6RDS曲軸鍛件用坯料鋼錠開坯鍛造工藝試驗研究
2018-05-18 01:30:50
鍛造與沖壓 2018年9期
根據6RDS曲軸鍛件用坯料的技術要求,結合8MN水壓機的鍛造能力以及供應商的錠型型譜,提出了鋼錠的技術要求并選擇3t鋼錠進行鋼錠開坯鍛造工藝試驗研究。對曲軸坯料取樣進行化學成分、力學性能等指標理化檢驗,結果符合要求。
資陽機車有限公司是一家鐵路機車、柴油機以及大中型全纖維曲軸專業生產廠家,其曲軸產品包括鍛件、半成品和成品,年產量約3000支。由于資陽公司沒有配置鋼錠冶煉設備,曲軸坯料一直以來依靠從國內、國際市場采購,每年采購量為3000~3500支。對外采購曲軸坯料,一是坯料價格高,二是需要重復進行理化檢驗。市場競爭要求資陽公司具備自己的鋼錠開坯能力。為此選擇6RDS曲軸坯料進行鋼錠開坯鍛造工藝試驗研究,為以后其他曲軸坯料鋼錠開坯積累經驗。
6RDS曲軸鍛件用坯料技術要求
化成成分
6RDS曲軸采用42CrMoA高級優質合金結構鋼制造,化學成分應符合表1要求。
高低倍組織
每熔煉爐號在加長坯料冒口端一側二分之一半徑處取樣,按GB/T 10561-2005規定做非金屬夾雜物檢查,結果應符合表2規定。按GB/T 1979-2001規定做酸浸低倍組織檢查,不得有肉眼可見的縮孔、氣泡、翻皮、裂紋、白點、夾雜物和皮下氣泡等缺陷,低倍組織應符合表3要求。

