金剛石定位排列鉆頭刀頭結構對切割性能的影響
2018-05-24 08:59:40羅曉麗劉一波黃盛林何文凱
超硬材料工程 2018年2期
羅曉麗,劉一波,黃盛林,何文凱
(北京安泰科技股份有限公司,北京 10080)
1 前 言
傳統刀頭中的金剛石處于隨機分布狀態,容易使局部金剛石顆粒受沖擊力過大而導致過早脫落,影響金剛石工具的切割效率和壽命[1]。為此在金剛石工具制造中,推出了金剛石在刀頭中均勻分布/有序排列的設計與工藝,目前,國內外已研制了多種有序排列鋸片,中國臺灣宋建民博士的模板法、瑞士ETH機床與加工所提出的點膠法、韓國新韓公司的ARIX自動排布系統;四川惠利的真空均布機等[2]。而我公司自主研發的金剛石預定排列式先進結構工具的生產設備,以及采用的真空負吸式吸料+ 垂直放料的技術方案,定位排布技術使金剛石的排布達到規則化和最優化,從而讓金剛石受力均勻,目前該工藝已廣泛運用在金剛石鋸片切割類工具中,這種工藝生產的鋸片,金剛石能保持連續自銳及出刃,從而確保了每顆金剛石都能及時有效地工作,不僅能提高其切割速度和切割壽命,還能提高切割穩定性[3]。
利用現代化金剛石預定排列技術,金剛石工具開發者一直在研究金剛石結構對產品性能的影響,金剛石工具的壽命、功率消耗與鋸切效率在同等條件下最終取決金剛石工具表面的金剛石的間距、金剛石的濃度、金剛石的凸出高度,以及金剛石的粒度與PPC值。金剛石之間必須確定一個合適的橫向間距,才能保持鋸片同時具有良好的鋒利性以及壽命。橫向間距太小,切屑厚度小,不能有效地磨損胎體,讓金剛石及時出刃,從而影響鋸片的切割效果[4]。采用先進技術實現在鋸片中采用合理的金剛石定位排列方式,可以使金剛石在工具中得到充分利用,既能提高鋸切效率,又能提高鋸切壽命[5]。本文在金剛石定位排列可提升鋸片切割效率的工作基礎上,進一步對金剛石預定排列式鉆頭刀頭進行結構分析,力求鉆頭產品最大限度地提高金剛石使用率,實現胎體與金剛石的最佳配合,并在此基礎上進行大量的切割試驗,建立了定位排列式鉆頭的最優結構形式,驗證了其性能。
2 定位排列鉆頭刀頭制備
2.1 對比的鉆頭刀頭結構設計方案
本文中設計四種鉆頭規格為LWCB102 102×10×3.5×24×9×2.2×410的產品,鉆頭刀頭尺寸為H10×T3.5×L40,兩種金剛石預定排列式鉆頭刀頭分別與其對應的同胎體、同金剛石品級的兩種同濃度的常規鉆頭刀頭相比,四種刀頭的結構如表1所示,其中金剛石濃度計算參考文獻《金剛石定位排列可提升鋸片切割效率》[3]。

