“TSG Z60 02—2010 特種設(shè)備焊接作業(yè)人員考核細(xì)則”與“DL/T 679—2012焊工技術(shù)考核規(guī)程”的差異分析
2018-05-15 11:32:17兗文濤
中國(guó)特種設(shè)備安全 2018年4期
安 棟 王 南 兗文濤
(1.中國(guó)特種設(shè)備檢測(cè)研究院 北京 100029)(2.哈電集團(tuán)(秦皇島)重型裝備有限公司 秦皇島 066206)
在鍋爐壓力容器設(shè)備安裝過(guò)程中,焊工操作水平是影響焊接質(zhì)量的一個(gè)重要因素。選擇有資質(zhì)的符合要求的焊工進(jìn)行現(xiàn)場(chǎng)施焊是質(zhì)量控制的重要環(huán)節(jié)[1]。隨著特種設(shè)備安全法的實(shí)施,國(guó)家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局頒布了特種設(shè)備安全技術(shù)規(guī)范,為了規(guī)范特種設(shè)備焊工考核工作,制定了特種設(shè)備焊接作業(yè)人員考核細(xì)則,在超臨界機(jī)組焊接作業(yè)中,質(zhì)檢要求焊工按特種設(shè)備焊接作業(yè)人員考核細(xì)則取證,而電力行業(yè)又要求焊工按焊工技術(shù)考核規(guī)程取證,因此,施工單位焊工往往持雙證上崗。在鍋爐安裝監(jiān)督檢驗(yàn)過(guò)程中,現(xiàn)場(chǎng)抽查施焊焊工證件是必不可少的環(huán)節(jié),在抽查施焊焊工證件合格項(xiàng)目時(shí),經(jīng)常發(fā)現(xiàn)焊工超項(xiàng)施焊的現(xiàn)象,依據(jù)鍋爐安全技術(shù)監(jiān)察規(guī)程的規(guī)定,這種行為屬于“無(wú)證”作業(yè)的嚴(yán)重問(wèn)題。造成這種現(xiàn)象的原因是,施工單位焊接工作者對(duì)特種設(shè)備焊接作業(yè)人員考核細(xì)則和焊工技術(shù)考核規(guī)程內(nèi)容混淆,總是按后者的條款來(lái)衡量按前者取得資格證的合格項(xiàng)目。
為了幫助現(xiàn)場(chǎng)焊接工作人員更好地了解和區(qū)分特種設(shè)備焊接作業(yè)人員考核細(xì)則和焊工技術(shù)考核規(guī)程,本文結(jié)合超臨界機(jī)組鍋爐安裝和修理過(guò)程中實(shí)際情況,從焊工評(píng)定角度分析兩者之間的差異,可為行業(yè)提供一個(gè)簡(jiǎn)易參考。
TSG Z6002—2010 特種設(shè)備焊接作業(yè)人員考核細(xì)則(以下簡(jiǎn)稱細(xì)則)
