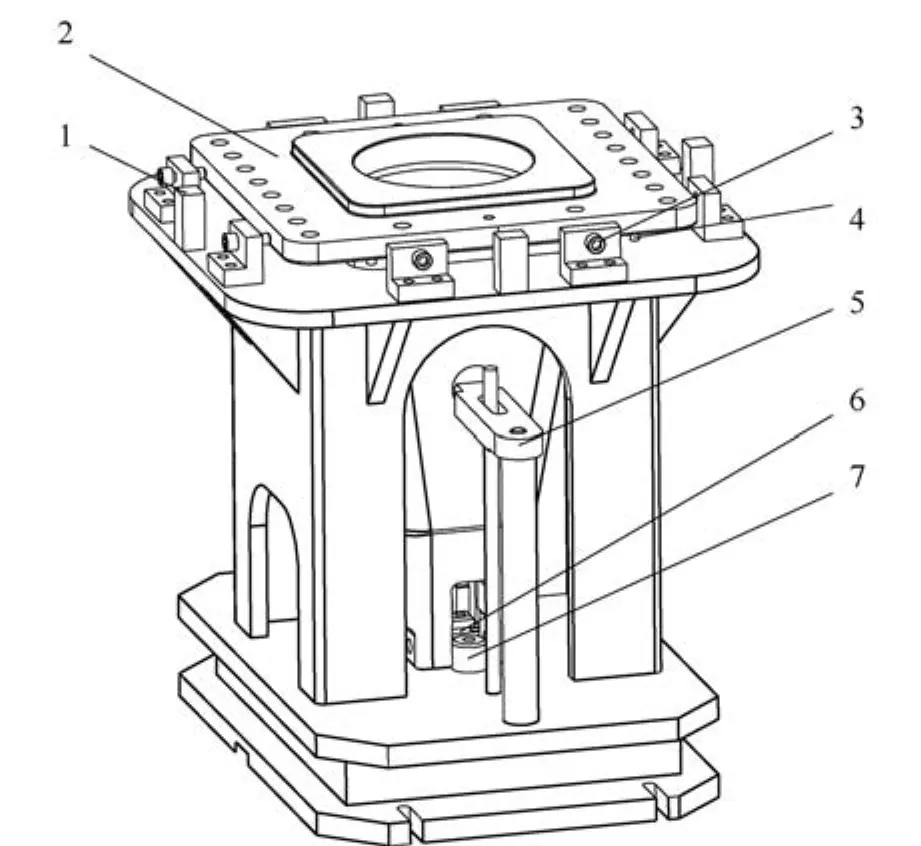
圖2 牽引座加工一工序工件裝夾示意圖
3. 工裝設計和使用
在一工序和二工序加工過程中合理設計使用了專用工裝,保證了牽引座整體的裝夾與定位,使得該工件的加工能夠順利完成。
(1)牽引座加工一工序工裝:如圖4a所示,使用牽引座加工一工序工裝時,首先利用吊裝工具將牽引座叉口向下吊裝于該夾具上,使牽引座的毛坯底面落放在箱體5上端面的調節支撐2上,用塞尺調整工件叉口內側面與定位方鐵7和兩圓柱銷6兩邊間隙均勻。先調節4個角處的調節支撐2,使工件調平并與夾具前后左右4個找正塊1對稱,然后用壓緊裝置4壓緊固定工件;頂緊其余調節支撐2。這樣就可以加工牽引座的上部安裝面。圖4b所示為牽引座加工一工序工裝實物圖。
(2)牽引座加工二工序工裝:牽引座在一工序加工完成后,將工件反轉,使牽引座安裝面向下,工件直立,準備加工牽引座叉口部。如圖5a所示,牽引座加工完的安裝面貼靠在定位墊板6,用塞尺檢查牽引座安裝面與夾具定位面的間隙不大于0.04mm, 擰緊側面頂緊螺釘1,使定位的止口面貼靠。擰緊壓緊裝置2、5的各壓板螺母,夾緊工件。工件叉口外側設計有4個輔助夾緊螺釘4,增加叉口剛性,降低叉口加工過程中的震動,減小叉口加工中的變形量。進行牽引座下部叉口的加工。圖5b所示為牽引座加工二工序工裝實物圖。
