碳纖維復合材料/鈦合金疊層鉆孔工藝優化
2018-05-22 08:56:43劉俊義孫會來聶曉菊趙方方
宇航材料工藝 2018年2期
劉俊義 孫會來 聶曉菊 趙方方
0 引言
近年來碳纖維復合材料(CFRP)在航空航天領域大量使用[1-3],對其安全性能要求很嚴格,因此為提高制孔質量將其與金屬材料疊加制孔,利用兩種材料不同的特點獲得更優良的綜合性能。碳纖維脆性大、扛沖擊能力差和層間強度低等缺點[4],制孔過程中會出現孔入口劈裂、出口撕裂、起毛,孔壁發生分層、表面粗糙度大等問題。
碳纖維復合材料在鉆孔的過程中,孔分層主要由于鉆頭推入和推出時軸向力超過臨界軸向力導致,臨界軸向力是在鉆削碳纖維復合材料板時當刀具鉆透最底層碳纖維時的軸向力,即最大軸向力。ZHANG等人建立軸向力的理論模型,預測導致分層的臨界軸向力[5];王豪等人用不同種類的刀具對碳纖維復合材料/鋁合金進行鉆孔,選擇出最優的制孔刀具[6]。
本文為了探究碳纖維復合材料單板和碳纖維復合材料/鈦合金疊層材料在不同工藝參數下用麻花鉆制孔的情況,并將臨界軸向力的大小作為制孔質量的評價標準,優化制孔工藝參數。
1 CFRP制孔工藝模型建立
在碳纖維復合材料鉆孔過程中,隨著刀具的不斷推進,復合材料板未切削層慢慢減小,軸向力不斷增大,最底層的復合材料層與增強材料開始發生分離,產生分層,圖1為麻花鉆制孔分層的模型。

圖1 麻花鉆制孔分層的模型Fig.1 Delamination model of drilling with twist drill

式中,C3和K是由復合材料板的力學性能決定。
2 鉆孔工藝的仿真模型建立
2.1 刀具和工件的模型建立
刀具選用的是標準麻花鉆,材料為硬質合金YG8,刀具參數為直徑為6 mm,頂角為100°,螺旋角為30°。
CFRP/鈦合金疊層板的模型采用實體單元建模,碳纖維復合板的鋪層角度為0°/90°的正交板,共13層,如圖2所示。
CFRP板和鈦合金板的厚度均為2 mm。工件材料分別是 T300 和 Ti-6Al-4V。
ZHANG等人[5]借助線彈性斷裂力學(LEFM)和經典板殼彎曲理論,能量守恒方程可表示為:

式中,pC表示鉆削軸向力;dω0表示鉆頭的位移;GIC表示單位面積上的臨界裂紋擴展能量;dA表示分層裂紋面積的增量;dU表示應變能的微分。根據上式推導出臨界軸向力模型可表示為