DL/T 679—2012 焊工技術(shù)考核規(guī)程(以下簡(jiǎn)稱電力考規(guī))
1 適用范圍
細(xì)則適用于從事《特種設(shè)備安全監(jiān)察條例》中規(guī)定的承壓類設(shè)備(含鍋爐)和機(jī)電類設(shè)備焊工考核。細(xì)則要求從事承壓設(shè)備受壓元件、與受壓元件相焊及熔入上述焊縫內(nèi)的定位焊焊接作業(yè)的焊工,應(yīng)考核合格,并持有《特種設(shè)備作業(yè)人員證》。
電力考規(guī)規(guī)定了電力行業(yè)設(shè)備在制作、安裝和維修改造工作中的焊工技術(shù)考核。電力考規(guī)要求從事鍋爐受熱面管、發(fā)電設(shè)備壓力容器、輸送管道、受壓元件與非受壓元件相焊、鋼結(jié)構(gòu)和轉(zhuǎn)動(dòng)件等焊接作業(yè)的焊工,在施焊前應(yīng)按本規(guī)程技術(shù)考核合格,并取得相應(yīng)的資格證。
可以看出,細(xì)則僅要求與受壓元件(鍋爐本體和鍋爐范圍內(nèi)管道)相關(guān)的焊工必須持證上崗,未對(duì)鍋爐安裝過(guò)程中的鋼結(jié)構(gòu)等焊工做具體要求;電力考規(guī)涉及范圍較廣。
2 考試機(jī)構(gòu)
細(xì)則規(guī)定:焊工考試應(yīng)由具有法定資質(zhì)的單位、機(jī)構(gòu)或者組織的考試機(jī)構(gòu)組織實(shí)施。考試合格后,焊工證由省級(jí)質(zhì)監(jiān)部門(mén)或者授權(quán)設(shè)區(qū)的市級(jí)質(zhì)監(jiān)部門(mén)簽發(fā)。
電力考規(guī)規(guī)定:焊工技術(shù)考核應(yīng)由符合電力行業(yè)規(guī)定考試機(jī)構(gòu)組織實(shí)施。證書(shū)由電力行業(yè)的業(yè)務(wù)主管部門(mén)授權(quán)的機(jī)構(gòu)簽發(fā)。
兩者發(fā)證部門(mén)不同。
3 考核內(nèi)容
細(xì)則和電力考規(guī)均規(guī)定焊工考試包括基礎(chǔ)知識(shí)考試和焊接操作技能考試兩部分,并要求全部考核通過(guò)后才可以申請(qǐng)辦理證書(shū)。細(xì)則要求基礎(chǔ)知識(shí)考試采用計(jì)算機(jī)答題方法,電力考規(guī)未對(duì)此做具體要求。
細(xì)則要求焊工掌握簡(jiǎn)易的計(jì)算機(jī)操作技能,可理解為變相的要求焊工文化素質(zhì)比較高。
4 焊接技能操作要素
