滾壓工藝在哥林柱加工中的應(yīng)用
2018-04-28 00:36:01寧波海天塑機(jī)集團(tuán)有限公司浙江315821吳利明
金屬加工(冷加工) 2018年4期
■ 寧波海天塑機(jī)集團(tuán)有限公司 (浙江 315821) 吳利明 阮 凱
哥林柱是注塑機(jī)中非常重要的零件,其作用就是平衡模板滑動(dòng)、承受鎖模帶來(lái)的張力。雖其外形較為簡(jiǎn)單,但要求有較高的加工精度和表面質(zhì)量。注塑機(jī)哥林柱斷裂的主要原因有:疲勞破壞、過(guò)載拉斷和復(fù)合應(yīng)變所導(dǎo)致的拉斷等。研究表明,提高螺紋部位、退刀槽及卸荷槽部位的表面質(zhì)量,對(duì)提高哥林柱的抗疲勞、抗復(fù)合應(yīng)變能力有著重要的意義,可以大大減少哥林柱的意外斷裂。哥林柱的退刀槽、卸荷槽部位加工要求較高,要求表面粗糙度值Ra=0.4~0.8μm。
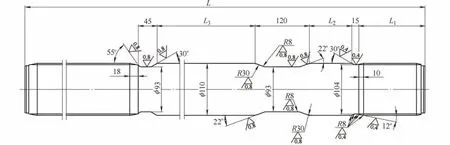
圖1 哥林柱圖樣主要尺寸
1. 加工工藝選擇
圖1所示為哥林柱圖樣主要尺寸。退刀槽、卸荷槽加工工藝為:毛坯粗車(chē)后調(diào)質(zhì),再上CNC車(chē)床按NC程序進(jìn)行半精車(chē)、精車(chē)至表面粗糙度值Ra=1.0~1.6μm。因加工部位外形比較特殊,一般普通外圓磨床無(wú)法進(jìn)行磨削。如采用CNC外圓磨勢(shì)必增加設(shè)備成本,且效率不高;如采用傳統(tǒng)拋光工藝會(huì)造成工作環(huán)境差、勞動(dòng)強(qiáng)度高,且效率低。為了滿(mǎn)足圖樣要求,降低加工成本,特設(shè)計(jì)了專(zhuān)用滾輪滾壓工具,在數(shù)控平臺(tái)上采用表面冷滾壓加工工藝。
2. 滾輪滾壓工作原理
