銅電解極間短路的分析與控制
2018-05-13 17:10:04周楠
銅業工程 2018年2期
周 楠
(江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
1 引言
陰極銅質量的穩定關系到品牌形象,體現企業的技術管理水平,為了應對國內外銅市場的需求和競爭,提升貴溪冶煉廠的陰極銅質量和電解技術水平,該廠銅電解車間通過多年的摸索和創新,尋求更高的工藝水平,不斷改善優化生產控制技術。
電流效率和陰極銅物理規格合格率作為銅電解車間的主要考核指標,一直是衡量陰極銅質量和主要經濟技術指標的重要依據。電流效率的計算公式如下:

式中:η為電流效率(%);M為實際析出陰極銅質量(t);q為金屬的電化學當量,對于二價銅是 1.18548(g·A-1·h-1);I為電流強度(A);t為析出時間(h);n—槽數(個)。
當發生極間短路時,由歐姆定律可知,由于電路導線的電阻很小,短路處的電流則會非常的大,其它區域甚至該槽其它極板通過的電流減少,實際產銅量則會降低,代入公式(1)綜合分析,電流效率隨之下降。
陰極銅板面析出大面積粗糙結晶和結粒會誘發極間短路,嚴重影響陰極銅物理規格合格率,進而影響陰極銅質量。所以在實際生產當中,應盡量有效地控制極間短路的形成。
2 極間短路影響因素分析
2.1 極板因素
對于貴溪冶煉廠電解車間一系列而言,采用大極板傳統電解技術,始極片的寬度與長度相應的增加,導致板面易于變形,造成陰極與陽極間的距離不等,使陽極溶解不均,嚴重時造成陰、陽極間短路。陽極的物理規格不好,有鼓泡隆起或者飛邊毛刺,始極片彎曲、卷角,都會導致陰極銅長粒子形成短路,最終影響陰極銅質量。所以,對陰、陽極的質量應有嚴格的要求。通過增加始極片的厚度,可以增加其剛性,有利于提高垂直度,始極片的厚度與種板槽的電流密度和析出時間有關,其關系式為[1]:

式中:δ 為始極片的厚度(mm);q為金屬的電化學當量,對于二價銅是1.18548(g·A-1·h-1);Dk為陰極電流密度(A/m2);t為析出時間(h)。
2.2 原料結構變化
傳統法電解是一個以礦銅陽極為主的生產工藝,為了滿足日益增長的生產需求,雜銅原料大量進入生產流程。雜銅陽極在電解的過程中,陽極溶解面易產生輕質陽極泥并懸浮在電解液中,吸附其他化合物或膠體物質而形成漂浮陽極泥。實踐證明,當Sb(Ⅲ)、Bi(Ⅲ)濃度大于0.5g/L時,電解液中易生成這類很細小的SbAsO4、BiAsO4漂浮陽極泥[2]。漂浮陽極泥會機械粘附于陰極銅表面或夾雜于銅晶粒之間,形成陰極銅粒子,造成短路。
2.3 極間距離
極間距離通常以槽內相鄰陰極或者陽極中心之間的距離來表示。極間距與電解液電壓降的關系式如下[3]:

式中:E為電解液電壓降(V);Dk為陰極電流密度(A/m2);ρ為電解液電阻率(Ω·m);L為極間距(m)。
由上式可知,適當縮短極間距,不僅能降低電解液電壓降,從而降低噸銅的電能單耗,而且在電解槽的尺寸是固定的情況下,極間距的縮短還可以增加電解槽內極板數量,從而提高設備的生產效率。然而極距的縮短會使極間的短路接觸機會增多,引起電流效率的下降。因此,極間距的縮短是對陰陽極板的加工精度和垂直度提出了更加嚴格的要求,也對裝槽質量和精細化管理要求也更高。表1列舉了一些國內外一些工廠在不同工藝條件下的極間距的數據參考。

表1 國內外一些工廠的極間距數據對比
2.4 電流密度