焊接技能操作要素是焊工考試考核內(nèi)容,是指影響焊工熔敷優(yōu)質(zhì)焊縫金屬能力的焊接條件的某一變化[2]。如:焊接方法、鋼類別、試樣位置、襯墊、焊縫金屬厚度、管材外徑、焊接工藝因素等。
下面主要針對(duì)這些焊接要素進(jìn)行對(duì)比。
4.1 焊接方法和襯墊
細(xì)則和電力考規(guī)均采用字母代號(hào)表示焊接方法,如手工電弧焊(SMAW)、鎢極氣體保護(hù)焊(GTAW)和熔化極氣體保護(hù)焊(GMAW)等;兩者均指出焊接操作技能考試可以單獨(dú)也可以組合進(jìn)行,變更焊接方法時(shí),焊工需要重新進(jìn)行焊接考試。
細(xì)則規(guī)定:手工焊焊工通過(guò)不帶襯墊對(duì)接焊縫試件或管板角接頭試件的焊接操作技能考核后,可施焊帶襯墊對(duì)接焊縫焊件或管板角接頭焊件,反之不適用。結(jié)合細(xì)則A4.2.5規(guī)定,未焊透的試件視為帶襯墊試件,可知,通過(guò)組合考核(GTAW打底+SMAW蓋面),GTAW可單獨(dú)使用,而SMAW單獨(dú)使用時(shí),應(yīng)焊接帶襯墊焊件(鍋爐安裝現(xiàn)場(chǎng)基本不存在這種情況)和未焊透焊件(如鍋爐安裝現(xiàn)場(chǎng)的水冷壁管與鰭片之間焊接等)。
電力考規(guī)規(guī)定:通過(guò)單獨(dú)(GTAW或SMAW)考核,可以單獨(dú)亦可組合使用;通過(guò)組合考核,根層焊道采用的焊接方法(GTAW)可單獨(dú)使用,其余焊道所采用的焊接方法(SMAW)不能用于全焊透根層焊道,換而言之,組合項(xiàng)目中SMAW只可用于未焊透焊件。
因此,細(xì)則雖未明確組合和單獨(dú)考核之間的使用關(guān)系,但通過(guò)對(duì)其他焊接技能操作要素(襯墊)進(jìn)行限制,就超臨界鍋爐安裝現(xiàn)場(chǎng)而言,細(xì)則和電力考規(guī)對(duì)組合和單獨(dú)考核合格后的使用規(guī)定有異曲同工之效。
4.2 金屬材料類別和焊接工藝因素
兩者均對(duì)金屬材料進(jìn)行了分類。
細(xì)則將鋼分為FeⅠ(低碳鋼)、FeⅡ(低合金鋼)、FeⅢ(Cr≥5%鉻鉬鋼)和FeⅣ(奧氏體鋼等)四類。
電力考規(guī)將鋼分為A、B和C三類。每一類別又細(xì)分不同組別,A類組別(碳鋼-AⅠ、ReL≤400MPa低合金鋼-AⅡ、ReL>400MPa低合金鋼-AⅢ)、B類組別(珠光體型耐熱鋼-BⅠ、貝氏體型耐熱鋼-BⅡ、馬氏體型熱強(qiáng)鋼-BⅢ)、C類組別(馬氏體不銹鋼-CⅠ、鐵素體不銹鋼-CⅡ、奧氏體不銹鋼-CⅢ)。
