異形防護螺母車加工方法改進
2018-04-28 00:36:05山東創能機械科技有限公司濱州256510霍興勝
金屬加工(冷加工) 2018年4期
■ 山東創能機械科技有限公司 (濱州 256510) 霍興勝

1. 零件結構
防護螺母是我公司橋式鋸機絲杠部件中的一個零件,材料為HT200。其外形及尺寸如圖1所示,由于該機的產銷量大,所以零件加工工序多為中小批量加工。
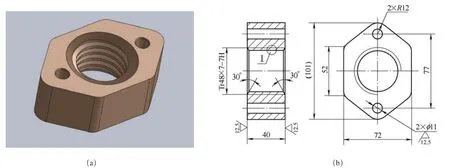
圖1
2. 加工難點
以往對于此件上的Tr48×7-7H梯形內螺紋,一般是在普通臥式車床上采用四爪單動卡盤裝夾加工。加工前毛坯要逐個找正,費工費時。7mm的螺距,使內螺紋在車削時刀具相對工件運動速度較快,而且需要頻繁進退車刀,所以使加工過程變得緊張、繁瑣。稍有不慎還易進錯刀,甚至會發生“撞車”現象,損壞刀具或者使工件報廢,因而對操作者的技術水平有相當高的要求。此外,鉆底孔(φ40mm)過程勞動強度較大,操作者易疲勞,因此對加工效率的提高帶來一定困難。
3. 工藝改進
針對上述問題,筆者在實際加工中利用德州產CKD6140經濟型數控車床,發揮數控加工的優勢,配合自制工裝進行車削,實現了加工過程的自動化,取得了理想的效果,具體改進方式如下:
(1)用加墊塊的方法使用三爪自定心卡盤替代四爪單動卡盤裝夾,簡化了找正過程,節約了裝夾時間。墊片厚度的計算方法可用CAD繪圖法,測量出理論數值后,再在實際裝夾中進行驗證調整。需要注意的是未加墊片的兩爪,夾緊位置應處于工件毛坯棱邊邊線的中點位置(見圖2)。采用目測法校對裝夾后,鉆孔位置誤差一般能控制在1mm左右。
(2)鉆頭磨成“群鉆”樣式,可大大縮小走刀路線長度,節約鉆削加工時間。從圖3不難看出兩種鉆頭鉆心的高度差別明顯。
