蒸汽干燥機盤管的工藝制作探討分析
2018-05-13 17:10:20羅小康
銅業工程 2018年2期
羅小康
(江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
1 引言
蒸汽干燥機作為熔煉車間的咽喉設備,主要用于對銅精礦的干燥,而盤管作為干燥機的最重要的部件,其工藝制作的過程相當的嚴格。以前全依賴進口,但是經過國內廠家的攻堅,現在已完全具備代替進口件的能力。
2 設備的技術參數
(1)設備名稱:蒸汽干燥機盤管組[1]。
(2)蒸汽盤管組寬度(兩直管φ89×6中心寬 L):2128mm;2020mm;1860mm;1693mm;1528.5mm;1364mm;1200mm;1035mm;861mm。
(3)蒸汽盤管組長度:10255mm
(4)工藝參數:流通介質為2.3MPa(g)飽和蒸汽[2],外部介質為銅精礦和石英砂[3-4]。
3 設備的結構、性能和制造要求
(1)管件制作符合 GB13296-2013《鍋爐、熱交換器用不銹鋼無縫鋼管》標準
(2)無縫鋼管尺寸,外徑,重量允許偏差要符合《GB/T17395-1998》標準,鋼管外徑允許偏差符合D4等級。無縫Φ89×6mm的管子的全長彎曲度符合E5等級,每米長度彎曲度符合F5等級。
(3)兩根 Φ89×6mm的直管要滿足設計平行度的要求,所有Φ60×δ4mm環管要滿足圖示平行度及垂直度要求。
(4)支管同直管焊縫對口錯邊量應不大于0.5mm,對接環焊縫采用氬弧焊,焊后進行射線檢測,按《JB-T4730.2-2005》規定。
(5)裝配前所有的管子應去除管端飛邊,毛刺并倒角,用壓縮空氣或其他方法清除管子內壁附著的雜物。
(6)該組件出廠前要進行水壓試驗[5],壓力ρ水=4.0Mpa,保壓 60min,不漏不變形為合格。
(7)加工.檢驗完畢進行酸洗鈍化處理。
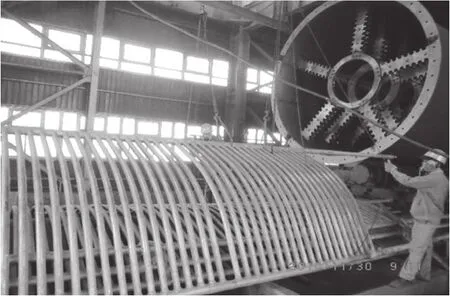
圖1 現場安裝
4 盤管組制造過程
4.1 檢驗
不銹鋼管具體規格尺寸、材質要求如下。
所有主管(包括錐管,護套,封頭及螺紋接頭)材質為S31603,規格Φ89×6mm,所有支管材質為S32205[6],規格Φ60×4mm,主管上的耐腐耐磨材料為304,規格Φ95×3mm。其外徑偏差不大于公稱外徑的±0.75%、厚度上偏差不大于公稱厚度的0.20%。不銹鋼管的質保文件齊全且符合相關標準的規定。
4.2 零部件制造及組裝
4.2.1 零、部件制作
(1)支管制作
支管制造過程中涉及的主要是彎管工藝。管道彎管工藝主要分為熱管彎管和冷管彎管,通常而言,加熱溫度要參照t=( tC-56) ℃的標準溫度,其中,tC指的是管子材料的下臨界溫度,當加熱溫度不低于t的情況下,彎管工藝是熱彎彎管;在溫度低于標準溫度t的情況下,則是冷彎彎管。此次用到的是冷彎彎管,制作過程中不需要加熱,不會改變材料的組織結構,具有節約能源等優點[7]。
工藝流程:劃線-下料-磨邊-彎管-檢驗
下料前首先應進行排版,下料時必須按工藝尺寸劃下料線,下料后磨邊應按下料線進行,坡口的角度應符合焊接工藝要求。管子長度公差應控制在±1mm。
①管子磨邊后在板料兩端用樣板劃出預彎線,用彎管機將支管按照要求弧度進行彎管。
②彎管完成后用專用模板對彎管進行長度和弧度的檢查,形狀誤差≤3mm。兩端各留10mm裝配余量。
(2)主管制作
工藝流程:劃線-下料-磨邊-開孔-拉拔
劃線下料磨邊的技術要求與支管相同。
①按照圖紙要求,在相應的位置開孔。
②根據產品工藝要求,需在Φ89×6mm不銹鋼無縫管上用冷拔推制的方法,制造Φ60×4mm的三通接管。中心距117mm,支管高度為Φ89管中心至支管管口52mm。

