高溫高壓合成可電火花加工的立方氮化硼燒結體
2018-05-24 08:59:39姜偉
超硬材料工程 2018年2期
姜 偉
(上海恒硬材料科技有限公司,上海 201612)
1 前言
1957年,GE公司在觸媒的作用下通過高壓高溫由六方氮化硼合成了立方氮化硼(cBN)。cBN作為一種超硬材料,具有優越的物理化學性能,如高的紅硬性、對鐵族元素的化學惰性,因而被廣泛地應用于加工黑色金屬(淬火鋼、鑄鐵、合金等)[1-4]。
立方氮化硼復合片是由cBN微粉、粘接劑和硬質合金基體在高溫高壓下燒結而成的[5]。目前其粘接劑主要有:化學周期表中IVB、VB、VIB族的金屬以及他們的氮化物、碳化物或碳氮化物;鋁、鈷、鎳或它們的合金[6-8]。
立方氮化硼復合片的合成方式決定了其內部必然存在殘余應力。從整體上看,cBN層和基體硬質合金膨脹系數的失配會產生宏觀殘余熱應力。而在cBN層和硬質合金基體之間是依靠粘結劑Co粘結的,因為粘結劑Co的熱膨脹系數遠大于基體,所以在冷卻到室溫的過程中,Co收縮得更快,就會產生一個張應力,而在基體上就產生了一個壓應力[9]。Weisbrook[10-11]認為此處的應力值與陶瓷微粒和粘結劑兩相的接觸角和相交的邊緣有關。Krawitz認為在合金基體和cBN層交接處產生的殘余應力是重要的,這必將影響復合片的粘結強度,從而影響其使用壽命。
為了減少這種宏觀殘余應力的存在,提高立方氮化硼刀具的壽命,本文合成了無硬質合金襯底的1~5mm的立方氮化硼聚晶,其具有良好的電火花可加工性,可完全取代傳統的帶硬質合金襯底的立方氮化硼復合片。
2 試驗過程
選取粉末:10微米cBN粉末、2微米碳氮化鈦,其立方氮化硼含量為90vol%,其余為粘接劑和混料引入的雜質。組裝按圖1-a合成立方氮化硼復合片(標記樣品1);圖1-b合成立方氮化硼聚晶(1.9mm厚度標記樣品2,4.8mm厚度標記樣品3,如圖2)。合成后通過電火花對樣品進行切割,樣品1制成常規CNGA120408刀具1;樣品2制成CNGA120408刀具2(如圖3);樣品3制成CNGA120408刀具3,如(圖4)和SCGN090408刀具4(如圖5)。并與國內某廠家刀具產品A(如圖4)以及國外某廠家產品B(如圖5)按表1參數進行灰鐵剎車盤切削對比測試,加工對象剎車盤如圖6所示。通過掃描電子顯微電鏡(JEOL公司,型號JSM-5910LV)觀察PcBN的形貌如圖7所示;
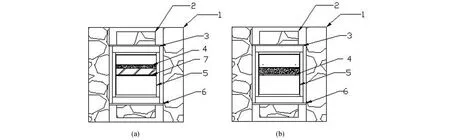
圖1 合成組裝圖Fig.1 Synthesis assembly(a)立方氮化硼復合片燒結組裝圖;(b)立方氮化硼聚晶燒結組裝圖1-葉蠟石 2-導電圈 3-金屬片 4-cBN層 5-鹽管 6-石墨發熱體 7-硬質合金

圖2 PcBN聚晶樣品Fig.2 PcBN samples(a-1.2mm厚度cBN聚晶,b-4.8mm聚晶)

圖3 CNGA120408-樣品2制作Fig.3 CNGA120408CBN insert withFig.2 -a sample
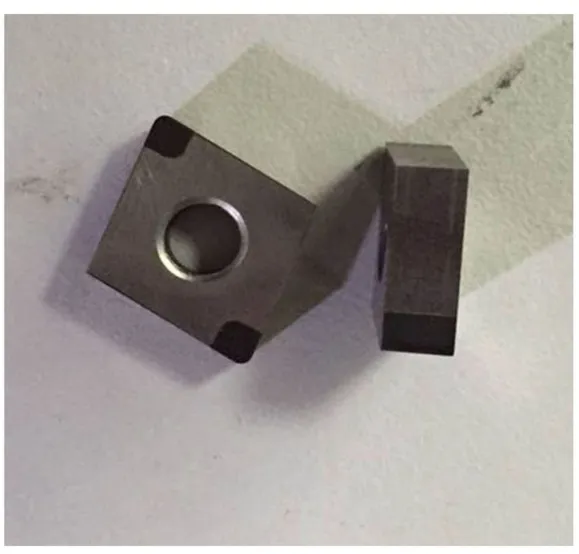
圖4 CNGA120408樣品3制作Fig.4 CNGA120408CBN insert with Fig.2-b sample