滾輪滾壓加工是一種無(wú)切屑?jí)毫庹庸ぁMㄟ^(guò)帶滾輪的滾壓工具向工件表面施加一定壓力,在常溫下使工件表層金屬產(chǎn)生塑性流動(dòng),使工件表面的微觀不平度輾平,從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性等目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的。
3. 滾壓頭工裝
滾輪滾壓工具也叫滾壓頭。滾壓頭的壓力傳遞方式有:機(jī)械式的(剛性的)、液壓的和彈簧的。這里我們?cè)O(shè)計(jì)了結(jié)構(gòu)相對(duì)簡(jiǎn)單的彈簧的滾壓頭。滾壓頭工裝如圖2所示。
該工具可直接安裝在車(chē)床四方刀架(或數(shù)控轉(zhuǎn)塔刀架)上,如圖3所示。裝卸和調(diào)節(jié)都很方便,也不妨礙刀架上其他刀具的裝夾和使用。
滾輪通過(guò)耐磨軸套安裝在軸銷(xiāo)上,軸銷(xiāo)一端螺釘固定。通過(guò)調(diào)節(jié)一端的螺釘,可以調(diào)整滾輪側(cè)面與滾輪座的間隙,以適應(yīng)工件斜面、圓弧面的加工。滾輪座與刀體通過(guò)聯(lián)接體及壓縮彈簧過(guò)渡聯(lián)接。通過(guò)調(diào)節(jié)預(yù)緊螺母來(lái)控制彈簧的壓縮量,從而來(lái)調(diào)整彈簧預(yù)壓緊力。
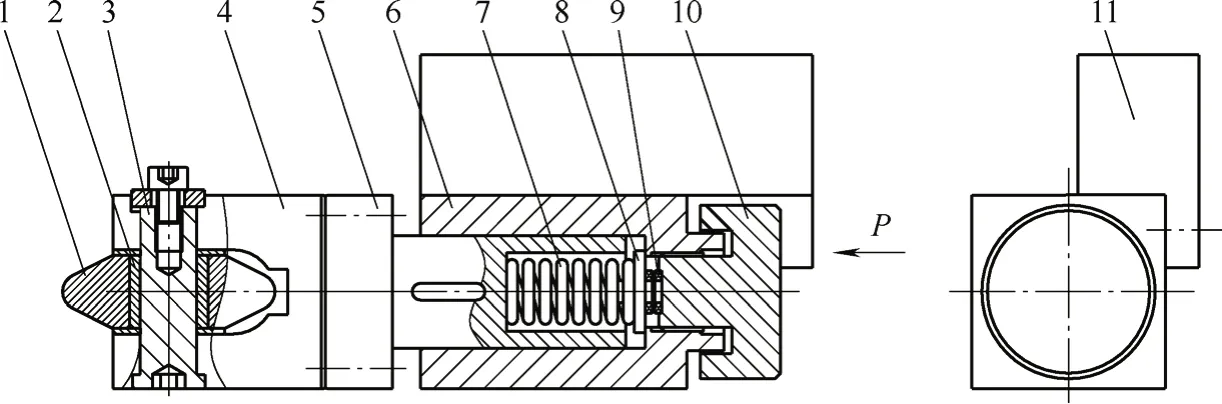
圖2 滾輪滾壓頭示意圖
4. 加工原理
CNC車(chē)床三爪自定心卡盤(pán)夾緊工件一端,另一端用頂尖頂住,中間外圓(靠近缷荷槽部位)由中心架輔助支撐。開(kāi)動(dòng)機(jī)床,工件旋轉(zhuǎn),先按NC程序粗、精車(chē)?yán)嫼刹邸⑼说恫壑帘砻娲植诙戎礡a=1.0~1.6μm。刀塔更換滾壓刀,通過(guò)NC程序來(lái)控制滾壓刀與工件之間的滾壓變形量(滾輪壓縮量范圍為0.02~0.10mm),工件旋轉(zhuǎn)帶動(dòng)滾輪轉(zhuǎn)動(dòng),滾輪沿精車(chē)軌跡進(jìn)給開(kāi)始加工。由于滾輪滾壓進(jìn)給軌跡與精車(chē)軌跡由相同NC程序控制,并且滾壓過(guò)程與零件精加工在CNC機(jī)床上一次裝夾完成,理論上消除了工件重復(fù)定位誤差,保證了曲線輪廓一致性。