表1 化學成分

表2 非金屬夾雜物

表3 低倍組織

表4 力學性能
力學性能
每熔煉爐號在加長坯料件冒口端二分之一半徑處取毛坯尺寸為25mm的試樣,按GB/T 3077-2015中42CrMoA鋼的推薦熱處理制度進行熱處理后做力學性能試驗,結果應符合表4要求。
鋼錠選型以及鋼錠技術要求
圖1是6RDS曲軸坯料幾何尺寸,重量為2387 kg,結合800t水壓機鍛造能力和供應商的錠型,選用3t鋼錠,材料利用率為79.5%。供方所供鋼錠需要滿足以下要求:⑴每一熔煉爐號下料后需要有一件帶200mm的加長件作為原材料復驗用;⑵在距冒口線30mm處橫斷面上鋸切后,不得有肉眼可見的殘余縮孔、氣孔、夾雜和軸心晶間裂紋等缺陷;⑶表面不得有肉眼可見的夾渣、裂紋、結疤、折疊等缺陷;⑷鋼錠按訂貨圖下料后,按熔煉爐號+錠號+件號編號,同一鋼錠的不同件,靠冒口端的為1號,靠水口端的為最大號,中間順序編號。
鋼錠開坯鍛造工藝
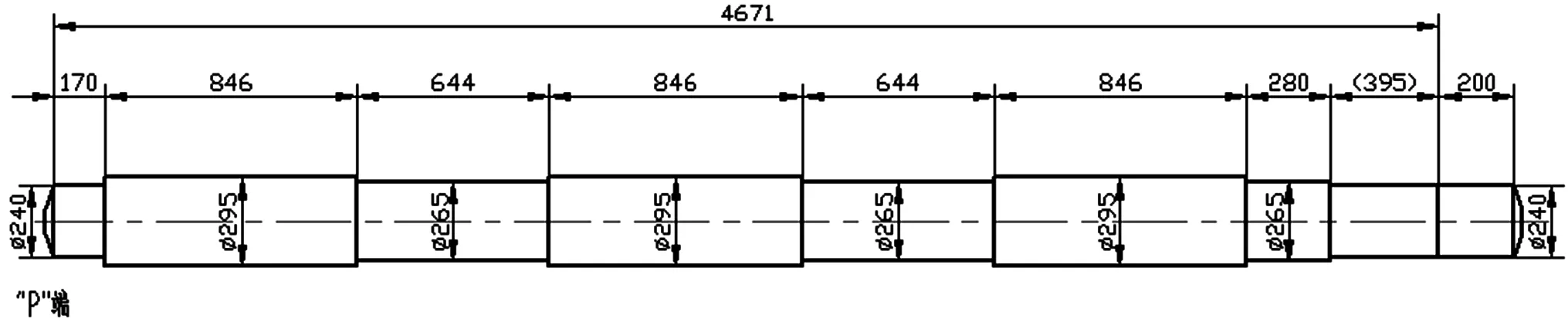
圖16 RDS曲軸坯鍛件圖
坯料除需鍛造出合格的幾何尺寸,還要求具有一定的鍛造比,其目的在于消除或減輕鑄造缺陷和破碎鑄造組織(焊合氣孔、疏松和裂紋;破碎樹枝晶組織,使鋼中的第二相分布均勻),增大鋼的密度和提高鍛件的機械性能。鍛造開始時,首先是鋼錠內部的氣孔、疏松和裂紋得到焊合。隨著鍛造比的增大,疏松和氣孔等的數量因焊合而減少,非金屬夾雜的尺寸也因破碎而減小,從而使鋼的塑性得到提高。鍛造比繼續增大,由于金屬沿最大主變形方向而產生塑性變形,破碎了的晶粒與晶間物質便沿主變形方向被拉長而形成流線或纖維組織。
鋼錠開坯鍛造工藝流程
鋼錠開坯鍛造工藝流程:鋼錠外觀質量檢查→鍛造加熱→鐓粗(移動工作臺、旋轉鐓粗臺鐓粗)→拔長(平砧、V型砧)→修整鍛件→鍛件質量外觀檢查→鍛后正火、回火→取樣→坯料劃線→打中心孔→粗車→超聲波探傷→車臺階坯。
⑴曲軸坯鍛件是在6RDS曲軸車坯基礎上放余量設計的,直徑方向單邊余量為10mm,軸向單邊余量為20mm,鍛件總長為4671mm,鍛件重量為2387kg,材料利用率為79.5%。根據6RDS曲軸的特點,曲軸坯鍛件設計為臺階坯,和我們常見的為光坯的曲軸坯不一樣。臺階坯與光坯相比可省料254kg。曲軸坯鍛件尺寸如圖2所示。
⑵鋼錠采購回來之后首先對鋼錠表面質量進行檢查,鋼錠表面不得有折疊、裂紋、結疤等表面缺陷,鋼錠水口端標記需符合訂料技術要求。鋼錠加熱到鍛造溫度后出爐鍛造,分2火次完成。
⑶為了滿足鍛造比≥5,鍛造過程采用兩次鐓粗和兩次拔長工序。
第1次鐓粗根據800t水壓機設備條件將坯料從1075mm高鐓粗至高為960mm,方562mm的坯,鐓粗比K1=1.12;第2次鐓粗,將坯料鐓粗至高為750mm,方636mm的坯,鐓粗比K2=1.28;第1次拔長,將坯料拔長至截面為320mm的方坯,鍛造比為K3=3.96;第2次拔長,將方320mm的坯料倒棱拔長、滾圓至φ295mm的圓坯,鍛造比K4=1.49。總鍛造比K=K1+K2+K3+K4=7.85。鍛造變形過程見表5。
⑷分料計算、鍛造。
根據6RDS曲軸的特點,將6RDS曲軸坯設計為臺階坯(圖2),而我們常見的曲軸坯都是光坯。在第2次拔長為φ295mm的圓坯后,根據體積不變原理分料計算、拔長。

