一種SUV轉(zhuǎn)向臂軸鍛件分模面磁痕分析及鍛造工藝改進(jìn)(下)
2018-05-18 01:30:53
鍛造與沖壓 2018年9期
《一種SUV轉(zhuǎn)向臂軸鍛件分模面磁痕分析及鍛造工藝改進(jìn)》(上)見《鍛造與沖壓》2018年第7期
檢驗(yàn)轉(zhuǎn)向臂軸內(nèi)部金屬流線對(duì)產(chǎn)生缺陷的影響
⑴理論和模擬分析。
現(xiàn)有的加工工藝為:先將加熱后的棒料放在模具上進(jìn)行鍛打一次,鍛打結(jié)束后上下模的間隙為0。由于轉(zhuǎn)向臂軸齒部相對(duì)桿部位置較粗,毛坯在擠壓的過程中要將轉(zhuǎn)向臂軸的齒部位置充滿,導(dǎo)致桿部要排出多余金屬來填充齒部。在擠壓過程中,可以明顯看到心部金屬外溢,經(jīng)驗(yàn)分析與軟件模擬結(jié)果一致。
⑵實(shí)驗(yàn)驗(yàn)證上述推論。
實(shí)驗(yàn)方案:使用前期A鋼廠20CrMnTi、φ50mm、40845370爐批號(hào)鋼材,下料285mm,中心鉆不同直徑的孔,插入相應(yīng)尺寸的45#鋼材,如圖6(a)所示,按照現(xiàn)行的轉(zhuǎn)向臂軸鍛造工藝鍛打后剖切截面看金屬流動(dòng)情況。
從實(shí)驗(yàn)照片圖6(b)中可以看出,心部φ25mm的棒料已經(jīng)溢流到分模面外;心部φ30mm的棒料流出更多、更明顯。說明心部非致密層的面積關(guān)系到分模面磁痕的嚴(yán)重程度。實(shí)驗(yàn)結(jié)果與理論推理、軟件模擬的結(jié)果一致。
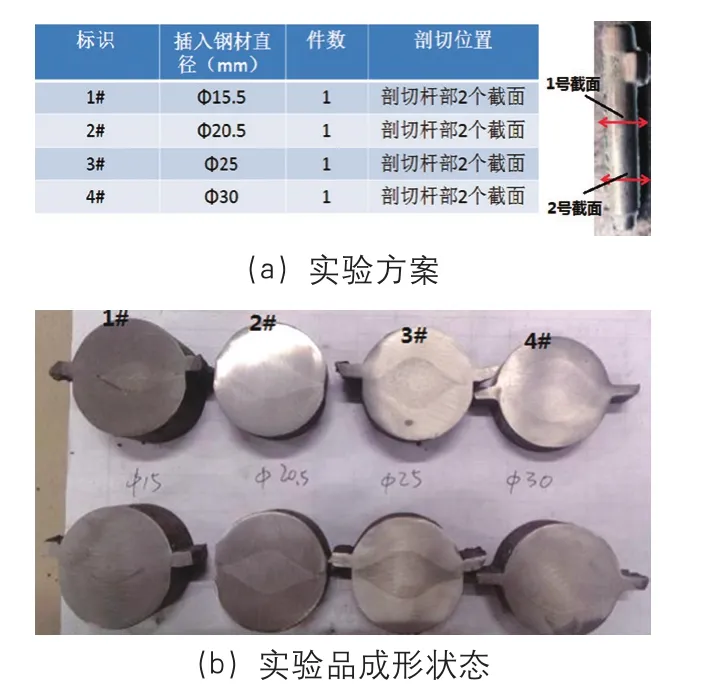
圖6 實(shí)驗(yàn)情況
綜上,鋼材不可避免地存在程度不同的非金屬夾雜物、中心疏松、偏析及帶狀組織等缺陷。在整個(gè)形變過程中原材料中心部位的缺陷和非金屬夾雜物朝分模面和飛邊匯集而密集于切邊處。對(duì)于鍛造可變形的非金屬夾雜物,如硫化物和多數(shù)硅酸鹽等,在分模面沿金屬延伸方向呈片狀形式存在。對(duì)于鍛造不可變形的非金屬夾雜物,如氧化物和氮化物等,則分布在分模面沿金屬延伸方向而呈面狀集團(tuán)形式存在,從而引起金屬在分模面處分層。當(dāng)金屬充滿型腔后,由于飛邊進(jìn)一步減薄、冷卻和橋口摩擦等原因,多余金屬流出橋口阻力極大,只有很少量的金屬流出橋口。集聚在橋口附近的片狀、面狀非金屬夾雜物和帶狀組織幾經(jīng)壓縮,最終殘留在鍛件的分模面處,探傷時(shí)形成磁粉堆積,出現(xiàn)磁痕現(xiàn)象。
依托第三方檢測(cè)機(jī)構(gòu)進(jìn)一步驗(yàn)證轉(zhuǎn)向臂軸缺陷存在的原因
圖7為中國(guó)一拖集團(tuán)有限公司工藝材料研究所出具的檢測(cè)報(bào)告的結(jié)論部分。表3為三個(gè)檢測(cè)機(jī)構(gòu)的檢測(cè)結(jié)論,從第三方檢測(cè)報(bào)告可以總結(jié)出:此次磁痕問題的根本原因?yàn)殇摬氖杷伞⒎墙饘賷A雜、帶狀等內(nèi)部缺陷溢流到分模面所致。

表3 第三方檢測(cè)機(jī)構(gòu)的檢測(cè)結(jié)論
