鈦合金TB6刀具磨損銑削實驗研究
2018-05-22 08:56:44王建民
宇航材料工藝 2018年2期
關鍵詞:實驗
劉 東 王 放 王建民 薛 源 薛 晶
0 引言
鈦合金因具有高比強度、高比模量、低線脹系數、耐沖擊、耐磨,耐熱等優良性能[1]而應用廣泛。但鈦合金難加工[2],在實際切削加工中,刀具耐用度低,刀具磨損嚴重,加工成本高,大大的阻礙了這類材料的應用與推廣[3]。鈦合金TB6是一種高韌、高強并且擁有優秀熱加工性的近β型鈦合金,和同強度結構鋼或其他一些鈦合金相比可大大降低結構質量[4]。
在金屬切削加工過程中,刀具磨損是人們普遍關注的一個問題[5]。因為它涉及到很多方面的問題,對刀具壽命、加工的經濟性、加工精度、加工工件的表面質量、可靠性等方面都有很大影響。國內外很多學者都對切削時刀具磨損進行了大量研究。ATTANA?SIO等對硬質合金刀具切削AISI1045時的刀具磨損進行了預測[6]。FILICE等對切削中碳鋼時刀具磨損情況進行了預測[7]。鄭敏利等使用未涂層硬質合金刀具進行鈦合金外圓切削實驗,發現刀具的磨損以擴散磨損、粘連磨損為主,且隨切削速度和進給量的增大,刀具磨損加劇[8]。陳燕等使用軟件對高速切削鈦合金TC4時的刀具磨損進行了有限元分析,發現隨切削速度增加刀具磨損加快,且切削速度為300 m/min 時刀具壽命僅為 130 m/min 的 1/3[9]。
本文通過在不同切削參數下對鈦合金TB6進行干式正交切削試驗,對比分析不同切削參數下的刀具磨損情況,并用實驗結果進行回歸分析得到刀具磨損的回歸公式,為優化切削參數、提高刀具耐用度,降低加工成本提供一定參考。
1 實驗
1.1 試驗方案
本次實驗根據生產經驗、文獻數據、刀具廠商推薦值等綜合考慮選定9組銑削參數,進行正交切削實驗,銑削方式為順銑。使用9把相同刀具進行實驗。根據推薦的的耐用度實驗標準,選取后刀面磨損量VB=0.25~0.3 mm 作為刀具的磨損標準。 使用顯微照相機檢測刀具的磨損情況,按實驗預定的銑削參數加工工件,每隔一定時間停止加工,拍攝實驗過程中刀具后刀面磨損圖像,在軟件中處理磨損圖像,可得到當前刀具磨損情況。
采用正交試驗方法設計實驗,設計四因素三水平正交試驗,四個因素為銑削速度、每齒進給量、切削深度,切削寬度。各因素水平見表1。

表1 切削因素水平表Tab.1 Cutting factor and level table
1.2 加工機床和加工刀具
圖1為實驗所用機床MVC1000,圖2為實驗所用硬質合金刀具,55°整體合金立銑刀,φ6R0.5×15×φ6×50L×55°×4T。

圖1 實驗用機床Fig.1 Experimental machine

圖2 實驗用刀具Fig.2 Experimental tool
1.3 實驗材料
實驗采用TB6長方體材料,又稱Ti-1023(典型的近 β 型鈦合金),名義成分為 Ti-10V-2Fe-3Al。其化學成分及力學性能如表2表3所示。

表2 TB6鈦合金化學成分Tab.2 Chemical composition of TB6 titanium alloy wt%

表3 TB6鈦合金的力學性能Tab.3 Mechanical properties of TB6 titanium alloy
1.4 實驗儀器
使用顯微照相機測量刀具的磨損情況。照相機與計算機相連,使用相關軟件可將刀具磨損情況放大,便于在計算機上觀察。將照相機固定在機床上,并將裝夾好的刀具移到適當位置,記錄當前坐標。經過一定時間的切削后,暫停切削,將刀具移到預先記錄的坐標處,使用照相機觀察并記錄磨損情況。如未達到預定磨損量可繼續切削一定時間后,暫停切削再次將刀具移到預先記錄的坐標處,觀察磨損情況,直至刀具達到預定磨損量為止。
1.5 測試標準
在評定刀具材料切削性能和研究試驗時,都以刀具表面的磨損量作為衡量刀具的磨鈍標準。國際ISO推薦的刀具耐用度磨鈍標準為后刀面磨損量:VB=0.3 mm,在實際應用經常根據所加工材料和刀具的具體情況在025~0.3 mm之間選擇。由于鈦合金為難加工材料,加工過程中刀具破壞形態比較復雜,所
以在本次試驗中取后刀面磨損量VB=0.26 mm作為本次試驗的磨損標準。
2 結果與討論
按照指定的實驗方案,在每組切削參數下,以后刀面磨損量VB=0.26 mm作為刀具的磨損標準,計算出每組所需要的切削時間并記錄(表4)。實驗所用試件為一長方體鈦合金,切削時沿一個方向進行多次重復切削,記錄下每組實驗重復切削次數和時間,當刀具后刀面磨損量0.26 mm時停止切削,此時所切削的時間即為刀具耐用度。