適當的提高電流密度可以在基本上不增加設備的條件下,加速電解過程的進行和減縮設備的容量,從而提高勞動生產效率和陰極銅產量[4]。當選擇較高的電流密度生產時,在晶體生產以后不久,靠近晶體部分的電解液就會發生貧化現象,所得沉積物呈現松軟和海綿狀,造成陰極銅表面粗糙,易于粘附懸浮的陽極泥粒子而形成短路。同時,當工藝技術條件控制不當,高電流密度亦容易引起陰極銅表面的樹枝狀結晶、凸瘤、粒子等析出物,使得極間短路現象顯著增加,從而引起電流效率的下降。所以從工廠的生產效益出發,采用較高的電流密度生產時,需綜合考慮生產過程中其他諸多因素的影響。
2.5 電解液因素
電解液的各項工藝技術條件應視實際生產過程中的綜合因素而靈活掌控。添加劑對于銅電解精煉來說是必不可少的,它可以增強陰極極化作用,增大陰極超電勢,使得結晶更加致密、光滑[5]。電解液的溫度、循環量、銅酸濃度等工藝參數皆與電流密度的大小有著相互密切的聯系。離子擴散速度隨溫度的升高而加快,擴散速度加快將使陰極銅附近溶液不易產生貧化層,從而防止銅在陰極上析出粗糙而產生短路。維持一定的電解液循環量,可保持電解槽內電解液溫度、銅酸濃度均勻,減少濃差極化。但是循環速度過快不僅會使得陽極泥不易沉降,而且會導致陰極銅結晶粗糙,這些情況都會惡化陰極銅質量和生長粒子。電解液的銅酸含量不斷上升和下降都是不希望的現象。銅酸濃度較低時陰極上會形成海綿狀粗糙結晶且雜質As、Sb、Bi在陰極上會有析出的危險,銅酸濃度較高時硫酸銅便有可能因為過飽和而從溶液中結晶析出。調整銅酸濃度值所起到的緩沖作用,對于控制陰極銅結晶過程具有極其重要的意義。
2.6 裝槽質量
為提高陰極銅質量控制水平,貴溪冶煉廠電解車間提出了初始短路率的概念。它是進入通電生產狀態后的電解銅在第二天槽組的陰極銅短路數占通電生產第二天陰極銅總塊數的百分比。初始短路率可以直接反應出裝槽質量的高低,對極板的整形、電解液成分、生產工藝設備、出裝槽員工的操作技術水平等等有著綜合的體現。較低的初始短路率是陰極銅質量在整個電解生產周期里的第一步保障,也是提高電流效率的重要因素。
3 短路類型統計分析
電解生產過程中極板間的短路往往會造成陰極銅表面質量缺陷。工廠質量部門每天對陰極銅外觀質量進行統計,隨機抽取其中的一千塊有質量缺陷的陰極銅,調查統計結果如表2所示。

表2 陰極銅質量缺陷數據統計對比
由表2的統計結果進行系統地分析,針對各類陰極銅質量缺陷的表現形式,可從極間短路形成方式的角度出發進行闡述。
3.1 陰陽極直接接觸
在出裝槽作業時,人工完成調整陽極銅在槽內垂直度,始極片拍平、照缸(檢查每塊陰、陽極板面間隙,并進行調整)等操作,其中不穩定因素的發生概率較大。裝槽時如果操作工沒有細致檢查極板排列,或者整陽極照缸作業標準化力度不夠,造成極板耳部直接與導電包搭包,極板本身發生自然彎曲、翹角,極板耳部不平整,都會使得陰陽極直接接觸而造成燒板。
3.2 極間生長粒子
由表2的類型統計結果可直觀發現,陰極銅之間的各種成型粒子所引起的短路是極間短路的主要表現形式。陰極銅粒子產生的原因包括固體顆粒在陰極上的機械附著,添加劑不當或者加入量不當,電流密度局部過高等等。現針對其中典型的幾項成型粒子進行分析闡述。
3.2.1 上口粒子
在傳統法電解生產工藝當中,電解液供給方式有兩種。一種是一端下進液,另一端上邊出的電解液供給方式,另一種是槽底中央進液、槽上兩端出液的下進上出循環方式。上口粒子主要分布在第一種循環方式的電解槽內。單邊出液的循環方式直接導致進液端電解液表面流動性弱化,當電流密度提高后電解液表面的銅酸濃差進一步加大,液表面銅低酸高易形成粗糙結晶而導致上口粒子的生長最終造成短路。