附表1 刀頭結構Table 1 Table 1the structure of the segment
2.2 金剛石預定排列刀頭制作
(1)首先利用自動化多層定位排列技術對金剛石進行三維定位排列,金剛石采用了35/40-SDB1100的金剛石,選定一種我司用于鋼筋混凝土鉆進的胎體(其代號為CB33),壓制出定位排列金剛石長方體刀頭壓坯,如圖1所示。
(2)利用手動復壓模具在手動冷壓機上壓出所需要的弧度規格Φ102。
(3)放入熱壓燒結爐進行熱壓燒結,燒結溫度880℃,壓力25MPa,保溫時間3min,燒完之后,鉆頭刀頭7層預定排列式的如圖2所示,8層預定排列刀頭如圖3所示。
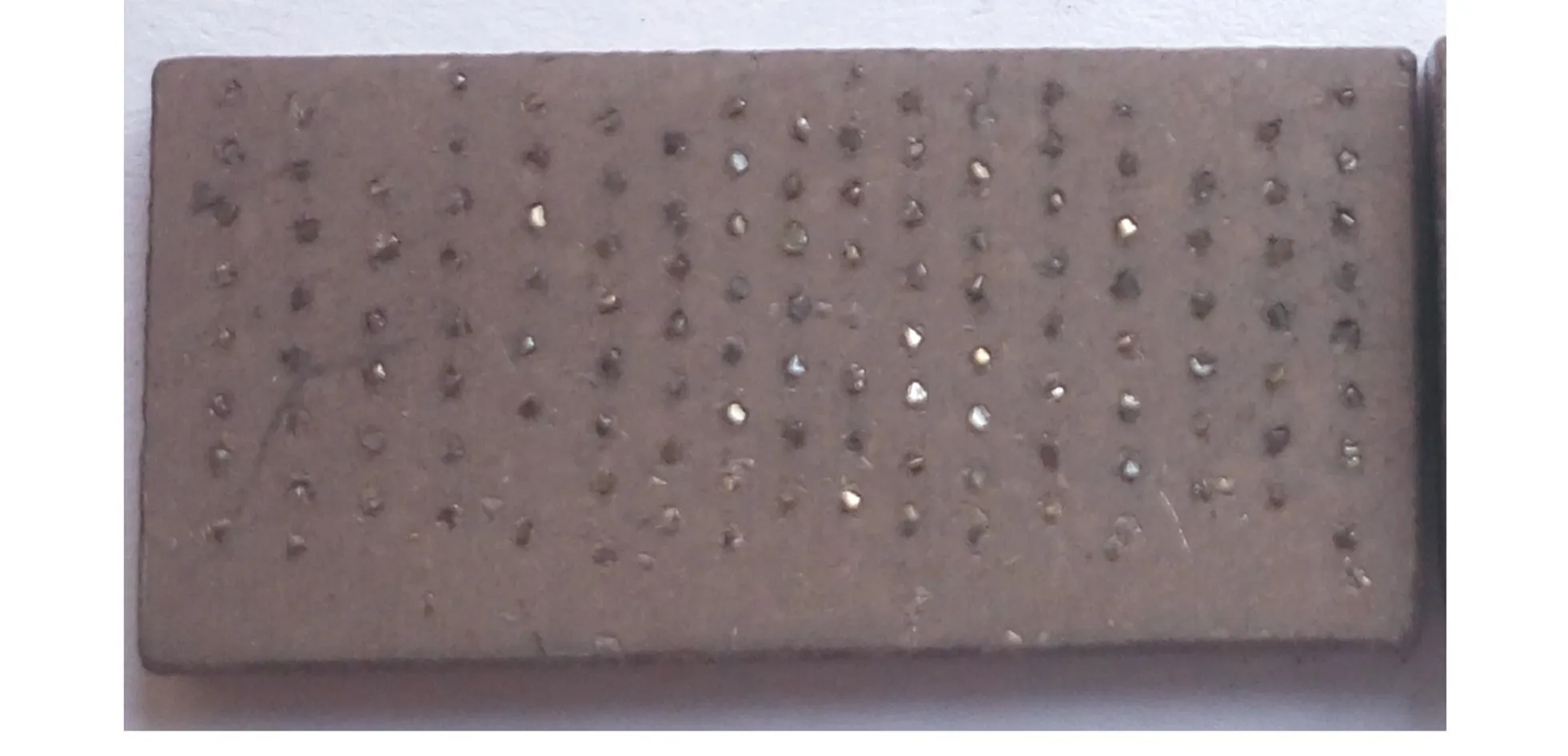
圖1 刀頭壓坯Fig.1 the segment

圖2 七層預定排列刀頭Fig.2 The diamond segment with the seven-layer array

圖3 八層預定排列刀頭Fig.3 The diamond segment with the eight layers array
(4)在激光焊接機上將刀頭焊接在基體上形成鉆頭,尺寸規格為LWCB102 102×10×3.5×24×9×2.2×410的金剛石預定排列式鉆頭,如圖4所示。

圖4 鉆頭Fig.4 diamond array patterned bit
3 試驗過程與結果
3.1 鉆頭試驗
鉆頭試驗切割設備是型號為VEKA的鉆機;鉆機功率:3kW;鉆切轉速:1250r/min;鉆切對象:C45鋼筋混凝土塊,其中含4根Φ25的鋼筋;鉆切厚度:250mm;鉆切方式:濕鉆;用四種鉆頭分別鉆5個孔并記錄試驗數據。
3.2 試驗結果和分析
用秒表記錄每次鉆切鋼筋混凝土塊體的時間,換算出每種鉆頭的平均鉆切速度(表2),并用游標卡尺記錄鉆切前鉆頭高度尺寸,以及鉆切后鉆頭高度尺寸,兩個尺寸相減換算出刀頭消耗高度。