電力考規(guī)對(duì)鋼分類較細(xì)則詳細(xì),細(xì)則中FeⅡ類鋼號(hào)對(duì)應(yīng)電力考規(guī)中AⅡ、AⅢ、BⅠ和BⅡ材料;FeⅢ類鋼號(hào)對(duì)應(yīng)BⅢ材料。值得一提的是,15Ni1MnMoNbCu(德國(guó)牌號(hào)WB36)作為超臨界鍋爐給水管道常用材質(zhì),在正火+回火下使用,其組織為貝氏體,但不同于貝氏體耐熱鋼,電力考規(guī)將其歸在AⅢ類;鍋爐安全技術(shù)監(jiān)察規(guī)程將其歸為低合金鋼,細(xì)則并沒(méi)有納入該鋼號(hào),但細(xì)則A7.1規(guī)定,只要化學(xué)成分、力學(xué)性能相近的金屬材料可以歸為一類,故其應(yīng)按細(xì)則FeⅡ類鋼對(duì)待。
細(xì)則規(guī)定:當(dāng)手工電弧焊某一焊接工藝因素(代號(hào)01、02、03、10、13、14、15、16)發(fā)生變更時(shí),焊工應(yīng)重新進(jìn)行焊接操作技能考試。手工電弧焊焊接工藝因素代號(hào)見(jiàn)表1。
兩者均要求從事奧氏體不銹鋼及與其形成異種鋼焊接接頭的焊工應(yīng)單獨(dú)考核;高類別考核合格后可替代低類別考核。
兩者在部分替代原則略有差異。細(xì)則規(guī)定,當(dāng)指定的焊接因素(見(jiàn)上文)不變的情況下,經(jīng)某類別考核合格后,可焊接類別號(hào)較低鋼號(hào);電力考規(guī)規(guī)定,同類經(jīng)Ⅲ組材料考核合格可替代同類Ⅰ、Ⅱ組材料考核;經(jīng)Ⅱ組材料考核合格可替代Ⅰ組材料考核。
就碳鋼和低合金耐熱鋼而言,可以看出電力考規(guī)要求嚴(yán),同類低組別材料考核合格不能替代高組別材料考核。例如鍋爐安裝現(xiàn)場(chǎng),若通過(guò)BⅠ類材料(如12Cr1MoVG等低合金鋼)考核,按電力考規(guī)其無(wú)法施焊BⅡ類材料(2.25Cr-1Mo類鋼),反之適用;但根據(jù)細(xì)則,12Cr1MoVG等低合金鋼和2.25Cr-1Mo類鋼同屬FeⅡ類別材料,考核可相互替代。
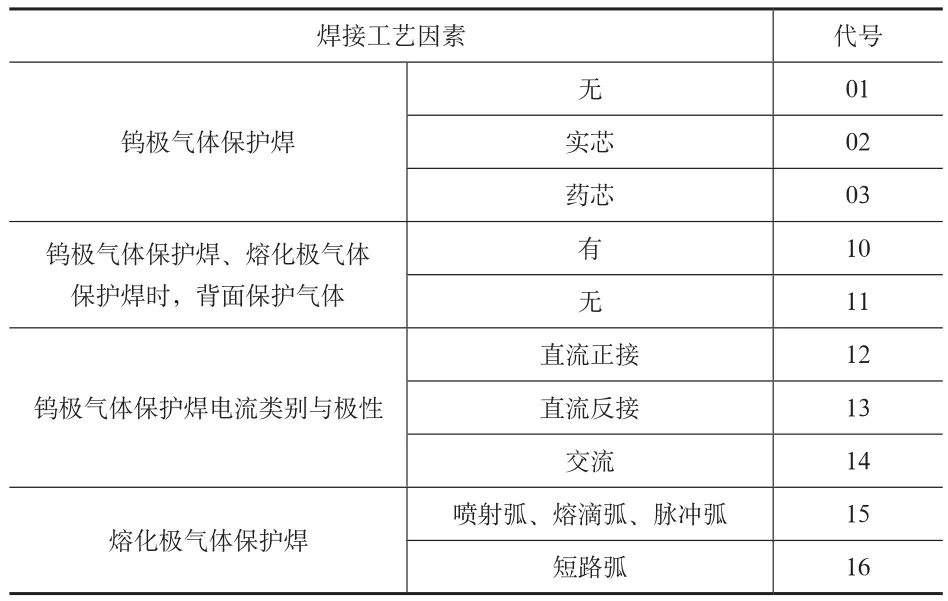
表1 手工電弧焊焊接工藝因素及代號(hào)
針對(duì)高合金耐熱鋼(10Cr9Mo1VNbN、10Cr9MoW2VNbBN等鋼),細(xì)則和電力考規(guī)對(duì)其考核合格后,免考碳鋼和低合金耐熱鋼規(guī)定不同。細(xì)則通過(guò)焊接因素(背部形成保護(hù)氣體、采用藥芯焊絲等)限制,其規(guī)定符合現(xiàn)場(chǎng)實(shí)際情況,更科學(xué)合理。