由于工件鉆通前、后(見圖4)鉆頭的走刀路線總長度是包含兩個鉆心高度的,所以說兩種鉆頭的走刀路線差值,實際上是兩者鉆心高度差的兩倍,而不是兩者鉆心高度之差。對于批量加工來說,走刀路線的縮短就意味著工作效率的提高。
(3)用專用鉆孔工裝(見圖5)替代人工用尾座鉆孔,完全實現了自動切削,使勞動強度降到最低。
該工裝的使用方法為:將一坯料裝夾在卡盤上,用車床尾座鉆出φ40mm的孔,然后把圖5中的工裝體像裝夾車刀一樣裝夾在刀臺上。鉆頭找正時,要先把鉆頭穿過事先鉆好的孔內,再去調正工裝體,最終使孔、鉆頭、鉆套和工裝體內孔統一在同一軸線上。
需要說明的是,鉆套的外圓是圓柱面,與工裝體的內孔是過渡配合(可用標準鉆套改裝成形,這樣設計的目的是重磨鉆頭時,換裝極為方便,只需拆下定位螺釘,便可抽出鉆頭和鉆套來)。而工裝體的制作,是先加工出除內孔和銷孔的其他位置后,最后鏜孔。
為使內孔處于理想位置,最好采用配作的方法加工:①把工裝體安放在刀臺的壓刀位置上,調正、壓緊。②把鉆頭裝夾在車床的三爪自定心卡盤上,預留1~2mm精加工量,移動大拖板進給,鉆出底孔。③卸下鉆頭,換上鏜孔刀,仍舊裝夾在車床的卡盤上,用同樣的方法精鏜出內孔。并做出位置標記,以便在下次使用時,工裝的位置仍然同制作時的位置相吻合。

圖2
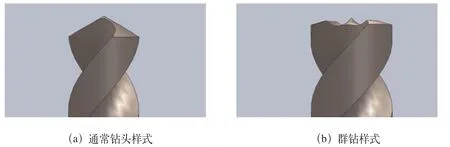
圖3
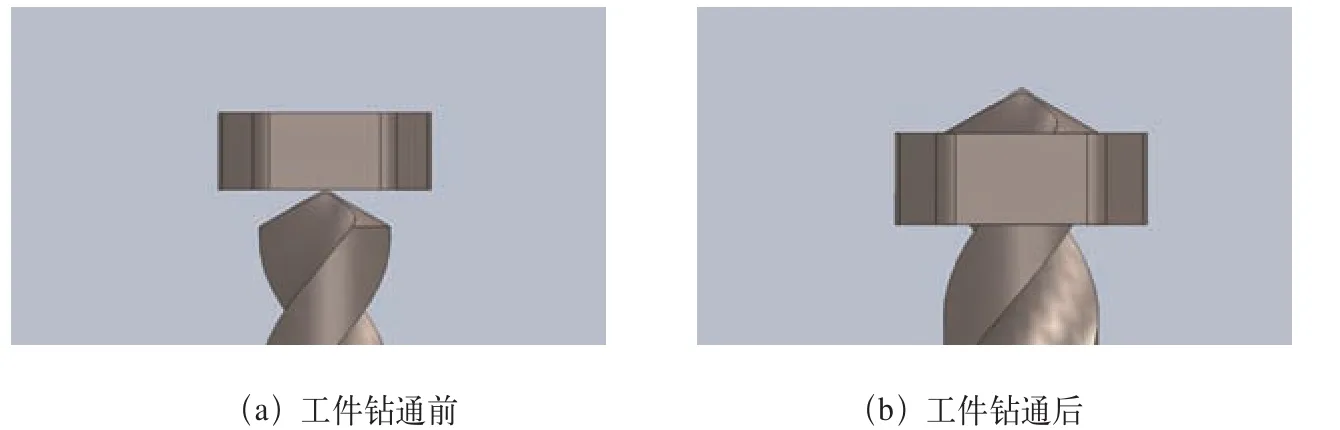
圖4
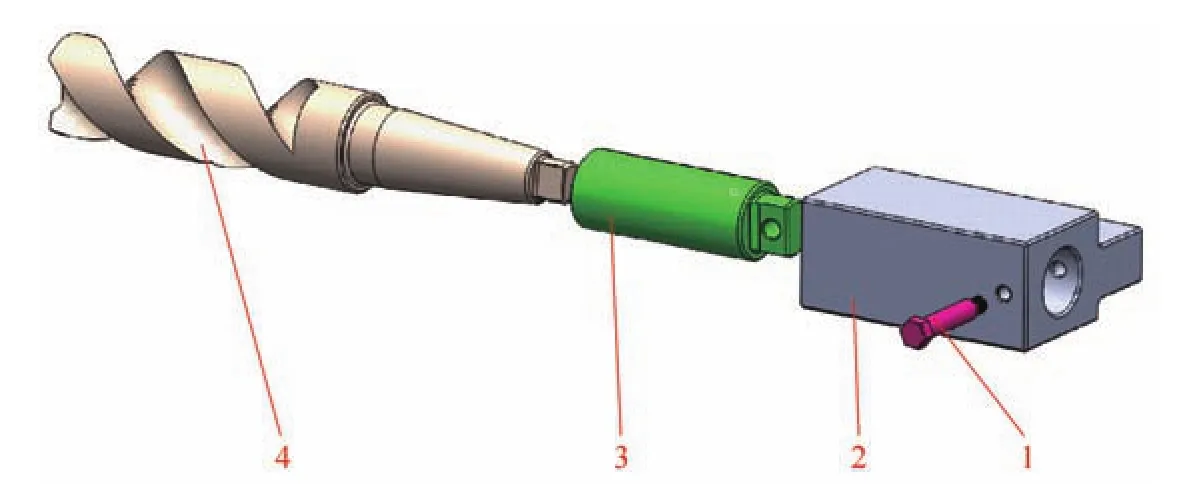
圖5
4. 結語
該加工方法已經過多年的實踐驗證,是一種實用性很強的典型范例,為此類工件的加工展示了一種新思路。
參考文獻:
[1] 霍興勝. 車床自動進給鉆孔工裝[J]. 機械工人(冷加工),2005(9):44-45.
[2] 胡農,劉繼福,邱言龍. 車工技師手冊[M]. 北京:機械工業出版社,1997.
