岸橋大車機構直線度尺寸控制與分析
2018-05-23 10:10:50朱海關張靖黃金玲
中國設備工程 2018年9期
朱海關,張靖,黃金玲
(上海振華重工(集團)股份有限公司長興分公司,上海 201913)
岸橋大車機構部分,為整個岸橋承重構件,大車運行的狀況好壞直接影響橋吊的壽命,若大車直線度超差嚴重,必然會在碼頭發生車輪啃軌現象,造成惡劣的影響也會制約整個交機進度的推進。因此,大車車輪安裝精度無法滿足設計或規范要求時,一方面,要花費大量人力物力重新調節返工,方面嚴重影響后續大車安全平穩運行,甚至損壞碼頭現場的軌道和基建,對岸橋的成本目標和交機進度目標造成嚴重影響和損失,所以很有必要研究此問題發生的原因以及后續生產制造過程中的注意要點。
1 大車直線度尺寸偏差原因分析及控制
大車直線度尺寸偏差原因分析。
一是預拼裝過程偏差。二是總裝過程中尺寸偏差影響。三是裝船或卸船過程中尺寸偏差的影響。四是海運過程的影響。五是大車機構試車完后的影響。
2 大車直線度尺寸制作過程中的控制
(1)預拼裝過程直線度尺寸控制
a.大車行走機構軌道排裝待車輪裝配好后,按照大車行走機構裝配總圖及排裝工藝編碼圖,分為A、B、C、D四組進行排裝。b.吊裝:根據裝配總圖,根據走輪踏面寬度及輪距,在每個車輪與軌道著地點鋪上調整墊塊,然后將臺車放置于調整墊塊上,注意要將各走輪的基準面放置于軌道的同一側,根據臺車輪距來調整臺車間距,隨后依次吊裝小平衡梁、中平衡梁、大平衡梁,各鉸點處穿入鉸軸或工藝軸連接。c.排裝:調整車輪基準面與水平面的垂直度。通過放置在每個臺車底部斷軸保護塊的千斤頂來調節車輪基準面的垂直度,可以用線錘或激光來測量。注意只能用一側的千斤頂頂升,使它和兩個走輪著地點形成一個平面,另一側的千斤頂只能假接觸,起到防傾覆的保護作用。調整各車輪基準面的直線度以及測量車輪軸線的水平偏差。d.要求:同一組中的所有車輪基準面直線度的偏差不超過±1mm。車輪孔中心線同理論中心線之間在水平面內的角度偏差不得大于±0.07%,應符合F.E.M規范。調整:先調整每組的第一個臺車,使其前后兩車輪中心線與軌道中心線重合,然后其余各車輪均以第一個車輪基準面為基準排直,調整各車輪基準面的直線度。重新確定平衡梁與臺車的裝配中心線及對中度用0.05mm塞片測量每個鉸軸孔間隙,比較兩側卡止位置的角度差≤20°為合格。可通過適當調整平衡梁一端中心位置來達到要求,否則應拆下平衡梁或車架進行平行度復測并糾正加工偏差。調整好平衡梁后,根據臺車中心,用激光重新開平衡梁中心,并在兩端打樣沖中心標記;點焊定位抗剪塊,在相應部位打上鋼印編號。e.總裝過程大車直線度尺寸控制。f.大車行走機構分組原則,若大車藍圖中已標出ABCD分組,則按藍圖分組,若藍圖中無ABCD分組,按大車總圖所示位置,上側(海側)左邊定為A組,右邊定為C組,下側(陸側)左邊定為B組,右邊定為D組,如圖1所示。

圖1 大車行走機構布置
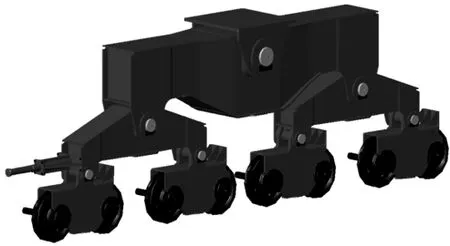
圖2 大車行走安裝示意圖
g.編碼順序水平方向順序:從緩沖器一端開始編號,自左向右編號。垂直方向順序:從車架到小平衡梁一直到大平衡梁,自下而上是車架→小平衡梁→中平衡梁→大平衡梁。如圖2所 示。h.大 車 行走機構拼裝大車行走機構臺車布置:根據圖紙要求,將大車臺車按照鋼印編碼進行拼裝,鋼印編號必須一一對應不得混用,一般從左到右排序大車臺車以及平衡梁。大車行走機構臺車縱向樣沖布置:大車行走臺車、小平橫梁、中平衡梁、大平衡梁洋沖要求對中,偏差要求≤1mm,如圖3所示。