圖5 SCGN090408-樣品2-b制作Fig.5 SCGN090408insert with Fig.2-b sample

圖6 圖5樣品刀具加工材質為剎車盤Fig.6 Cast iron brake disc by Fig.5insert cutting
3 試驗結果與討論

圖7 樣品1-傳統PcBN復合片SEM圖,樣品2-無硬質合金襯底PcBN聚晶SEM圖Fig.7 SEM image of the sample 1-PCBN compact with WC substrate and sample 2-PCBN without WC substrate
在圖8中,制成的CNGA120408刀具與客戶原來的切削參數對比,其切削壽命明顯高于國內某公司產品A,國內某產品A單刃平均加工30件,而試驗產品刀具2和3加工60件左右,是其產品A的2倍壽命。合成的復合片制造的刀具1單刃加工壽命也在50件左右。從圖8可以看出聚晶制成的刀具比國內某公司的復合片壽命可以提高10%~20%左右。刀具3在提高車床轉速至500r/min的情況下每個刃仍能加工60件左右,說明cBN聚晶樣品3具有良好的紅硬性,這可以為客戶提高近50%的生產效率。從圖9可以看出用樣品3制造的SCGN090408型刀具4與國外某同型號刀具產品進行高速加工剎車盤的對比,其壽命與國外產品相近。