表4 刀具耐用度實驗結果表Tab.4 Experimental results of tool durability
圖3為某一次顯微照相機通過計算機對切削時刀具磨損情況的測量,刀尖處白亮帶為刀具磨損,通過計算機測量其寬度。

圖3 刀具后刀面磨損Fig.3 Tool wear of the flank face
使用spss對實驗結果進行回歸分析,得到刀具耐用度的回歸方程:

回歸公式的模型誤差如表5所示,可以看出回歸方程R方差及調整R方差均在0.9以上,能夠很好地對刀具耐用度進行預測。

表5 模型誤差匯總Tab.5 Error of the model
通過圖4~圖7幾幅散點圖,可以看出,切削深度和切削寬度與時間的線性關系不顯著,而進給量和切削速度與時間的線性關系較為顯著。

圖4 銑削深度與耐用度回歸殘差散點圖Fig.4 Regression residual scatter plot of depth of cut and cutting time

圖5 銑削寬度與耐用度回歸殘差散點圖Fig.5 Regression residual scatter plot of width of milling and cutting time

圖6 進給量與耐用度回歸殘差散點圖Fig.6 Regression residual scatter plot of feed speed and cutting time
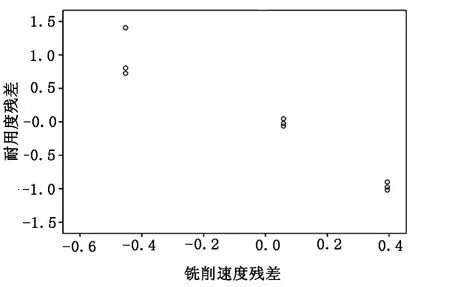
圖7 切削速度與耐用度回歸殘差散點圖Fig.7 Regression residual scatter plot of cutting speed and cutting time
3 結論
通過研究不同切削參數下切削鈦合金TB6時刀具的磨損情況,得出以下結論:
(1)在不同切削參數下的刀具主要磨損位置相似,大都出現在后刀面位置,前刀面磨損較后刀面不明顯。后刀面的磨損大都呈現一條帶狀磨損帶,且隨速度增大磨損帶會變長。在速度增大時,刀具易發生脆性破損,且在刀具表面會出現鈦合金粘連。
(2)通過本次試驗可以看出,在TB6銑削加工時,切削速度、進給量,切削寬度和切削深度都會影響刀具耐用度。而對耐用度的影響較大的是切削速度,,其次分別為進給量、切削寬度和切削深度。
(3)通過實驗得到的實驗數據,實用軟件進行回歸分析,得到了刀具磨損時間回歸方程,且可靠性良好。
參考文獻
[1]胡宏楠,董明.顆粒增強金屬基復合材料切削加工工藝的新進展[J].金屬材料與冶金工程,2009,37(1):3-7.
[2]陳五一,袁躍峰.鈦合金切削加工技術研究發展[J].航空制造技術,2010(15):25-30.
[3] ARAMESH M,SHI B,NASSEF A O, et al.Meta-mod?eling optimization of the cutting process during turning titanium metal matrix composites[J].Procedia CIRP,2013(8):576-581.
[4]王美嬌,孟祥軍,廖志謙,等.Ti-1023合金的研究現狀[J].材料開發與應用,2009,24(5):66-69.
[5]張宗陽,艾興,劉戰強,等.高效切削鐵基高溫合金刀具磨損特性研究[J].制造業自動化,2011(10):48-52.
[6] ATTANASIO A,CERETTI E,FIORENTINO A, et al.Investigation and FEM-based simulation of tool wear in turning operations with uncoated carbide tools[J].Wear,2010,269(5-6):344-350.
[7] FILICE L,MICARI F,SETTINERI L, et al.Wear mod?eling in mild steel orthogonal cutting when using uncoated carbide tools[J].Wear,2007,262(5-6):545-554.
[8]鄭敏麗,范依航.高效切削典型難加工材料刀具摩擦與磨損機理研究現狀[J].哈爾濱工業大學學報,2011(6):22-30.
[9]陳燕,楊樹寶,傅玉燦,等.鈦合金TC4高速切削刀具磨損的有限元仿真[J].航空學報,2013,34(9):2230-2240.
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55