3.2.2 鉚耳粒子
始極片在加工的過程中,把吊耳和始極片沖壓鉚接在一起,形成鉚耳。鉚耳部位的鉚接處要比始極片板面凸出約2mm,當鉚耳部位浸沒在通電生產狀態下的電解液中,由于凸出部位會使得此處極間距縮小,導致極板放電性更強,從而生長鉚耳粒子。
3.2.3 漂浮粒子
電解液應保持一定的清透明亮,防止溶液的渾濁現象,不然很容易使得懸浮顆粒機械附著陰極銅表面而形成漂浮粒子。在電解過程中,電解槽內循環量過大,高位槽液位波動較大,都會使得電解槽內液流沖擊,不利于電解液中的懸浮顆粒的沉降。
3.2.4 密集型粒子
電解提升電流后,導電排如果維護不當,易被電、酸腐蝕。每腐蝕破損一個導電包,單槽就會變向被提升約500A的電流,造成單槽電流密度提升,易形成密集型粒子。極板物理規格不合格,或者人為裝槽不規范,都會導致極板間距過小而引起電極電流密度的過大,造成局部密集型粒子。
3.2.5 液位線粒子
電解液的循環伴隨著電解精煉的生產過程,電解液中的雜質沉降,造成槽壁、溢流口、循環管道等部位的積累和結殼,經過一定的時間后液位器對應的電解液液位出現偏差,電解液供求關系失衡。同時,電解液表面溫度較低,液流動性較小,雜質易沉積,液位在同一位置停留時間過長,都會造成陰極銅液位線部位結晶粗糙,從而生長液位線粒子。
3.3 槽體設備破損老化
由于電解槽主體鋼筋混凝土結構不耐腐蝕以及手糊玻璃鋼工藝的局限性,使用時間過長以后,電解槽的滲漏腐蝕現象十分普遍,同時在大規模銅電解精煉生產當中,不可避免的發生銅極板與電解槽的碰撞和殘極墜落現象,造成槽體破損,都會導致槽體內襯空鼓脫層滲漏,腐蝕水泥混凝土基體,造成電解槽不平整,影響陰、陽極裝槽后的垂直度,最終形成短路。
3.4 涼燒
由于接觸不良引起陰極通過電流很小甚至斷路,在陰極板面上基本無銅析出的現象稱為涼燒。這種短路形式比較特殊,長時間涼燒會使得槽電壓上升,噸銅電單耗增加,直接影響陰極銅質量,降低電流效率和陰極銅產量。
4 控制措施
4.1 工藝與設備的優化改進
4.1.1 提高裝槽質量
始極片長寬受夾邊條和液位影響,現分別對生產始極片的鈦母板左、右、底部的夾邊條進行改進,同時調整液位,改進后的始極片長寬合格率提高到了85%。控制種板的通電時間為22.5h,始極片分類篩選,確保裝箱的始極片邊角完整且均重為7.26kg,為機組加工提供物料保證。其次持續開展極板垂直度攻關小組的工作,優化始極片機組的校平輥,改進壓紋方式,保證始極片垂直度偏差≤10mm。自主改進陽極機組銑刀銑削方式為螺旋式,銑耳合格提高到98%,保證了極板裝入電解槽后的垂直性。在裝槽員工之間開展勞動競賽,獎金與電效掛鉤,促使員工不斷提高操作技術水平,盡量消除由打排列、照缸等人工操作所引發的短路。
4.1.2 陰極銅粒子的防治措施
調整傳統法電解生產工藝中的高、中、低三種電解液位標準,減少陰極銅上口部位、鉚耳部位的通電時間,消除上口粒子與鉚耳粒子。加強電解液的過濾凈化,將電解液中已經形成的漂浮顆粒盡可能多的過濾掉,保持電解液的純凈。控制電解槽每槽的流量和溫度,每天每2h進行一次槽面巡檢,對于流量與溫度不達標的槽組及時進行處理,保證電解生產過程中流量暢通和溫度要求。對全系統的DN150上酸管道和回酸管道一年一次進行清洗,DN50的PVC“Z”型彎管4月份與10月份各疏通一次,保證電解液循環量達到要求。更換腐蝕破損的導電排,減少因導電包缺失而造成電流過高而形成的密集型粒子。在添加劑控制方面,開展低膠電解項目攻關,尋求最佳添加劑配比,保證陰極銅形成平滑的表面,減少粒子產生。