圖2 CFRP的鋪層示意圖Fig.2 CFRP layer diagram
試驗中用的是漢川XK714D數控立式銑床,數控系統為FANUCOI-MD。主軸轉速范圍是60~5 000 r/min,進給速度范圍是 2.5~5 000 mm/min。 軸向力的測試系統選用KISTLER9257B三向壓電式測力儀,后處理軟件是DYNO WARE分別對x、y和z三個方向的軸向力和力矩進行處理。
2.2 仿真條件設置
對鈦合金設置本構模型和損傷模型都是JOHN?SON-COOK 模型[7-9],碳纖維復合材料設置強度參數,損傷模型和演化都為HASHIN理論網格劃分直接影響仿真的計算精度、切屑形狀等,為了提高仿真速度,增加仿真精度,在鉆頭與板接觸的位置,網格劃分的小而密集;遠離鉆頭的位置,網格劃分的大而稀疏。
碳纖維復合材料和鈦合金的網格單元類型為八節點實體單元(C3D8R),鉆頭的單元類型為4節點線性四面體單元(C3D4)。
仿真的刀具設置剛體,避免刀具變形對仿真結果的影響。
本文利用Abaqus軟件對制孔過程進行有限元仿真,分別設置不同的主軸轉速和進給量,觀察不同加工參數對仿真結果的影響,對比分析仿真結果。試驗的工藝參數如表1所示。
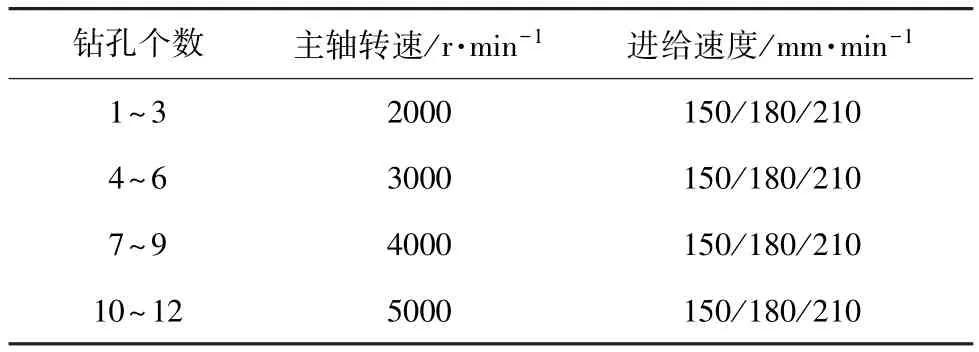
表1 試驗工藝參數表Tab.1 Process parameters list in test
3 結果分析
3.1 仿真結果分析
對仿真得到的結果進行分析,對比在進給速度為150 mm/min下不同主軸轉速的臨界軸向力圖像,如圖3所示。

圖3 仿真臨界軸向力的對比圖Fig.3 Comparison of the critical thrust force in the simulation
由圖3可以看出,在同一主軸轉速下CFRP/鈦合金疊層的制孔的臨界軸向力始終相對較小,而且仿真結果中云圖變化小,因此選取CFRP/鈦合金疊層材料制孔質量較好。仿真應力變化云圖,如圖4所示。可知,當鉆頭剛接觸到CFRP板時云圖開始有應力反應,說明軸向力開始產生。在刀具鉆削過程中,由于刀具的不斷推進CFRP板發生變形,在鉆頭附近的區域應力大且應力云圖中應力方向沿著纖維方向。CFRP的切屑主要是以粉末狀出現,切屑排出的方向在孔出口處和沿著鉆頭的導屑槽。

圖4 仿真過程中應力分析圖Fig.4 Stress analysis diagram in the simulation
麻花鉆加工CFRP/鈦合金疊層材料過程中會產生軸向力,軸向力是導致孔出口處撕裂、CFRP板分層的主要原因,直接影響制孔的質量,圖5為仿真過程中軸向力的變化圖。
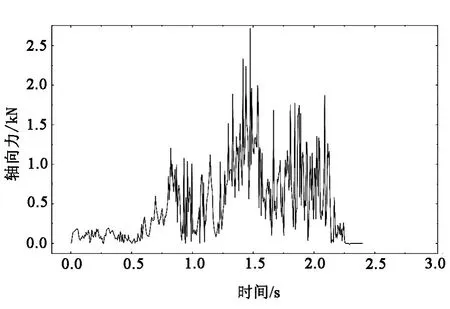
圖5 仿真過程中軸向力的變化圖Fig.5 Thrust force variation curve in the simulation
由圖5仿真制孔過程的軸向力的變化可分為4個階段:
(1)t=0~0.05 s,刀具開始接觸并進入 CFRP 板,刀具鉆削橫刃對CFRP板有垂直方向的壓力,軸向力從零開始迅速增加;
(2)t=0.05~0.7 s,是刀具進入 CFRP 板過程,軸向力平穩增加,在0.7s時軸向力最大,此時為導致CFRP板孔壁材料分層的臨界軸向力;
(3)t=0.7~1.5 s,刀具離開 CFRP 板進入鈦合金板,軸向力急速增加,由于鈦板比CFRP板硬度大,達到最大后慢慢減小并趨于平穩,此時的最大點是離開突破鈦合金板時的軸向力;
(4)t=1.5~2.3 s,軸向力先是趨于平穩,而后慢慢減小為0,刀具慢慢鉆出鈦合金板直至刀具刀尖完全鉆出。
3.2 試驗結果分析
根據表1中的加工參數進行試驗,結果如圖6所示。由于軸向力的大小直接影響鉆孔的質量,是造成孔出口撕裂、孔壁分層的主要原因。如圖6可知,當主軸轉速為 5 000 r/min、進給速度為 150 mm/min時,軸向力最小。對CFRP板的壓力小,孔的出口毛刺少;高轉速刀具對纖維切斷的能力較強,撕裂長度相對較短,孔壁周圍很少有分層。隨著進給速度的增大,刀具主切削刃對未切削層的推力和橫刃的擠壓力增大,孔壁周圍分層情況越嚴重,孔質量越差。