圖26 RDS曲軸坯簡圖
鍛造工步:
1)從P端分出A部分料φ295mm×115mm,拔長至鍛件尺寸φ240mm×170mm;
2)分出C部分料φ295mm×520mm,拔長至鍛件尺寸φ265mm×644mm;
3)分出E部分料φ295mm×520mm,拔長至鍛件尺寸φ265mm×644mm;
4)分出G、H料后先將坯料拔長至直徑φ265mm后分出G部分料,將剩下的料拔長至直徑為φ240mm。
鍛造加熱工藝
采用臺式加熱爐加熱:⑴加熱時間。加熱時間過長將導致能耗增加,燒損嚴重;時間過短將導致鋼錠心部未充分均勻,鍛造時不但變形抗力過大,而且會導致混晶發生,影響產品力學性能均勻性。采取2h/100mm方式計算加熱時間,即鋼錠每增加100mm,加熱時間延長2h,結合加熱經驗確定時間;⑵加熱溫度。在750℃左右時材料將發生鐵素體向奧氏體轉變,會產生組織應力。如果在750℃不進行保溫,相變造成的組織應力和鋼錠內外巨大溫差造成的熱應力會疊加在一起,導致鋼錠因應力過大而產生裂紋。將爐溫升高到1250℃之后,鋼錠內外再次出現較大溫差,但此時材料塑性較好,不會出現裂紋,保溫5h后,鋼錠的心部溫度也達到了1180℃。加熱工藝曲線如圖3所示。
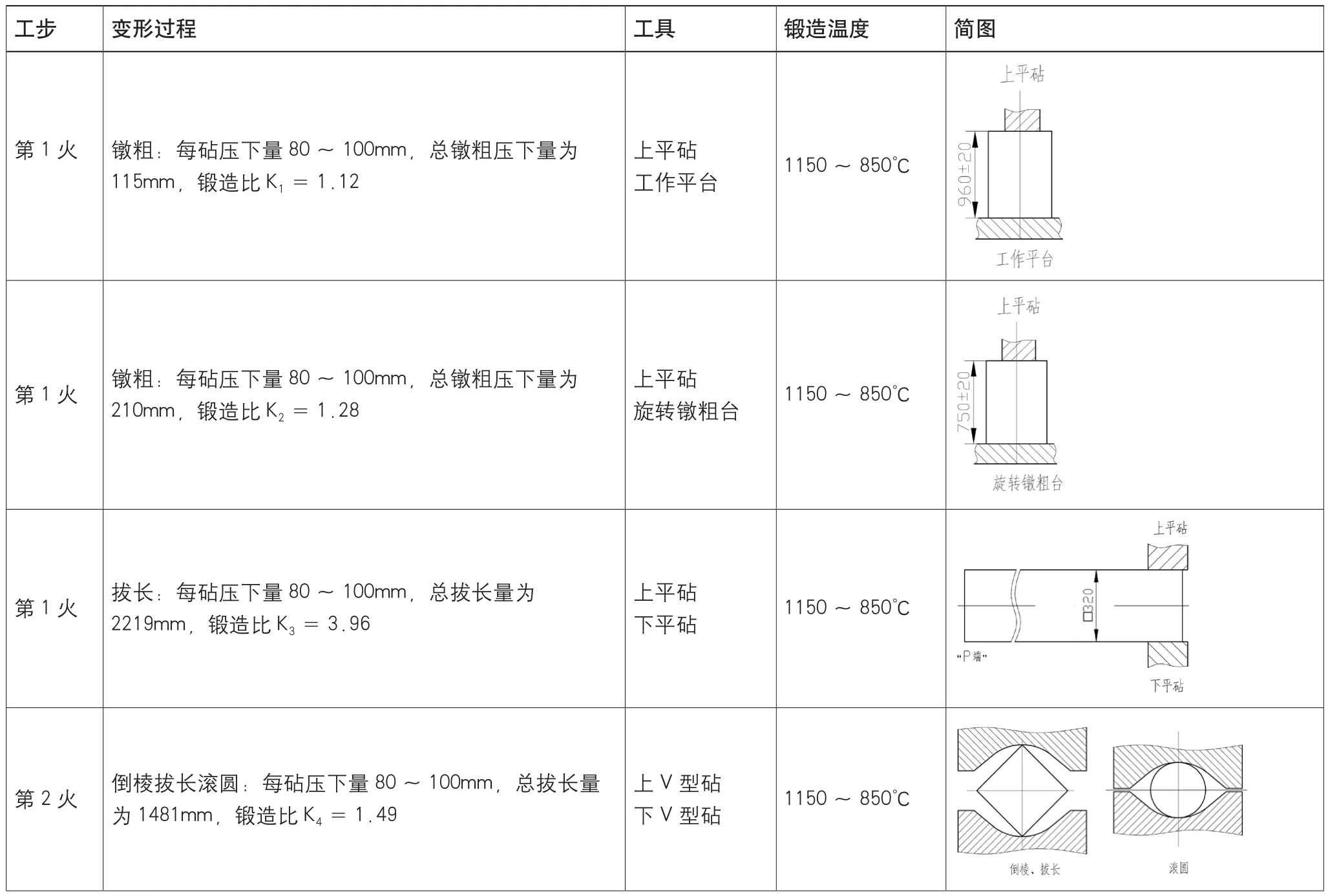
表5 鍛造變形過程
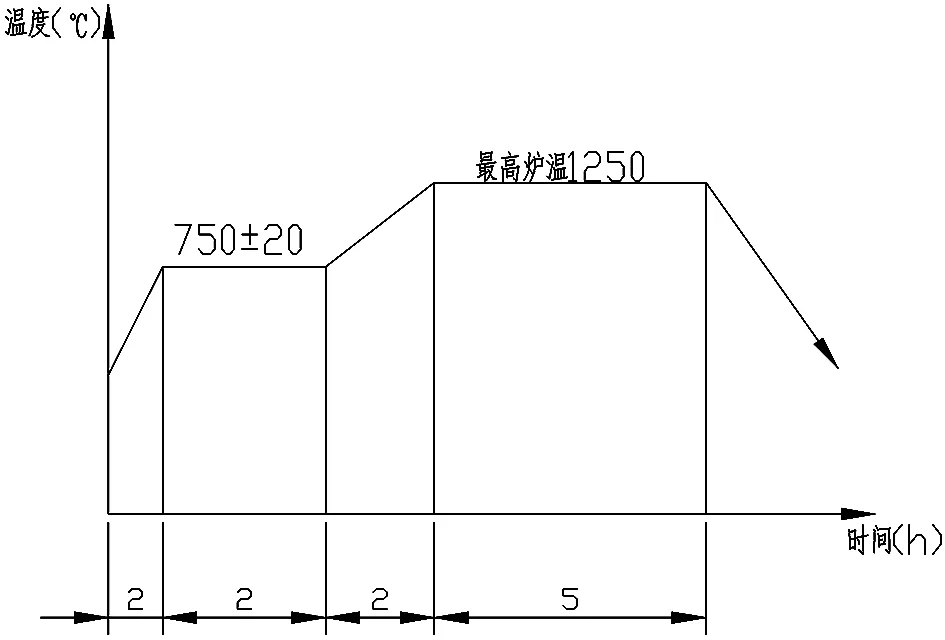
圖36 RDS曲軸鋼錠加熱工藝
鍛后熱處理工藝