4.1.3 槽體設備的優化
樹脂是加工樹脂混凝土電解槽的關鍵原材料之一。改性的乙烯基酯樹脂在保持其原有的耐腐蝕性能、耐熱性能、高機械強度等優異性能的基礎上可達到固化時間延長、固化放熱峰值降低,從而降低固化收縮率[6]。此槽體密實抗滲,防腐蝕結構合理,且整體耐腐。乙烯基樹脂電解槽除了少數幾個獨立的預埋螺栓外,內部沒有金屬構件,不會產生渦流,而水泥混凝土電解槽內有網狀鋼筋,有渦流產生的同時,還可能因局部的泄漏導致漏電。此外,乙烯基樹脂電解槽制造和安裝精度遠高于水泥混凝土電解槽,具有很好的水平度,可確保極板有更好的垂直度,減少短路的發生。因此該電解車間一系列更換一些泄漏嚴重的電解槽,吊裝玻璃鋼筋增強乙烯基酯樹脂電解槽。此槽體密實抗滲,防腐蝕結構合理,整體耐腐,且槽體尺寸穩定,內外表面光滑,如圖1所示。

圖1 玻璃鋼筋增強乙烯基酯樹脂電解槽
4.1.4 涼燒的對策
針對這種特殊的極間短路形式,在每次出裝槽的時候要認真仔細沖刷導電排接觸點,同時在生產過程中需定時對槽面接觸點進行沖水,沖水的時候要做到低、細、勻、斜四個要點,防止接觸點有硫酸銅結晶再次析出。
4.2 極間短路的檢查與處理
目前在貴溪冶煉廠電解車間的傳統法電解槽面采用的是長1m φ25mm PVC管和50×200mm PVC板,加電源、電路、干簧管、磁場強度調節罩、燈泡組成的拖表。操作工在檢查短路的時候拖表放置在導電棒導電端與陽極耳部最高點的內側拖動,當極板靠的太近或者板面有短路的時候,該極板上就會出現電流分布過大而造成局部磁場過強,短路檢測拖表回路上的干簧管會被吸合,使得拖表上的燈泡亮起,當離開磁場過強的區域時接點被簧片打開,燈泡熄滅,進而可以查出該區域附近的極間短路,方便崗位人員對短路陰極銅進行處理。這種拖表具有結構簡單、成本造價低、檢查速度快等特點,適用于大型銅電解精煉生產車間。
近期貴冶正在研發一種智能電解極板電流檢測儀,可精準判斷出極板短路與涼燒的情況。原理是利用霍爾傳感器將電流強度信號轉化成電信號輸送至微電腦處理器,通過微電腦程序運算后在輸出,從而定量判斷出每塊極板電流大小,定性判斷出極板短路或斷路故障。
對于已經形成短路的陰極銅,皆由行車工協助電調工合力處理極板短路。如果是極板靠的太近,極板間距調整不當,可及時調整間距并校正陰極板面;如果是由極板結粒造成的短路,可用行車電葫蘆吊出短路陰極銅,電調工用斧頭人工劈除;如果是形成涼燒則及時刷洗接觸點,定時沖水防止結晶再次形成。部分極板板面生長狀況惡劣,密集型結粒暫時無法剔除陰極銅,皆放置在電解槽出液端一側做為邊銅,進一步處理。為提高槽面短路陰極銅處理效率,生產工段摸索行車吊起處理與粒子鏟槽內處理短路相結合,將原先的一天四次短路處理次數增加為五次,進一步降低短路率。
5 結語
極間短路的形成由很多因素共同決定。通過各項工藝技術條件的進一步優化改善,控制極間短路的形成,穩定精煉生產過程,同時加強裝槽質量和極板短路處理,貴溪冶煉廠電解車間傳統生產工藝的短路率持續降低,較之前一年度的短路率下降了0.06個百分點,電流效率較之前上升了0.42個百分點。圖2與圖3分別是該車間在采取工藝優化措施前后的短路率與電效的數據對比記錄曲線。
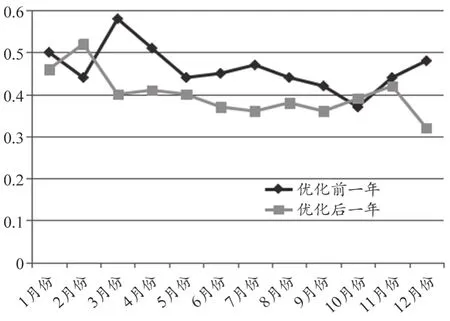
圖2 傳統法工藝措施優化前后一年內每月極間短路率(%)數據對比曲線
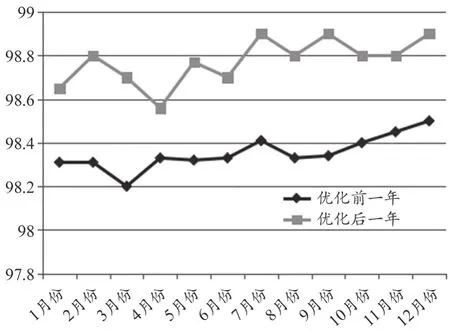
圖3 傳統法工藝措施優化前后一年內每月電流效率(%)數據對比曲線