基于超聲檢測的表面開口裂紋測深試驗對比研究*
2018-05-05 08:38:44胡華勝
機電工程技術 2018年4期
郭 晉,胡華勝
0 前言
裂紋是一種危險性缺陷,它不僅嚴重地削弱了工件的承載能力和抗腐蝕能力,還因裂紋末端呈尖銷狀缺口,易導致應力集中,成為各種斷裂的源頭。根據斷裂力學相關理論,應力強度因子是決定裂紋是否擴展的重要因素,其取值與載荷、裂紋尺寸(長度、深度)有關,在裂紋最深處有最大值,當裂紋的深度超過其允許臨界尺寸時,裂紋發生失穩擴展造成破壞。因此,裂紋深度是含缺陷設備安全評估計算的重要參數[1]。
相關研究表明,在相同拉應力下,工件中的埋藏型裂紋比表面型裂紋允許的尺寸要大,因而表面開口裂紋更具危險性,在實際檢測中常見于工件幾何、結構和載荷不連續處,如焊縫熔合線、熱影響區等部位,應用滲透和磁粉檢測方法能夠有效發現表面裂紋并測量其長度,但對其深度測量難度較大。目前,超聲檢測技術是對裂紋深度進行定量測量的重要技術手段,包括基于常規超聲的端點衍射法、爬波檢測法等等,近年來隨著計算機技術和信號處理技術的發展,衍射時差法、相控陣檢測技術等新型超聲成像檢測技術應用不斷成熟,具有檢測精度高、檢測結果直觀等優點。本文通過試驗分析,對比研究上述幾種超聲檢測技術對表面開口裂紋深度測量的精度和可靠性。
1 表面開口裂紋超聲測深方法
超聲檢測技術是一種主動檢測技術,它利用材料聲阻抗的不同,聲波在通過不同材料時會發生反射、折射以及衍射等不同形式的能量損耗,通過檢測回波信號的能量損耗情況即可得到缺陷的細節信息,其實質是缺陷和檢測聲場之間相互作用的描述與表征[2]。本文采用以下4種超聲檢測方法進行裂紋測深試驗研究。
(1)端點衍射法
超聲波在均勻的介質中傳播,如遇到裂紋等缺陷尖端時,根據菲涅爾—惠更斯原理當裂紋尖端的尺度與所用超聲波的波長可相比擬時,將在裂紋的邊緣激發衍射波,該現象延遲了超聲波到達接收探頭的時間,裂紋愈深,則延遲的時間愈長,通過測量裂紋尖端衍射信號的延遲時間來確定裂紋深度,稱為端點衍射法。由于測量的是超聲波的傳播時間而不是脈沖振幅,所以測量結果具有受外界的干擾因素少、測深精度高、可靠性和重復性好的特點[3-4]。
(2)爬波檢測法
當縱波從第一介質以第一臨界角附近的角度(有機玻璃/鋼界面,約27°)入射于第二種介質內,就會在第二種介質中激發爬波。爬波引起的質點振動是縱波和橫波的疊加,它以接近縱波的速度傳播,速度變化范圍為0.8 c~0.9 c(c為縱波聲速),其最大輻值方向與表面成一小角度,幾乎垂直于被檢工件的厚度方向,因此對于垂直性裂紋有較好的檢測靈敏度,并具有受工件表面刻痕、不平整、凹陷等不連續干擾較小的特點[5-6]。研究表明,應用爬波檢測技術能發現工件上深0.5 mm、長1 mm的微小裂紋,信號顯示明顯,且容易辨別[7]。
(3)衍射時差法(TOFD)
衍射時差法(Time of Flight Diffraction Technique,簡稱TOFD),依靠超聲波與缺陷端部的相互作用發出的衍射波來檢出缺陷并對其進行定量分析,其方法原理主要采用一發一收兩個探頭,其發射探頭發射橫向縱波,沿表面傳播的一束聲波和工件背面的鏡面反射被接收探頭接收,要形成固有參考信號,橫向縱波遇到缺陷后在缺陷兩端產生衍射波,根據衍射信號傳播時差就可判定缺陷深度(或高度)的量值。TOFD技術具有很高的缺陷檢出率(高達70%至90%),并可保存圖像,檢測數據完整、直觀[8-9]。