圖6 試驗中軸向力的變化圖Fig.6 Thrust force variation curves in the test
3.3 仿真與試驗結果對比分析
上述仿真和試驗探究了麻花鉆加工CFRP/鈦合金疊層板,根據表1中的工藝參數進行仿真。將上述仿真與試驗中測得臨界軸向力數據進行對比見圖7。

圖7 仿真與試驗數據對比Fig.7 Comparison between simulation and test
由圖7可以看出仿真與試驗的臨界軸向力的變化趨勢幾乎一致,當主軸轉速一定時,臨界軸向力隨著進給速度的增大而增大;當進給速度一時,臨界軸向力隨主軸轉速的增大而減小。試驗的臨界軸向力數據整體要比仿真要小,主要是在仿真過程中接觸設置、邊界條件的設置等原因造成的,但仿真數據與試驗數據的差距在誤差內,通過仿真測量得到的軸向力數據有效。
4 結論
(1)根據試驗過程中工藝參數(n=2 000~5 000 r/min,f=150~210 mm/min),得出選取較大主軸轉速和較小進給速度進行鉆孔,測得的臨界軸向力最小,應力云圖變化最小。
(2)加工CFRP板和CFRP/鈦合金疊層材料的試驗過程中,用較大的主軸轉速和較小的進給速度進行加工,臨界軸向力的較小,孔質量相對較好。
(3)對仿真和試驗結果進行分析,得出用硬質合金麻花鉆CFRP/鈦合金疊層材料用高主軸轉速和低進給速度可以盡量避免毛刺、出口處的劈裂和分層,孔質量更好。
參考文獻
[1]蘇霞.先進復合材料制造技術[J].橡塑技術與裝備,2015 (24): 49-52.
[2]劉金剛,沈登雄,楊士勇.國外耐高溫聚合物基復合材料基體樹脂研究與應用進展[J].宇航材料工藝,2013,43(4): 8-13.
[3]薛忠民,張文玲,呂琴.2013年中國復合材料行業發展回顧與展望[J].航空制造技術, 2014, 445(1/2): 41-46.
[4]姚運萍,吳夢培,徐雯.碳纖維復合材料麻花鉆鉆孔軸向力的數值模擬[J].機械工程材料, 2015, 39(1): 107..
[5] ZHANG L B, WANG L J, LIU X Y.A mechanical model for predicting critical thrust forces in drilling composite laminates[J].Proceedings of the Institution of Mechanical Engi?neers, Part B: Journal of Engineering Manufacture, 2001, 215(2): 135-146.
[6]王豪,胡堅,孫鑫.碳纖維復合材料/鋁合金疊層制孔工藝試驗研究[J].工具技術, 2015, 49(11): 63-67.
[7]惠旭龍,牟讓科,白春玉,等.TC4鈦合金動態力學性能及本構模型研究[J].振動與沖擊,2016,35(22):161-168.
[8] ISBILIR O, GHASSEMIEH E.Finite element analysis of drilling of carbon fibre reinforced composites[J].Applied Com?posite Materials, 2012, 19(3-4): 637-656.
[9] SUN J, GUO Y B.Material flow stress and failure in multiscale machining titanium alloy Ti-6Al-4V[J].The Interna?tional Journal of Advanced Manufacturing Technology, 2009, 41(7): 651-659.
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16