例如,通常焊工考試過(guò)程中,為了防止高合金鋼在GTAW打底過(guò)程中根部被氧化,一般采用背部形成保護(hù)氣體(充氬)的試件考核;而碳鋼和低合金鋼的考核中,不存在上述現(xiàn)象,即不會(huì)出現(xiàn)采用背部形成保護(hù)氣體試件考核的情況;根據(jù)細(xì)則,充氬的高合金鋼考核合格替代不充氬的碳鋼和低合金鋼考核時(shí),焊接因素(見(jiàn)表1中代號(hào):10)發(fā)生了變化,應(yīng)該重新考核;即背部有保護(hù)氣體的FeⅢ類鋼號(hào)考核合格后,通常不能代替FeⅡ和FeⅠ類鋼考核;電力考規(guī)未考慮這一點(diǎn)。
值得注意的是,電力考規(guī)要求焊工考試應(yīng)循序漸進(jìn),需先通過(guò)A類材料考核后,再逐類逐組進(jìn)行考核;細(xì)則對(duì)焊工關(guān)于材料類別的考核順序沒(méi)有明確規(guī)定,焊工可根據(jù)從事焊接工作的實(shí)際情況和自身焊接技能操作水平?jīng)Q定考試項(xiàng)目。
4.3 填充金屬
細(xì)則對(duì)填充金屬進(jìn)行分類。鋼類的填充金屬分為三類:1)鈦鈣型、纖維素型、鈦型、低氫型—堿性(代號(hào)分別為:Fef1、Fef2、Fef3、Fef3J);2)鈦型—鈦鈣型、堿性(代號(hào):Fef4、Fef4J);3)全部鋼焊絲(FefS)。焊工采用Fef3J或Fef4J類填充金屬材料,經(jīng)焊接操作技能考試合格后,適用于所有類型的焊條;電力考規(guī)對(duì)填充金屬未做具體規(guī)定。細(xì)則基于與承壓部件相關(guān)焊接作業(yè)要求,雖然電力考規(guī)未要求填充金屬類別,但通常情況下,超臨界機(jī)組鍋爐安裝現(xiàn)場(chǎng),與承壓部件相關(guān)的焊接使用的焊條均采用低氫型或堿性,故兩者規(guī)定的效果等同。
4.4 試件位置和焊縫類型(僅對(duì)適用于管材的項(xiàng)目分析)
兩者關(guān)于管對(duì)接位置定義及覆蓋范圍類似,對(duì)管板連接的焊接位置5定義和適用焊件范圍略有不同。見(jiàn)表2、表3。
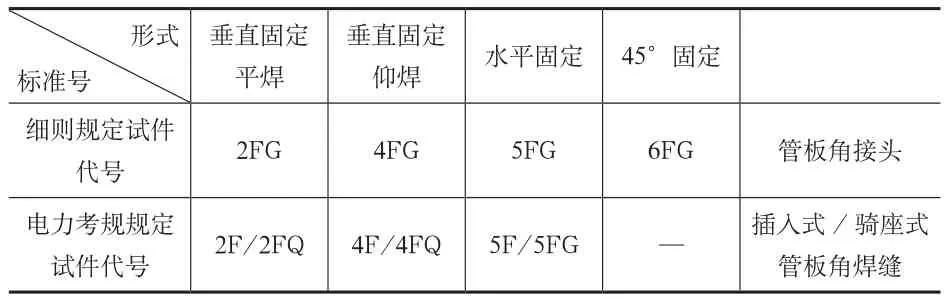
表2 兩者對(duì)管板角連接定義
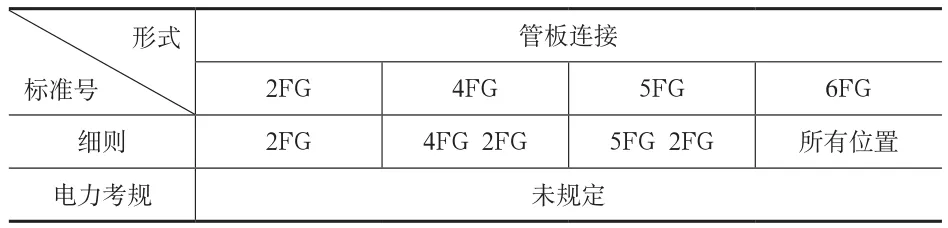
表3 兩者適用焊件范圍