為了使鍛件晶粒細化、組織均勻、消除鍛造過程中產生的應力,鍛后進行正火處理。正火溫度一般選取為Ac3+(40~100)℃,結合鐵碳合金平衡圖分析,選擇860℃進行正火保溫處理。正火后采用空冷可以細化晶粒,同時保證組織完全轉變及保持均勻性。在完成轉變后,為了進一步消除正火過程中產生的應力及達到擴氫的目的,在正火結束后,采用高溫回火工藝。冷卻到300℃后就可以升溫進行高溫回火處理。熱處理工藝曲線如圖4所示。
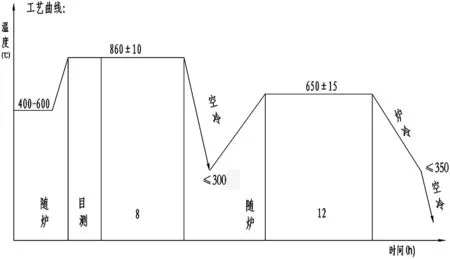
圖46 RDS鋼錠開坯鍛后熱處理工藝

表6 化學成分

表7 力學性能檢驗結果

表8 非金屬夾雜物檢驗結果

表9 低倍組織檢驗結果
小批量試生產及理化檢驗結果
采用該工藝方案進行了小批量試生產,完成了10個鋼錠的開坯,經劃線檢查坯料幾何尺寸滿足要求,并已擠壓出合格曲軸鍛件。10支坯料有2件帶有加長試棒,根據6RDS曲軸坯料技術要求鋸取試樣做理化檢驗,化學成分結果見表6,力學性能檢驗結果見表7,非金屬夾雜物檢驗結果見表8,低倍組織檢驗結果見表9,從表中可以看出復試結果均符合6RDS曲軸坯料技術要求。
結論
⑴在8MN水壓機上采用3t鋼錠鍛造6RDS曲軸鍛件坯料,坯料幾何尺寸滿足要求,坯料化學成分、力學性能、高低倍組織等重要指標符合要求。結果表明,6RDS曲軸鍛件坯料采用鋼錠開坯是可行的。
⑵小批量試生產以及理化檢驗結果驗證了6RDS曲軸坯料鋼錠開坯鍛造工藝流程、鋼錠鍛造加熱工藝和曲軸坯料鍛后熱處理工藝的可行性。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