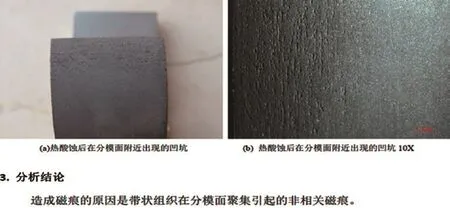
圖7 中國(guó)一拖工材所檢測(cè)報(bào)告結(jié)論部分
工藝改進(jìn)
綜合各個(gè)過程調(diào)查的情況和第三方檢測(cè)結(jié)果,說明現(xiàn)有轉(zhuǎn)向臂軸鍛造工藝對(duì)鋼材本身質(zhì)量要求非常敏感,為此提出兩個(gè)方向的改進(jìn):⑴通過鍛造工藝的改進(jìn),減少鋼材心部組織外溢的方式,控制磁痕產(chǎn)生比例。⑵與鋼材生產(chǎn)廠家一同進(jìn)行控制鋼材中心非致密層的研究,確定最終能滿足客戶加工要求的中心非致密層尺寸(圖8兩箭頭之間位置)。
采用局部鐓粗+鍛打的新工藝,使用的鋼材為A鋼廠的20CrMnTi、φ40mm的棒料,生產(chǎn)50件產(chǎn)品,批次為5231、棒料長(zhǎng)度385~390mm。優(yōu)化后的實(shí)驗(yàn)工藝為:中頻加熱→局部鐓粗(實(shí)驗(yàn)時(shí)用400t壓力機(jī))→鍛造(1000t壓力機(jī))→切邊(250t切邊機(jī))→正火(臺(tái)車爐)→表面清理→磁粉探傷→包裝/發(fā)貨。
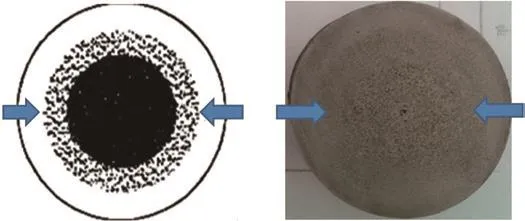
圖8 致密層示意圖
毛坯粗車后探傷未發(fā)現(xiàn)分模面磁痕,測(cè)量產(chǎn)品重量、產(chǎn)品尺寸、切邊后料邊厚度、切邊方向尺寸均達(dá)到要求。采用正火+不完全淬火+回火,工藝要求達(dá)到210~257HB,實(shí)測(cè)合格;產(chǎn)品金相組織為2級(jí)合格。
工藝更改前后產(chǎn)品金屬的流線如圖9所示,從圖中很清楚看到局部鐓粗工藝桿部直徑方向比現(xiàn)有工藝致密,流線較集中的中心位置未被切斷。

圖9 產(chǎn)品金屬流線對(duì)比圖
結(jié)論
⑴在轉(zhuǎn)向臂軸工藝過程復(fù)檢的過程中發(fā)現(xiàn):鋼材供應(yīng)商未對(duì)心部疏松面積進(jìn)行規(guī)定。
⑵轉(zhuǎn)向臂軸產(chǎn)生非相關(guān)磁痕的原因可以大致歸為:1)內(nèi)部原因。材料本身金屬組織的不均勻是導(dǎo)致非相關(guān)磁痕產(chǎn)生的主要原因,通過改進(jìn)和降低材料本身的帶狀組織和金屬組織的不均勻度,可以有效降低磁痕的產(chǎn)生。2)外部原因。壓力機(jī)鍛造時(shí),金屬不均勻向周圍擴(kuò)展,導(dǎo)致軸向的帶狀組織和流線被剪斷,斷裂部位產(chǎn)生成分和組織突變,導(dǎo)致該部位產(chǎn)生非相關(guān)磁痕。
⑶優(yōu)化鍛造工藝過程,采用局部鐓粗+鍛造的新工藝,盡量減少鍛造過程中的異常變形,有助于減少分模面磁痕的產(chǎn)生及優(yōu)化臂軸內(nèi)部金屬流線。
⑷進(jìn)行控制鋼材中心非致密層的研究,確定最終能滿足客戶加工要求的中心非致密層尺寸,也將大大減小鍛造時(shí)鋼材內(nèi)部金屬向外溢出的程度。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