(4)相控陣檢測法(PA)
與傳統的超聲波探傷不同,超聲相控陣(Phase Ar?ray,簡稱PA)檢測通過各陣元發出聲束的有序疊加可以靈活地生成偏轉及聚焦聲束,不需更換探頭即可完成對目標區域的高分辨率檢測,且其特有的線性掃查、扇形掃查、動態聚焦等工作方式可在不移動或少移動探頭的情況下對工件進行高效率檢測,例如基于端點衍射法的測深原理,利用相控陣探頭在同一位置通過聲束偏轉,即能實現在不同角度下測量裂紋端角反射信號和尖端衍射信號的時間差來評定裂紋的深度尺寸,該方法稱為絕對聲時法。與傳統的單晶片超聲檢測相比,超聲相控陣的聲束更靈活、檢測速度更快、分辨率更高、適用于形狀復雜的零部件檢測[10-11]。
2 表面開口裂紋測深試驗對比研究
現制作材質為20號鋼的碳鋼試板兩塊,規格400 mm×350 mm×20 mm,利用線切割分別在試板表面切割出深度1~5 mm以及6~10 mm的切槽,深度步進為1 mm,模擬實際檢驗中不同深度的表面開口裂紋缺陷,試板規格如圖1所示。
應用端點衍射法、爬波檢測法、衍射時差法、相控陣檢測法對兩塊試板上共10道人工切槽缺陷進行測深檢測,常規超聲檢測設備采用CTS-9009超聲探傷機,連接爬波探頭(PB2.5P8×12,K=3.66)以及斜探頭(2.5Z14×14,K=1)進行端點衍射法及爬波法檢測;衍射時差法則采用HS810便攜式雙通道TOFD檢測儀,采用5 MHz的φ6直探頭一對,楔塊角度為63°,探頭中心距為37 mm,探頭前沿經測量為24 mm,延遲為5.6 μs;相控陣檢測采用Phascan-32/128檢測儀,采用5L16-0.6×10一維線陣探頭,共有16個晶片,扇掃角度范圍45°~70°。

圖1 模擬表面開口裂紋的人工切槽試板
裂紋測深試驗過程中,爬波法和衍射時差法檢測面與切槽開口位于同一側,而端點衍射法和相控陣檢測法則從人工切槽開口背面進行檢測。與常規超聲相比,衍射時差法和相控陣檢測方法操作簡單、便捷,檢測圖像包含的信息豐富,利于缺陷的識別和定量測量,提高了檢測精度。以下羅列了4種超聲測深方法的部分檢測圖像,如圖2~6所示。

圖2 端點衍射法得到的檢測波形(切槽深7 mm)
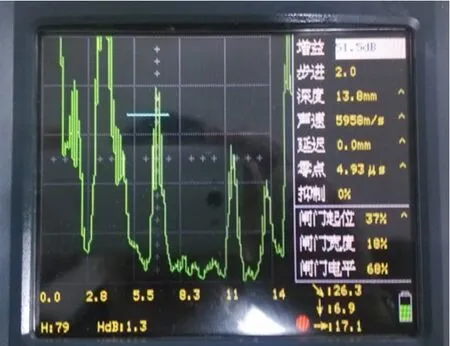
圖3 爬波法得到的檢測波形(切槽深7 mm)
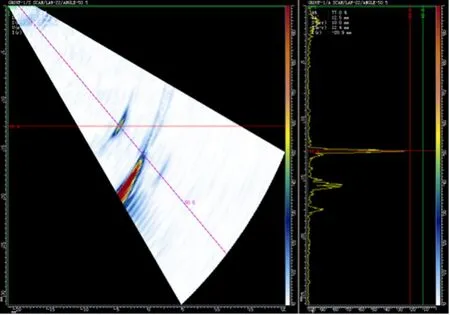
圖4 相控陣檢測圖像(切槽深7 mm)
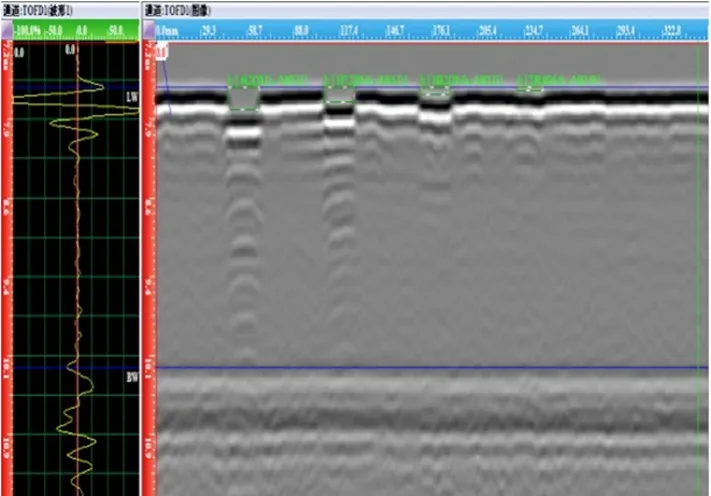
圖5 TOFD檢測數據圖譜(切槽深6~10 mm)
本次試驗得到的測深數據見表1,檢測數據的誤差分析比較如圖6所示。

表1 表面開口裂紋測深試驗數據mm
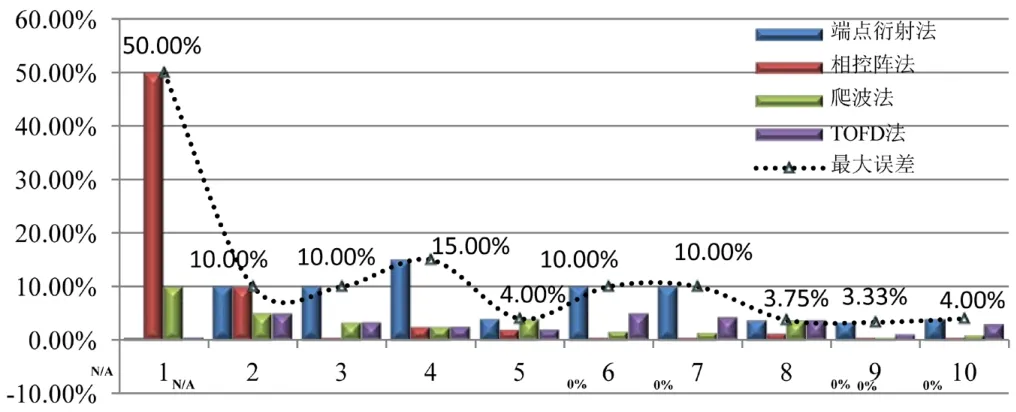
圖6 測深試驗數據相對誤差比較及最大誤差擬合