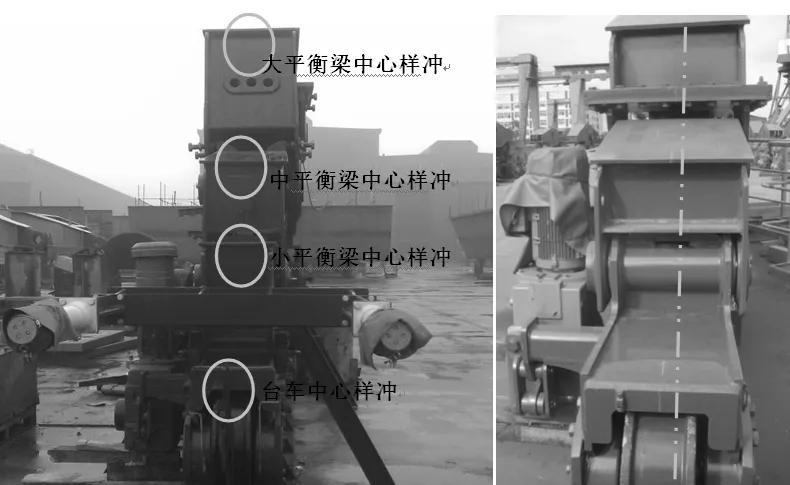
圖3 大車垂直度檢測示意圖
(2)裝船和卸船過程中的影響。裝船和卸船過程中的質量控制保證大車直線度是非常關鍵,裝船和卸船時意外因素較多,不可控關鍵點較為突出,除了需要優良的設備進行配合外,工裝件也需及時準備到位,因此合理的卸船工藝和管控是保證大車直線度的前提,此項可具體參考項目的裝船和卸船工藝,進行嚴格把關,否則后期大車運行造成啃軌再進行調節,必然造成人力和物力的損失。
(3)海運過程中大車直線度尺寸控制;整機上船后,大車直線度已達到完工狀態,為使大車在海運過程中應力或使大車直線度產生變化,除要嚴格遵循海綁工藝,按照海綁工藝質量管控外,還要格外注意大車行走支座調節螺栓與大平衡梁的間隙,保證在0.3~0.5mm之間。
(4)交機前大車直線度控制。碼頭現場運行大車時,若發生大車啃軌,小車后停車位運行大車,觀察車輪狀態,通過往復的來回運行,使得在測量位置車輪和軌道至少基本都有間隙,如果軌距明顯偏大或偏小,無法讓大車運行至自由狀態,則通過調節螺栓調整軌距。如若此時已然無法達到預期目標,這時要停機進行檢查大車直線度。
①將萊卡放置于大車行走機構的一端,位置能夠測量到全部車輪,與軌道距離盡可能和測量桿平行,確保萊卡與第一個車輪測量桿的平行距離L1與直線距離L2小于1:10,如圖4所示。
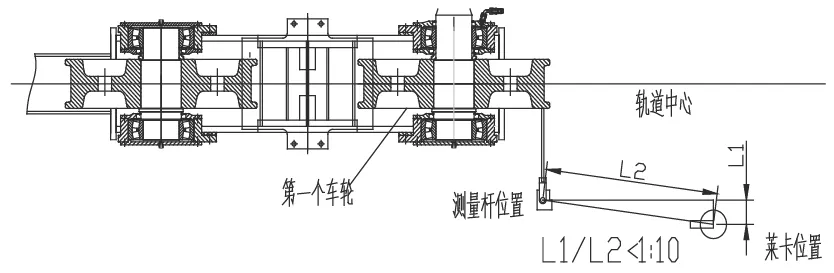
圖4
②數據分析。根據萊卡測量數據計算出每個車輪的角偏差,并算出每組大車角偏差的算術平均值。③調整大車車輪的角度偏差。由于調整前的岸橋直線度較差,不利于準確測量和調整,并導致鞍梁存在較大內應力,故需重新落軌來粗調和釋放應力。松法蘭螺栓,保留每側兩端的第二個螺栓緊固不松。按照需要的調整方向,在法蘭對角位置安裝調整工裝,并且將工裝擰緊。安放百分表,將百分表吸鐵座吸在鞍梁腹板上,百分表指針頂在下法蘭端面,兩個百分表的間距是1m,注意指針垂直于法蘭端面,將百分表調到零位,來調節大車角度偏差的角偏差。
(5)岸邊集裝箱起重機制造過程中大車直線度控制質量效果。全速運行大車,觀察大車跑向會有明顯改善,這時應能達到大車運行時雖有輪緣貼住軌道,但是從有間隙到貼住軌道是一個緩慢均勻變化過程的狀態,而且不會有啃軌現象,車輪只會正常磨損。
3 結語
岸邊集裝箱起重機(岸橋)生產制造過程中,大車直線度尺寸的控制不僅僅是為了保證大車直線度符合標準和規范要求,更是為后續整機機構運行的良好保證,所以一旦大車直線度的安裝尺寸出現問題,會嚴重影響后道工序的推進以及整個產品的交機進度目標與成本目標的實現。另外,岸橋主體由鋼結構組成,大車部分部件大而重,是整機的承重部分,在現場調整大車部分的直線度存在較大的安全隱患,還受到現場設備、工裝和人員的嚴重影響,所以一旦在車間、總裝廠地或裝卸船過程中出現問題時,在現場大車運行時,將發生嚴重的啃軌現象,對整機結構有著嚴重的傷害,調整過程將要花費成倍的人力物力。因此,大車直線度尺寸控制的研究與分析非常重要。
參考文獻:
[1]F.E.M歐洲起重機械設計規范.
[2]岸邊集裝箱起重機制造標準檢驗流程.
[3]GT-001大車行走排裝工藝.
[4]港口設備安裝工程技術規范JTI 280.
[5]大車直線度調整工藝.