表1 用樣品1和2制作刀具的切削參數Table 1 Cutting parameters for sample one insert and sample two insert
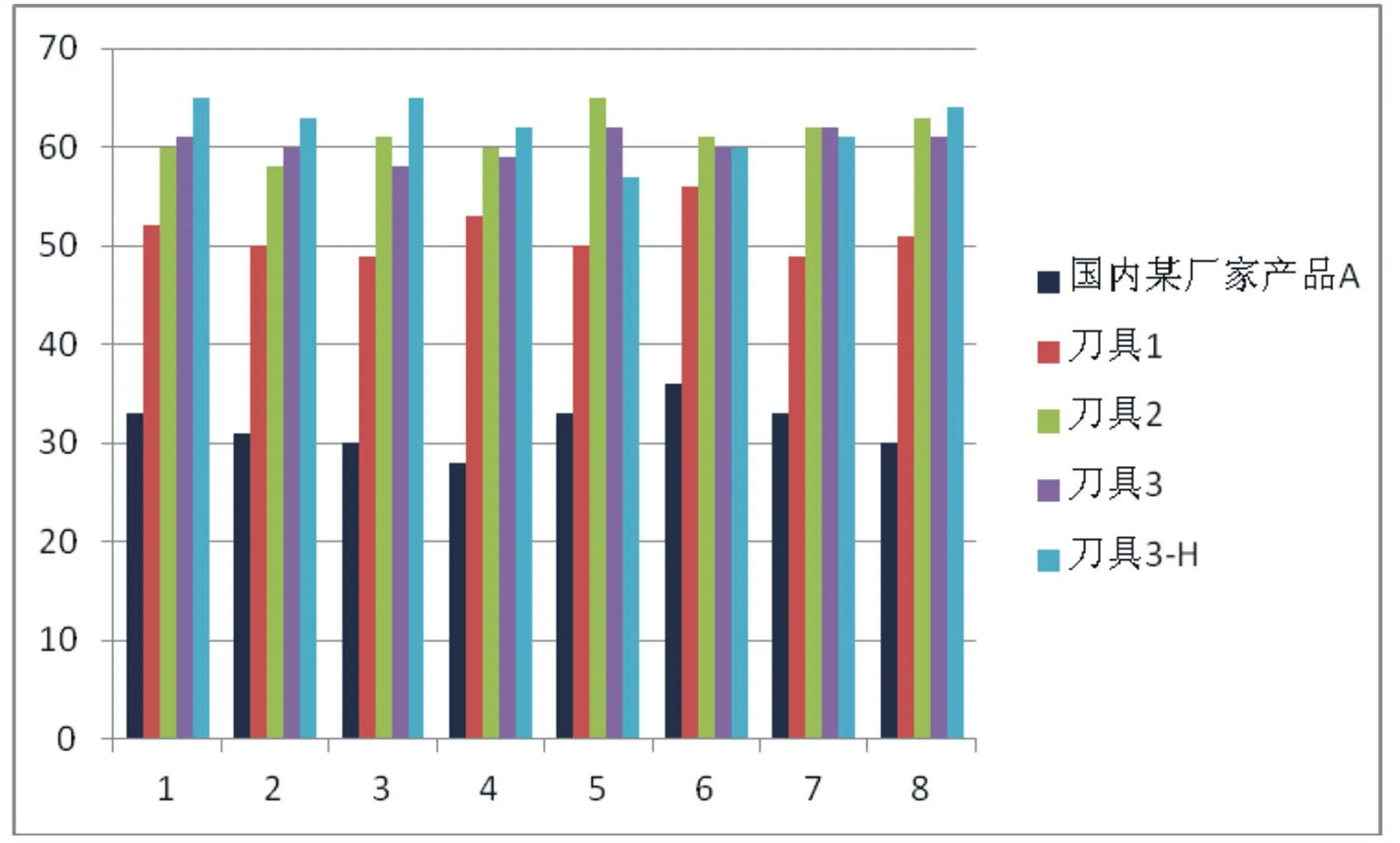
圖8 CNGA120408型刀具切削壽命對比圖Fig.8 CNGA120408type CBN insert cutting life comparison(刀具1-樣品1制成刀具,刀具2和3-樣品2制成刀具,刀具3-H-樣品2制成刀具,提高轉速)
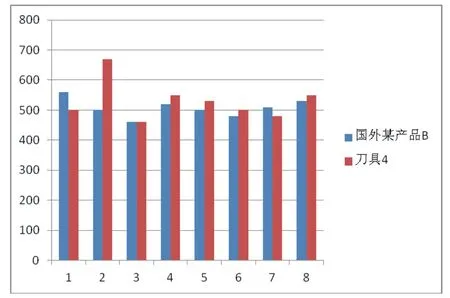
圖9 SCGN090408型刀具切削結果對比圖Fig.9 SCGN090408type CBN insert cutting life comparison(樣品2-b制作刀具)
從圖7樣品1的SEM可以看出樣品上層是cBN層,下層是硬質合金層,在其中間由于硬質合金層鈷的擴散形成了鈷的富集區,是過渡層。由于金屬鈷的熱膨脹系數(12×10-6/℃)遠高于碳化鎢(3.84×10-6/℃)和cBN(4.9×10-6/℃),在刀具焊接時經過了800℃左右的高溫,而在切削時,刀尖處的溫度在1000℃左右,這增加了PcBN復合片交界處的殘余熱應力,降低了cBN材料的紅硬性,從而降低了刀具的使用壽命,更嚴重的會造成分層。但是樣品2和樣品3的cBN聚晶只有cBN和粘接劑一層,不存在硬質合金層和中間的過渡層。這樣的cBN聚晶避免了金屬鈷從硬質合金層滲透到cBN層,可以有效地控制產品的成分比例,并可以避免由于中間過渡層的存在而產生的熱殘余應力。從圖8的對比也可以看出可有效地提高刀具壽命10%~20%。
4 結論
該試驗合成的PcBN聚晶與傳統cBN聚晶對比具有導電性,可以通過簡單的電火花切割加工成任意的形狀。試驗合成的1~5mm厚度的PcBN聚晶由于免除了硬質合金層的復合,避免了中間過渡層產生的熱殘余應力,可以有效提高其紅硬性,其使用壽命可提高10%~20%。
參考文獻:
[1] Zhao YuCheng,WANG MingZhi.cBN Sintered with Al under High Temperature and High Pressure[J].China Physics Letter,2007,24(8):2412-2414.
[2] 李海波,董海,張曼.PcBN刀片的研究現狀和發展[J].工具技術,2007,41(10):10-13.
[3] Bindal M M,Nayar R K,Singhal S K,et al.High-pressure sintering of cubic boron nitride[J].Journal of Materials Science,1986,21:4347-4351.
[4] 佟艷嬌,李嫚.PcBN刀具干車淬硬鋼時倒棱前角對切削力和刀具磨損的影響[J].金剛石與磨料磨具工程,2007,158(2):6-71.
[5] 劉一波,屠厚澤,彭先奇,等.聚晶立方氮化硼(PcBN)性能與平均自由程關系的研究[J].地質與勘探,1998,34(3):29-57.
[6] Benko E,Klinczyk P,Mackiew S,et al.cBN-Ti3SiS2composites[J].Diamond and Related Materials,2004,13:521-525.
[7] Beno E,Morgiel J and Czeppe T.cBN sintered with Al Microstructure and Hardness[J].Ceramics International,1997,23:89-91.
[8] Angseryd j,Elfwing M,Olsson E,et al.Detailed microstructure of a cBN based cutting tool material[J].Journal of Refractory Metals and Hard Materials,2009,27:249-255.
[9] Larsson C,Odén M X-ray diffraction determination of residual stresses in functionally graded WC-Co composites.International Journal of Refractoy Metals and Hard Materials,2004,22:177-184.
[10] Weisbrook CM,Gopalaratnam VS,Krawitz AD.Use of finite element modeling to interpret diffraction peak broadening from elastic strain distributions[J].Material Science and Engineering,1995A201:134-142.
[11] Weisbrook CM,Krawitz AD.Thermal residual stress distribution in WC-Ni composites[J].Material Science and Engineering,1996,A209:318-328.