超臨界鍋爐存在爐膛跨度大和集箱長(zhǎng)等特點(diǎn),為了運(yùn)輸方便和節(jié)省成本,集箱通常分為兩段,靠中間環(huán)縫連接,有些集箱中間環(huán)縫及其旁邊小管座角焊縫均在現(xiàn)場(chǎng)安裝,這種集箱和管座焊縫形式通常采用角接頭(對(duì)接焊縫+角焊縫),由于集箱的管徑遠(yuǎn)大于小管管徑,可以看作小管和板(集箱局部可近似看成板)組成的管板角接頭,實(shí)際現(xiàn)場(chǎng)幾乎包含全部焊接位置的管板角接頭。細(xì)則對(duì)這種管板焊接位置和項(xiàng)目替代原則做了詳細(xì)規(guī)定,考慮比較周全;電力考規(guī)則忽略這種焊接形式和位置,對(duì)此未規(guī)定,不符合實(shí)際情況。超臨界鍋爐某些集箱和管座也存在異種鋼焊接的管板角接頭,這種形式安裝現(xiàn)場(chǎng)往往不會(huì)發(fā)生,但修理改造現(xiàn)場(chǎng)容易遇到,所以細(xì)則也對(duì)異類別鋼號(hào)管板角接頭做了具體要求,采用異類別鋼號(hào)組成的管板角接頭試件,通過(guò)其焊接技能考核后,則認(rèn)為該焊工通過(guò)試件中較高類別鋼號(hào)的焊工考試,更加完善了管板角接頭考核規(guī)定。
兩者對(duì)板材考核合格后,適用于管材外徑的要求不同。細(xì)則規(guī)定,通過(guò)板材對(duì)接焊縫試件考核后,焊接管材對(duì)接焊件時(shí),管外徑應(yīng)大于等于76mm。電力考規(guī)規(guī)定,通過(guò)板材考核后,適用于管材對(duì)接焊件時(shí),管直徑大于等于600mm,如:板材對(duì)接焊縫1G(平)、3G(立)、4G(仰)合格者,可以免考直徑大約等于600mm的5G(水平固定試件)管;板材對(duì)接焊縫2G(橫)合格者,可以免考直徑大于等于600mm的2G(垂直固定試件)管。
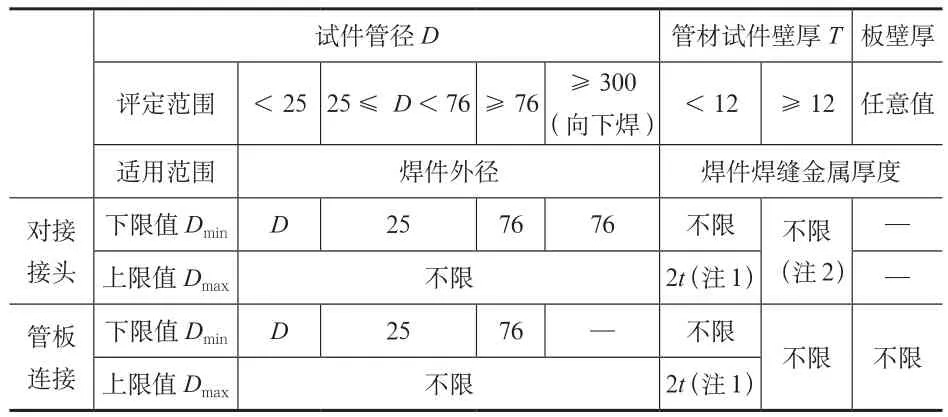
表4 細(xì)則對(duì)厚度和管徑評(píng)定范圍(mm)
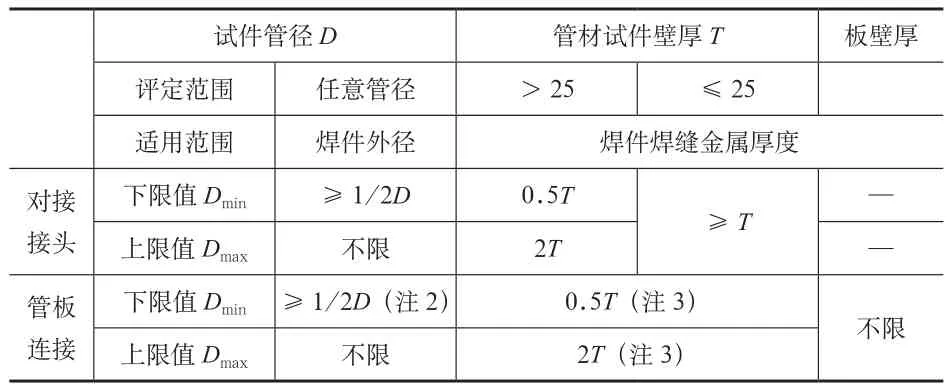
表5 電力考規(guī)對(duì)厚度和管徑評(píng)定范圍(mm)
4.5 管材焊縫金屬厚度和外徑
焊縫金屬的壁厚和管徑是指導(dǎo)焊工工作的重要參數(shù),通過(guò)表4、表5。可以看出,兩者對(duì)對(duì)接接頭試件壁厚和管徑的分組不同,尺寸差距較大,根據(jù)安裝現(xiàn)場(chǎng)受壓部件的實(shí)際尺寸,很少使用管徑小于25mm和采用一種焊接方法焊接壁厚大于12mm的管,故就與受壓部件相關(guān)的焊接作業(yè)而言,細(xì)則對(duì)規(guī)格劃分更切合實(shí)際。從另一個(gè)方面看,電力考規(guī)考慮的不僅僅是與受壓元件有關(guān)的焊接作業(yè),故試件規(guī)格的選擇分組較粗,這樣也有助于降低焊工評(píng)定范圍。值得注意的是,電力考規(guī)要求鍋爐受熱面管的焊工考核,試件管徑按不大于63.5mm的管子選取,焊工必須通過(guò)十字障礙的小徑管考核,在現(xiàn)場(chǎng)安裝過(guò)程中,障礙物通常不可避免,故電力考規(guī)對(duì)受熱面管的焊工操作技能要求具有針對(duì)性,更合理。