表2 實驗結果Table 2 Experiment report
經過5個孔的鉆切,通過圖5、圖6、圖7可知兩種不同排列方式的定位排列鉆頭與同胎體、同金剛石品級和濃度的常規鉆頭相比,定位排列鉆頭1切割速度比常規鉆頭3快18%,切割壽命比常規鉆頭3高10%,定位排列鉆頭2比常規鉆頭4速度慢2.5%,但切割壽命比常規鉆頭4提高33.3%,八層金剛石組成的金剛石層錯位定位排列鉆頭2比七層組成的七明治鉆頭1濃度高5%,鉆頭2切割速度比7層定位排列鉆頭1速度慢23.1%,但切割壽命高33.3%,同時定位排列鉆頭1在過鋼筋時比定位排列鉆頭2快12.7%,定位排列鉆頭2在過鋼筋時和常規鉆頭4速度差不多,兩種預定排列式鉆頭在鉆鋼筋時平穩性明顯優于常規鉆頭,速度穩定,手感較好,因此定位排列鉆頭金剛石層數對鉆頭切割性能影響較大,尤其是對壽命的影響更大。

圖5 四種鉆頭單次鉆切時間Fig.5 The speed of four bits drilling on the reinforced concrete

圖6 四種鉆頭單次鉆鋼筋時時間Fig.6 The speed of four bits drilling on the steel bar of
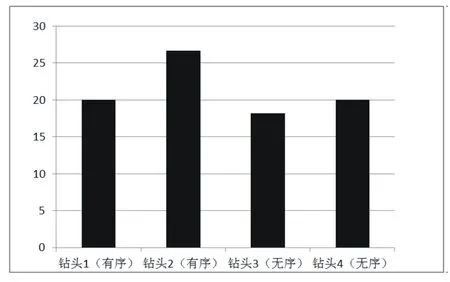
圖7 四種鉆頭使用壽命Fig.7 The working life of four bits
此試驗四種方案中,七層、八層的定位排列刀頭分別與兩種常規刀頭切割面的金剛石濃度一致,七層金剛石濃度比八層低5%,只是金剛石的分布形式不同,鉆頭1形成七明治結構,層與層之間的金剛石互相依靠形成有力的相互把持和保護,每一層都形成一個圓弧狀切割面,從而確保了每顆金剛石都能及時有效的工作,這樣不僅能提高其切割速度和切割壽命,還能提高其切割穩定性。鉆頭2為八明治結構,因為層與層更加緊密,金剛石之間的保護作用加強,刀頭濃度提高了5%,切割壽命比方案3提高46.7%,但速度亦有所下降 ,金剛石層數對壽命和速度的影響很大,尤其是對壽命的影響更大,產品設計者可以通過對刀頭的結構設計來滿足不同客戶的要求,在濃度變化很低的范圍內實現壽命和速度的最佳配比,這樣不僅能提高其切割速度和切割壽命,還能提高切割穩定性。
4 結論
(1)通過本次金剛石定位排列鉆頭的不同結構形式以及和常規鉆頭的切割試驗對比可知,同等條件(同胎體、同金剛石品級)下,七層金剛石結構的七明治定位排列鉆頭比八層金剛石結構的八明治定位排列刀頭濃度低5%,七層較同濃度常規鉆頭速度提高18%,壽命提高10%,八層金剛石組成的金剛石層錯位定位排列鉆頭與同濃度常規鉆頭速度基本相當(速度慢2.5%),但壽命卻提高了33.3%;八層金剛石組成的金剛石層錯位定位排列鉆頭比七層組成的七明治鉆頭濃度高5%,切割速度比7層定位排列鉆頭速度慢23.1%,但切割壽命高33.3%,體現了金剛石刀頭層數不同對切割對象的速度和壽命的影響也不同;七層切割速度和切割壽命能使性能達到最佳,亦可通過設計不同的結構來滿足不同客戶對壽命和速度的要求,合理的結構不僅能提高鉆頭的效率也能提高切割壽命。
(2)根據切割對象、設備不同,金剛石的排列方式應該不同,該試驗只選用了切鋼筋混凝土的配方進行了試驗對比,今后仍需深入研究金剛石定位排列方式,總結出金剛石縱向和橫向最優間隔,最大程度的提高鉆頭的切割效率和使用壽命。
參考文獻:
[1] 鄭漢書,姜容超,魏洪濤,等.鋸切花崗巖用金剛石定位排列鉆頭的研制[J].石材,2006(11):11.
[2] 呂華偉,馬濤,劉志杰,等.金剛石、cBN定位排列及擇優取向工具的研發及應用[J].金剛石與磨料磨具工程,2007,158(2):44.
[3] 方嘯虎.現代超硬材料與制品(上)[M].杭州:浙江大學出版社,2011.11:453-458.
[4] 張紹和,葉宏煜,楊仙.有序排列金剛石鋸片中排列參數的設計[J].金剛石預磨料磨具工程,2008(2):29-30.
[5] 羅曉麗,劉一波,黃盛林,等.金剛石定位排列可提升鋸片切割效率[J].金剛石磨料磨具工程,2014(5).