圖2 冷拔推制而成的三通接管
③用壓力機對主管進行校直處理,直線度不大于2mm。按JB/T4730-2005《承壓設備無損檢測》中的滲透法檢查拉制變形部分,不得有裂紋等缺陷。
4.2.2 組裝
用焊接工裝控制好尺寸,修磨支管兩端,確保焊接間隙,按焊接工藝要求,焊接支管與主管的焊縫。并按JB/T4732 的要求分三個角度對焊縫進行雙壁雙影射線檢測,Ⅱ級合格[5]。
(1)所有的焊接應在平面支架上進行,并防止與碳鋼直接接觸。
(2)將兩根總管平行放置,總管上管接頭朝向按圖紙要求。兩根總管之間的距離、平行度,總管上管接頭朝向有專門的夾具保證。
(3)總管有管卡固定,每根總管上管卡數量不得少于7個。
(4)總管在固定好后,全部焊接結束之前不得有松動。
(5)將第一根彎管與兩根總管管接頭分別組對點焊固定,控制對口錯邊量、對口間隙滿足焊接工藝要求。
(6)彎管和總管之間的垂直度公差由中間調整架進行調整。
(7)將剩余彎管與總管管接頭分別組對點焊固定。
(8)所有彎管和總管之間的垂直度公差由中間調整架進行調整。
(9)全部組對點焊固定結束以后,應進行整體檢驗。從平行于總管方向,所有的彎管應完全重合,從垂直于總管方向,所有的彎管應全部平行。
(10)中間調整架應對彎管有固定作用。
(11)焊接采用氬弧焊。
(12)兩名焊工對稱焊接,每名焊工采用跳焊的方法,以防止整體變形。
(13)管接頭的焊接順序、道數按焊接工藝,以防止彎管扭曲變形。
(14)全部組對焊接結束以后,應再次進行整體檢驗。
5 蒸汽干燥機盤管制造過程中的焊接工藝
5.1 蒸汽干燥機盤管的制造過程中需要焊接的主要節點
(1)主管中的螺紋接頭和錐管焊接;焊接后螺紋接頭的端面垂直度小于0.1mm,以確保與其對接的L型金屬管間的直線度和定位套的安裝。
(2)主管中的錐管和無縫鋼管焊接。
(3)主管中的封頭與無縫鋼管(Φ89×6mm)的焊接。
(4)盤管中的主管與無縫鋼管(Φ60×4mm)的焊接。

圖3 盤管主要焊接節點
5.2 蒸汽干燥機盤管焊接工藝參數及坡口的選擇
焊接質量直接受焊接工藝的影響,不合適的焊接工藝參數、間隙與坡口會導致裂紋和氣孔,并可能出現更嚴重的焊接殘缺。在焊接過程中為了獲得較好的機械性能以及較好的成形焊縫,須選擇適當的工藝參數、間隙以及坡口。
5.2.1 蒸汽干燥機盤管焊接工藝參數
保證焊接質量,避免焊接缺陷和充分發揮設備能效的前提是焊接工藝參數的合理選擇。氬弧焊的工藝參數包括焊接速度、氬氣流量、焊接電流與電弧電壓等。焊縫形狀、焊接過程的穩定性、沉積速率、焊接變形、顯微組織穩定性、焊接化學成分以及稀釋率與焊接工藝參數有很大的關系,焊接質量與熱輸入同樣也受焊接工藝參數的影響[8]。特別值得一提的是,蒸汽干燥機盤管外工作表面介質中含有帶腐蝕性的氯和氟元素[5],焊接時需要控制熱輸入防止破壞不銹鋼的耐腐性。5.2.2 蒸汽干燥機盤管焊接坡口圖

圖4 主管上拉拔口與支管(Φ60×4mm)焊接點坡口圖以及主管中各組件的焊接點坡口圖
5.3 蒸汽干燥機盤管焊接工藝具體流程
(1)主管中各組件的焊接(節點 A、B、C)
①按焊接工藝加工焊接坡口。

表1 焊接參數
②清理待焊區坡口兩側不小于 20mm 范圍內油污、銹漬等。
③氬弧焊組對、點焊固定。
④氬弧焊打底(Ar氣、焊兩層,層間溫度:150℃)。
⑤清理焊渣及飛濺,修整焊道,作焊工鋼印記錄。
⑥檢查焊縫表面,不得有裂紋、氣孔等缺陷。
⑦焊縫100%RT 檢測,符合 JB/T4730 -2005的Ⅱ級合格。
(2)盤管中的主管與支管的焊接(節點 D)
①按焊接工藝加工焊接坡口。
②清理待焊區坡口兩側不小于 20mm 范圍內油污、銹漬等;用專用工裝固定主管和支管。
③氬弧焊組對、點焊固定。
④氬弧焊焊接(Ar氣、焊兩層,層間溫度:≤150℃)。
⑤清理焊渣及飛濺,修整焊道,作焊工鋼印記錄。
⑥檢查焊縫表面,不得有裂紋、氣孔等缺陷。
⑦焊縫 100%RT 檢測,符合 JB/T4730 -2005的Ⅱ級合格。
結論 由于篇幅有限,此文對盤管的總管及支管的制造只做了簡單的介紹,側重于支管與總管的焊接工藝的論述。后續將對彎管,開孔,拉拔等工藝作更詳盡的分析。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24