5 試件檢驗(yàn)項(xiàng)目及數(shù)量(以管對(duì)接焊縫為例)
兩者要求試件檢驗(yàn)項(xiàng)目及數(shù)量見(jiàn)表6、表7,可以看出兩者對(duì)試件管徑需求不同,檢測(cè)項(xiàng)目也有所不同。考慮到現(xiàn)階段超臨界鍋爐受熱面管幾乎均小于等于63.5mm,電力考規(guī)選取管外徑以63.5mm為界比較切合實(shí)際。就檢驗(yàn)項(xiàng)目而言,電力考規(guī)要求項(xiàng)目多,如試件要求做斷口檢驗(yàn)和高合金鋼及C不銹鋼要求金相檢驗(yàn)等。每個(gè)檢驗(yàn)項(xiàng)目的評(píng)定指標(biāo)不是這里關(guān)注的重點(diǎn),故不再贅述。
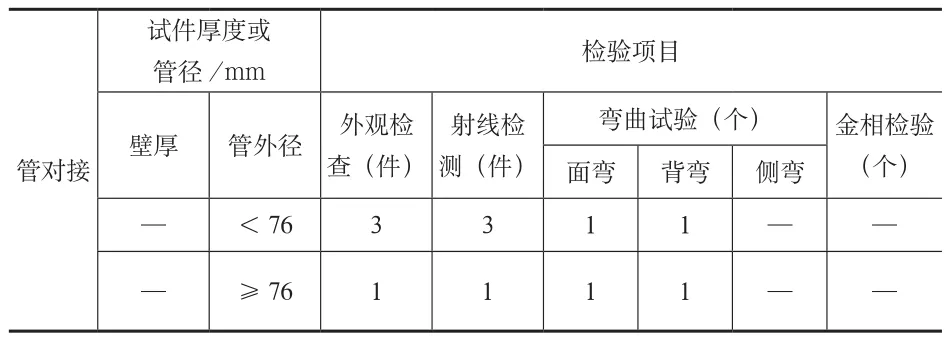
表6 細(xì)則中試件檢驗(yàn)項(xiàng)目及數(shù)量
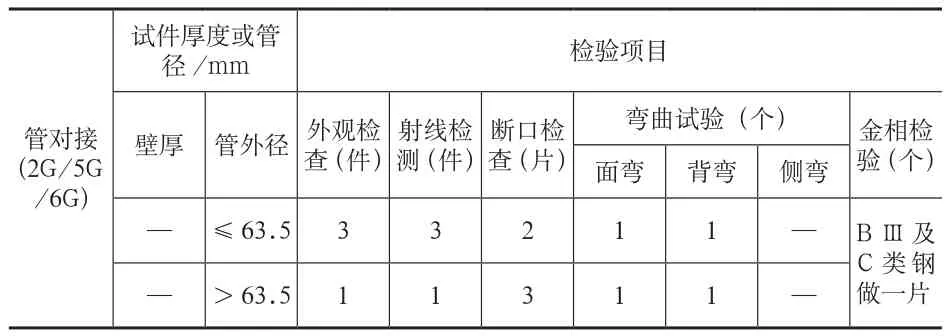
表7 電力考規(guī)中試件檢驗(yàn)項(xiàng)目及數(shù)量
6 證件簽發(fā)及有效期
細(xì)則規(guī)定:《特種設(shè)備作業(yè)人員證》四年復(fù)審一次。第一次復(fù)審時(shí),需要重新考核;以后的復(fù)審,可在合格項(xiàng)目范圍內(nèi)抽考。若持證焊工某一焊接方法中斷焊接作業(yè)超過(guò)半年,則該焊工再使用該焊接方法進(jìn)行焊接作業(yè)前,需通過(guò)復(fù)審抽考合格,方可作業(yè)。
電力考規(guī)規(guī)定:焊工資格證有效期為四年。具備一定條件的優(yōu)秀焊工每個(gè)合格項(xiàng)目可以免簽一次,即可延長(zhǎng)4年。首次考核的焊工,必須考核板狀對(duì)接試件;首次考核管狀試件的焊工,必須具備板狀對(duì)接試件四項(xiàng)合格的基礎(chǔ)。
可以看出,細(xì)則對(duì)焊工證第一次復(fù)審要求較嚴(yán)格,要求焊工必須重新考試;電力考規(guī)對(duì)首次考核的焊工,要求必須具備板對(duì)接的合格項(xiàng)目,細(xì)則對(duì)焊工選擇項(xiàng)目考核時(shí),可根據(jù)自身能力和從事焊接作業(yè)的情況自由抉擇;電力考規(guī)則要求考核按部就班進(jìn)行,過(guò)于死板。 總之,兩者側(cè)重不同,要求也不會(huì)相同。