圖3 滾壓頭安裝圖
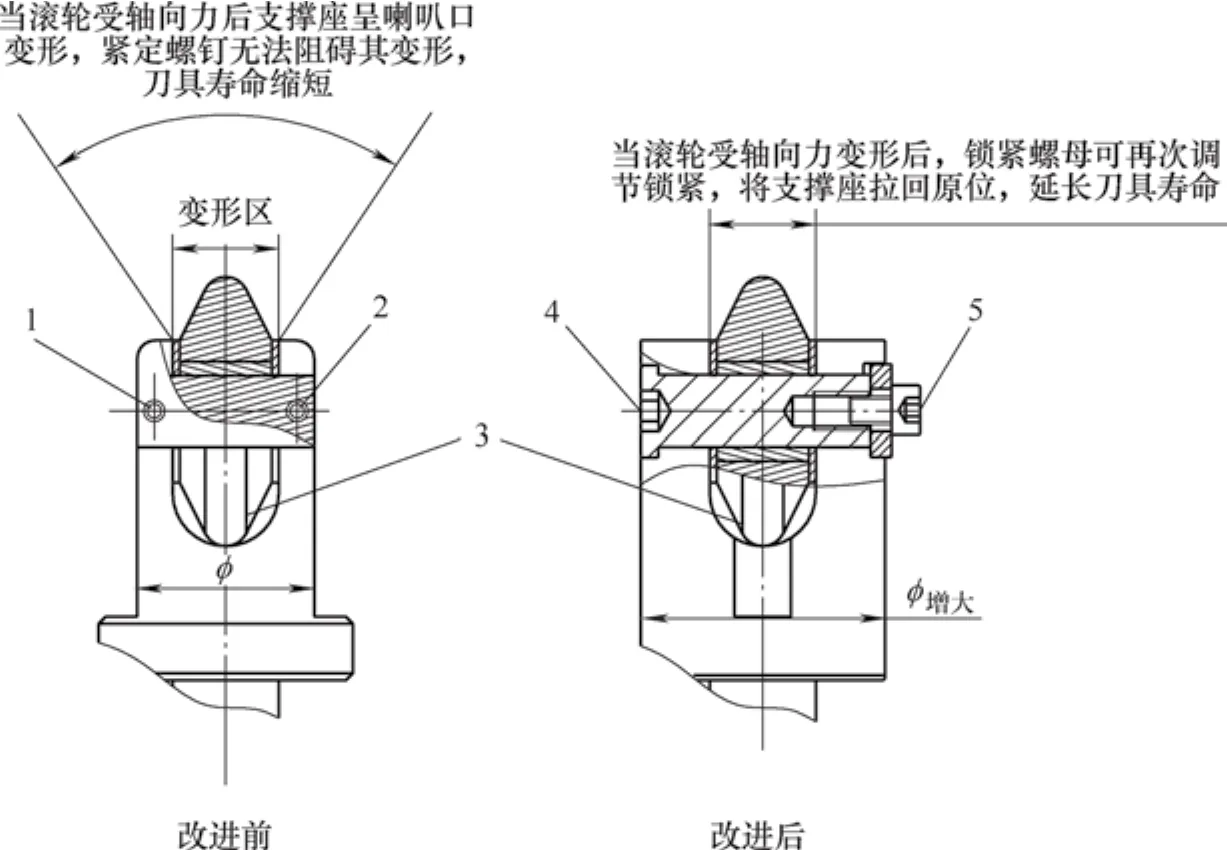
圖4 滾壓頭改進(jìn)前后對(duì)比
5. 斜面及圓弧面滾壓?jiǎn)栴}及解決
原標(biāo)準(zhǔn)滾壓頭加工數(shù)10件哥林柱后,哥林柱斜面、圓弧面被滾壓部位出現(xiàn)明顯滾壓痕跡(類(lèi)似振紋),影響表面粗糙度及外觀。經(jīng)觀察分析,出現(xiàn)滾壓痕跡系滾輪軸向間隙增大引起。滾輪滾壓斜面和R部位時(shí),由于滾輪與工件接觸點(diǎn)的變化,徑向滾壓力分解成的軸向分力和徑向分力也在發(fā)生變化。由于交變軸向力的存在,直接影響并導(dǎo)致滾輪的軸向間隙增大。為此滾壓刀做如下改進(jìn):①滾輪軸向間隙由固定式改為間隙調(diào)整式。②加粗刀體,提高強(qiáng)度,以適應(yīng)斜面、圓弧面加工。
通過(guò)結(jié)構(gòu)改進(jìn),滾壓頭適應(yīng)了斜面、圓弧部位的加工,通過(guò)觀察零件的表面質(zhì)量情況,定期調(diào)整刀具軸向間隙,完全能滿(mǎn)足零件大批量生產(chǎn)要求。
滾壓頭改進(jìn)前后對(duì)比如圖4所示。
6. 結(jié)語(yǔ)
通過(guò)對(duì)哥林柱退刀槽、卸荷槽部位的滾壓試驗(yàn),達(dá)到了預(yù)期的效果。通過(guò)合理設(shè)計(jì)滾輪結(jié)構(gòu),解決了滾輪滾壓在斜面、圓弧部位加工中出現(xiàn)的問(wèn)題,實(shí)現(xiàn)了批量生產(chǎn),在公司內(nèi)部產(chǎn)生了良好的反應(yīng)。
參考文獻(xiàn):
[1] 趙如福. 金屬機(jī)械加工工藝人員手冊(cè)[M]. 上海:上海科學(xué)技術(shù)出版社,2006.