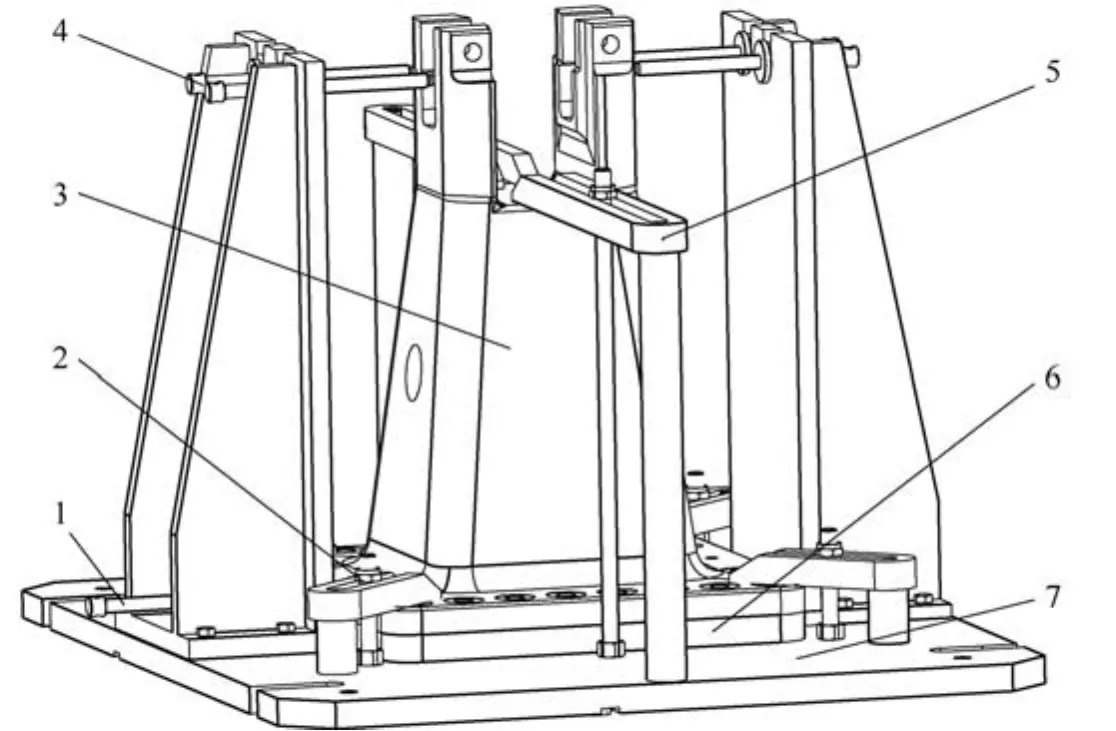
圖3 牽引座加工二工序裝夾示意圖
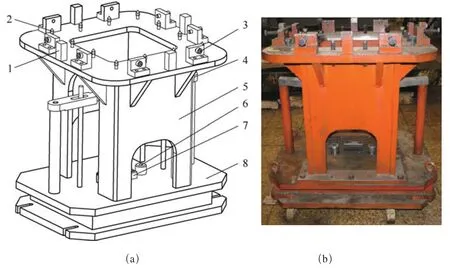
圖4 牽引座加工一工序工裝
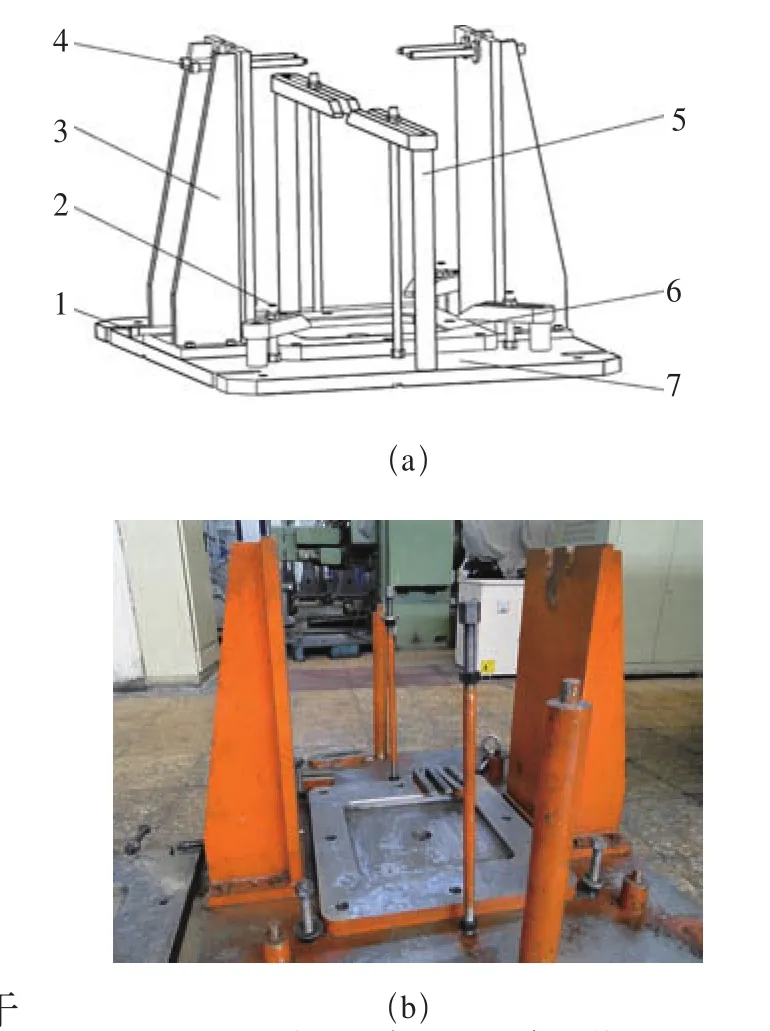
圖5 牽引座加工二工序工裝
4. 結語
通過對牽引座圖樣進行分析后,合理劃分工件的加工工序,能夠在保證完成加工任務的前提下,盡可能地減少加工工序,在關鍵兩道工序上設計了兩套實用的加工專用工裝,提高加工效率和質量,有效控制加工成本。兩套專用加工工裝能夠方便裝夾、找正,減少輔助時間,將牽引座快速、準確地固定在工裝上,便于操作,加工集中化,關鍵部位分別在每一套夾具上完成,提高了生產效率和質量,使牽引座順利形成批量生產,以滿足機車的生產需求。
參考文獻:
[1] 孟少農. 機械加工工藝手冊[M].北京:機械工業出版社,1991.
[2] 蒲良貴.機械設計[M]. 8版. 北京:高等教育出版社,2006.
[3] 王愛玲. 機床數控技術[M]. 北京:高等教育出版社,2006.