根據以上圖表可知,隨著切槽深度增加,應用4種超聲檢測方法得到測深數據相對誤差呈下降趨勢。端點衍射法、衍射時差法、相控陣檢測法主要通過檢測裂紋尖端的衍射波測量裂紋深度。對于深度為1 mm的切槽,正處在衍射時差法上表面檢測盲區。在應用端點衍射法對該切槽深度進行測量時,由于其端部和根部距離非常近,產生衍射波與根部反射波幾乎同時出現,由于衍射波強度較弱,在A型信號中各種波形貼在一起難以辨別,對測量精度影響較大。由表1可知,應用端點衍射法以及衍射時差法均未能獲得1 mm切槽的有效檢測數據,而爬波因其對表面及近表面缺陷十分敏感,可對1 mm切槽進行較準確地測深。
當切槽大于1 mm時,4種超聲檢測方法均能得到有效測深數據。考慮到測量數據具有一定的離散性,現將上述方法對2 mm至10 mm切槽測深數據的相對誤差取均值進行排序比較,結果為端點衍射法(7.79%)>TOFD法(3.33%)>爬波法(2.52%)>相控陣法(1.75%)。可知,相控陣檢測法所獲得試驗數據相對誤差最小,測深數據精度最優。
3 結論
本文應用端點衍射法、爬波檢測法、衍射時差法、相控陣檢測法對人工切槽試板進行表面開口裂紋測深試驗對比研究,在實際操作過程中,衍射時差法和相控陣檢測操作簡單、便捷,與常規超聲A型信號相比,檢測圖像更有利于缺陷的識別和定量分析,提高測深精度。
根據試驗數據,隨著裂紋深度增加,測深數據誤差總體呈下降趨勢。端點衍射法、衍射時差法和相控陣檢測方法主要通過檢測裂紋尖端的衍射波確定其深度,試驗中對深度1 mm以上的切槽測量較準確,經誤差比較可知相控陣檢測法的測深精度最優。爬波檢測法對設備要求簡單,只需將超聲波探傷機連接爬波探頭即可實施開展,試驗中對深度為1 mm的切槽測量有明顯的優勢。
在實際檢測中,真實缺陷的實際形態、現場環境遠比試驗預設的情況復雜,應充分考慮技術條件、精度要求、預算成本等因素,合理選擇有效的裂紋測深方法,當條件限制無法采用超聲檢測法,可靈活應用其他無損檢驗方法測量裂紋深度,例如電位法、渦流檢測法、微磁裂紋檢測方法等。
參考文獻:
[1]張自斌.壓力容器強度分析與安全評定[D].蘭州:蘭州理工大學,2012.
[2]齊文帥.基于相控陣超聲的管道環形焊縫分區檢測系統的研發[D].杭州:浙江大學,2011.
[3]王春艷,柯常波,陳鐵群.表面開口裂紋高度的超聲無損測定[J].壓力容器,2008,25(12):49-52,58.
[4]馬劍民.金屬部件表面開口裂紋深度超聲測量[C].電力系統第九屆無損檢測學術會議論文集,2006.
[5]王磊,李緒豐.基于爬波法的奧氏體不銹鋼表面開口裂紋測深試驗對比研究[J].裝備制造技術,2015(6):177-178.
[6]江山,霍立興,樊立國,等.表面及近表面裂紋的無損檢測[J].無損探傷,2005,29(3):7-11.
[7]江濤.發動機葉片榫槽爬波原位檢測系統研制[D].南京:南京航空航天大學,2012.
[8]袁濤,曹懷祥,祝衛國,等.TOFD超聲成像檢測技術在壓力容器檢驗中的應用[J].壓力容器,2008,25(2):58-60.
[9]劉廣興,馮云國,陳聰,等.相控陣和TOFD在焊縫裂紋檢測中的應用[J].山東電力技術,2017,44(4):30-32.
[10]汪良華.承壓設備對接焊縫超聲相控陣檢測圖譜分析[D].南昌:南昌航空大學,2014.
[11]林彤.基于安全評價的超聲檢測技術研究[J].質量技術監督研究,2012(4):33-39.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