7 結(jié)論
本文通過(guò)細(xì)則和電力考規(guī)比較發(fā)現(xiàn),兩者側(cè)重不同,除了某些考核中規(guī)定等同外,電力考規(guī)要求面較廣,涉及受壓部件以外的鋼構(gòu)件;細(xì)則要求比較專,僅考慮與受壓元件相關(guān)的焊接作業(yè),規(guī)定管板角接頭形式,涵蓋范圍全,相關(guān)規(guī)定切合實(shí)際科學(xué)合理;但針對(duì)鍋爐受熱面小管的考核,電力考規(guī)規(guī)定要求通過(guò)障礙物考核,更符合現(xiàn)場(chǎng)焊件結(jié)構(gòu)。從法律效應(yīng)上看,細(xì)則大于電力考規(guī),因此,為了滿足現(xiàn)場(chǎng)所有施工需要,焊工持雙證上崗是必要的;現(xiàn)場(chǎng)焊接技術(shù)人員應(yīng)掌控細(xì)則和電力考規(guī)的側(cè)重點(diǎn),正確指導(dǎo)焊工在合格項(xiàng)目范圍內(nèi)施焊,可以從源頭杜絕超項(xiàng)作業(yè),保障超臨界鍋爐安裝、改造和重大修理過(guò)程中焊接質(zhì)量具有重要意義。
參考文獻(xiàn)
[1]許威,李彥勝,尚用甲,等.兩種石油管道焊接典型標(biāo)準(zhǔn)的焊工評(píng)定區(qū)別分析[J].電焊機(jī),2012,42(04):87-89.
[2]趙孟顯.ASME鍋爐壓力容器規(guī)范第Ⅸ卷新版焊接規(guī)范介紹(一)[J].壓力容器,2009,26(09):34-41.
[3]TSG Z6002—2010 特種設(shè)備焊接操作人員考核細(xì)則[S].
[4]DL/T 679—2012 焊工技術(shù)考核規(guī)程[S].
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
童話世界(2020年10期)2020-06-15 11:53:22
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)衛(wèi)生(2016年2期)2016-11-12 13:22:24
故事大王(2016年7期)2016-09-22 17:30:08
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
海峽姐妹(2014年5期)2014-02-27 15:09:32
兒童故事畫(huà)報(bào)(2013年3期)2013-06-24 05:40:30